Изобретение относится к машиностроению и может быть использовано для высокоточной гибки ленты, в частности для гибки ленты для вкладышей подшипников скольжения, например вкладышей подшипников двигателей внутреннего сгорания.
Обычно для изготовления вкладышей подшипников скольжения, имеющих точную геометрию, используют методы штамповки ленты или расточки заготовок типа труб со специально нанесенным внутренним антифрикционным слоем. Осуществляется это многостадийно в специализированных цехах, имеющих, как правило, массовое производство, где изготавливают вкладыши только определенных типоразмеров по кривизне (диаметру) и толщине с применением дорогой, сложной высокоточной технологии что оправдано.
Однако при ремонтах часто приходится сталкиваться с единственными конструкциями двигателей внутреннего сгорания иностранного и отечественного производства, для которых по разным причинам либо отсутствуют вкладыши подшипников скольжений и такие двигатели не могут быть отремонтированы, либо для них кустарно изготавливают заведомо некачественные вкладыши ввиду большой сложности выдержать точно кривизну, правильную геометрию (форму) и все параметры, обуславливающие работоспособность подшипников.
Сборка двигателей с такими вкладышами приводит к интенсивным износам коленчатых валов, их поломкам и т.п., т.е. к быстрому выходу двигателя из строя.
Известен способ гибки ленты, при котором к ее концам прикладывают изгибающие моменты, обеспечивая их закручивание в противоположные сторны по направлению к плоскости симметрии исходной ленты [1].
Известный способ не может быть применен для гибки готовой би- или триметаллической полностью механически и гальванически обработанной ленты, имеющей высокоточные размеры, и, в частности, для перегибки готовых вкладышей двигателей внутреннего сгорания без повреждения внутренней и внешней поверхностей.
Задачей изобретения является высокоточная гибка (перегибка) готовой, полностью обработанной би- или триметаллической ленты с получением изделий заданной кривизны без повреждения внутренней и внешней ее поверхностей и с сохранением первоначальных высокоточных допусков на толщину.
Для этого к концам ленты исходной радиусной кривизны прикладывают изгибающие моменты, обеспечивая их закручивание в противоположные стороны по направлению к плоскости симметрии исходной ленты, при этом закручивание производят равномерно по окружности с радиусом, равным гипотенузе равнобедренного прямоугольного треугольника, длина катета которого 1/4 диметра ленты исходной кривизны.
При этом центры окружностей, по которым закручивают каждый конец ленты, лежат в точках пересечения двух взаимно перпендикулярных прямых, равно отстоящих от каждого торца на 1/4 диаметра ленты исходной кривизны, а торцы ленты при закручивании перемещаются по окружностям до точек, соответствующих окончаниям друг задаваемой кривизны с учетом отдачи (остаточных деформаций).
Отдача - некоторый перегиб при закручивании каждого конца, на который возвращается лента в свободном состоянии с учетом остаточных деформаций.
При равномерном закручивании каждого конца ленты по точно рассчитанному радиусу с постоянным контролем кривизны и возможности ее корректировки достигается высокоточная гибка без искажения толщины ленты и повреждений ее внутренней и внешней поверхностей до требуемого (задаваемого) диаметра.
Для реализации данного способа гибки ленты разработано устройство.
Наиболее близким его аналогом является устройство для гибки ленты, содержащее две стойки, несущие зажимы для концов изгибаемой ленты и соединенные между собой [2].
Данное известное устройство не может быть использовано для гибки ленты большой кривизны ввиду отсутствия свободного перемещения одной из стоек относительно другой и невозможности значительного закручивания каждого конца ленты.
Технической задачей изобретения является обеспечение высокоточной гибки обработанной ленты с получением изделий заданной кривизны без повреждения внутренней и внешней поверхностей.
Для решения поставленной задачи известное устройство для гибки ленты, содержащее две стойки, несущие зажимы для концов изгибаемой ленты и соединенные между собой, снабжено двумя пальцами коленчатой формы, каждый из которых состоит из установленной в соответствующей стойке оси в размещенной на одном конце регулировочной направляющей, ползуна, установленного с возможностью перемещения в упомянутой направляющей, и поворотного нажимного рычага с упорной шарнирной осью, жестко связанного со свободным концом оси двумя жестко закрепленными на стойках вспомогательными рычагами с шарнирными гайками и двумя нажимными болтами для приложения в нажимным рычагам крутящих моментов, установленными в шарнирных гайках вспомогательных рычагов и связанными с упорными шарнирными осями поворотных нажимных рычагов, стойки соединены между собой посредством стяжного болта и снабжены общей направляющей, параллельной оси болта, она из стоек установлена неподвижно, а вторая - с возможностью перемещения вдоль стяжного болта и направляющей, а зажимы для концов изгибаемой ленты смонтированы на ползунах.
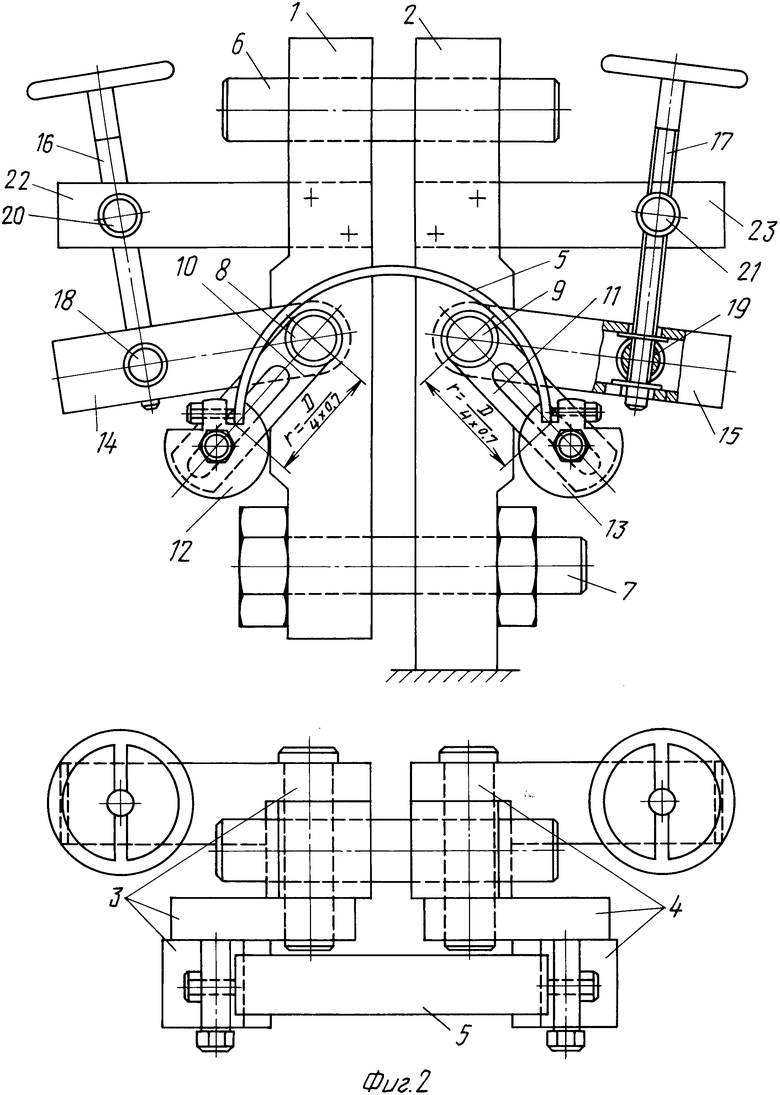
На фиг. 1 показано положение ленты в процессе гибки из исходного состояния (с диаметром D) в требуемое для получения изделия (с диаметром d); на фиг. 2 - устройство для гибки ленты.
Устройство для гибки ленты любой кривизны содержит две стойки 1 и 2, соединенных через пальцы 3 и 4 лентой 5.
Один из пальцев 3 имеет возможность перемещения вместе со стойкой 1 вдоль общей со стойкой 2 направляющей 6, параллельной оси стяжного болта 7, а другой палец 4 установлен в неподвижной стойке 2. Каждый палец 3 и 4 имеет коленчатую форму и состоит из осей 8 и 9, на которых с одной стороны имеются регулировочные направляющие 10 и 11, в которых перемещаются ползуны 12 и 13, а с другой стороны они жестко связаны с поворотными нажимными рычагами 14 и 15, передающими крутящие моменты через нажимные болты 16 и 17, упорные шарнирные оси 18 и 19 и шарнирные гайки 20 и 21 во вспомогательных рычагах 22 и 23, жестко закрепленных на стойках 1 и 2.
На ползунах 12 и 13 смонтированы концы изгибаемой ленты.
Способ осуществляют следующим образом.
К концам ленты исходной кривизны (с диаметром D) в холодном состоянии прикладывают изгибающие моменты, обеспечивая их закручивание в противоположные стороны по направлению к плоскости симметрии исходной ленты. Концы ленты закручивают равномерно по окружностям с радиусом r, равным гипотенузе равнобедренного треугольника с катетом, длина которого равна 1/4 D.
Центры окружностей с радиусом r, по которым происходит закручивание каждого конца ленты, лежат в точках пересечения двух взаимноперпендикулярных прямых, равно отстоящих от каждого торца на 1/4 диаметра ленты исходной кривизны (D/4).
Торцы ленты при закручивании перемещаются по окружности до точек, соответствующих окончаниям дуг задаваемой кривизны d в свободном состоянии, т.е. с некоторым перегибом, учитывающим отдачу (остаточные деформации).
Устройство работает следующим образом.
В зависимости от кривизны (диаметра) исходной ленты, из которой необходимо, например, изготовить вкладыши подшипников скольжения определенного размера, рассчитывают радиус закручивания ленты как величину гипотенузы равнобедренного треугольника с катетом в 1/4 диаметра ленты исходной кривизны, т.е. D 4 x 0,7. Эту величину откладывают от центров 8 и 9 пальцев до мест установки (торцев) изгибаемой ленты в ползунах 12 и 13 (фиг. 2) путем перемещения ползунов вдоль регулировочных направляющих 10 и 11 пальцев.
После установки радиусов закручивания и затяжки ползунов закрепляют концами в зажимах ползунов ленту 5 исходной кривизны.
Вращая нажимные болты 16 и 17 в шарнирных гайках 20 и 21 вспомогательных рычагов 22 и 23 через упорные шарнирные оси 18 и 19, передают усилия, заставляющие нажимные рычаги 14 и 15 поворачиваться (отклоняться), и тем самым передавать через ползуны 12 и 13 пальцев крутящие моменты на каждый конец изгибаемой ленты. Это позволяет получать равномерную контролируемую высокоточную кривизны ленты по всей ее длине с возможностью корректировки.
Обычно для каждого материала ленты исходной кривизны подбирают некоторую величину перегиба, равную величине отдачи, т.е. возвращения каждого конца ленты после снятия нагрузки в зависимости от величины остаточных деформаций в положение заданной кривизны.
По достижении требуемой кривизны с учетом отдачи лента освобождается из зажимов ползунов 12 и 13.
Полученная таким образом изогнутая лента отличается высокой точностью кривизны, отсутствием отклонений ее толщины, также каких-либо повреждений внутренней и внешней поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки профилей | 1977 |
|
SU831267A1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| КОНСТРУКТОР БЫСТРОВОЗВОДИМЫХ СБОРНО-РАЗБОРНЫХ КАРКАСОВ ВОЛНООБРАЗНЫХ ОБОЛОЧЕК ПЕРЕНОСА | 2014 |
|
RU2573142C1 |
| Устройство для многоколенной гибки труб | 1990 |
|
SU1734907A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Конструктор быстровозводимых сборно-разборных сооружений в форме сферических оболочек | 2016 |
|
RU2617657C1 |
| Учебный прибор по геометрии | 1990 |
|
SU1723572A1 |
| Машина для прививки черенков косым срезом | 1981 |
|
SU988232A1 |
| Устройство для измерения зазора между головкой цилиндра и поршнем двигателя внутреннего сгорания | 1982 |
|
SU1067343A1 |
| КОНСТРУКТОР БЫСТРОВОЗВОДИМЫХ СБОРНО-РАЗБОРНЫХ СООРУЖЕНИЙ В ФОРМЕ ВОЛНООБРАЗНЫХ ОБОЛОЧЕК ВРАЩЕНИЯ | 2014 |
|
RU2573138C1 |
Способ гибки ленты и устройство для его реализации могут быть использованы для высокоточной гибки ленты при изготовлении, например, вкладышей подшипников скольжения. К концам ленты прикладывают изгибающие моменты. При этом в холодном состоянии производят закручивание концов в противоположные стороны по направлению к плоскости симметрии исходной ленты. В исходном состоянии лента имеет радиусную кривизну. Закручивают концы ленты равномерно по окружностям. Радиус окружности равен гипотенузе равнобедренного прямоугольного треугольника с катетом, равным 1/4 диаметра ленты исходной кривизны. Гибку осуществляют на устройстве, содержащем две стойки с зажимами для концов ленты и два пальца коленчатой формы. Каждый палец состоит из регулировочной направляющей, подвижного ползуна и поворотного нажимного рычага с упорной шарнирной осью. На стойках закреплены вспомогательные рычаги с шарнирными гайками и нажимными болтами. Зажимы для концов ленты смонтированы на ползунах. В результате обеспечивается возможность получения изделий заданной кривизны без повреждения внутренней и наружной поверхностей с сохранением первоначальных допусков на толщину. 2 с. п. ф-лы, 2 ил.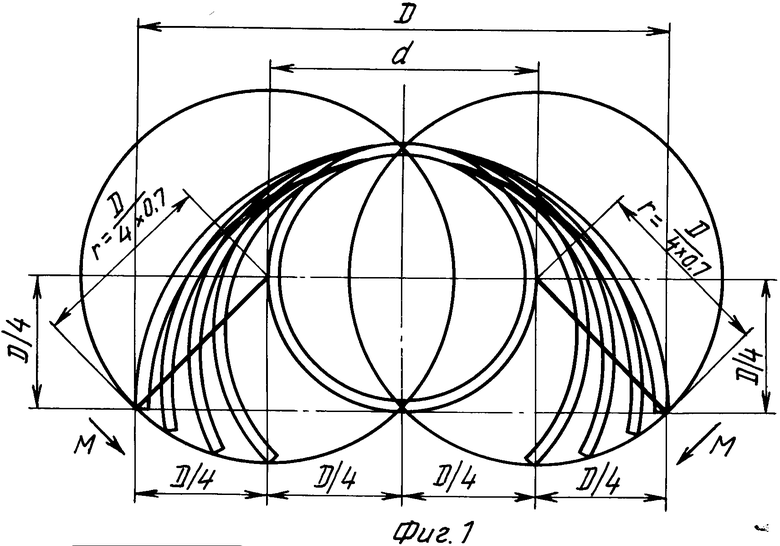
| SU, авторское свидетельство, 706159, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Подпоркин В.Г | |||
| Обработка нежестких деталей | |||
| - М.-Л.: Машгиз, 1959, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
