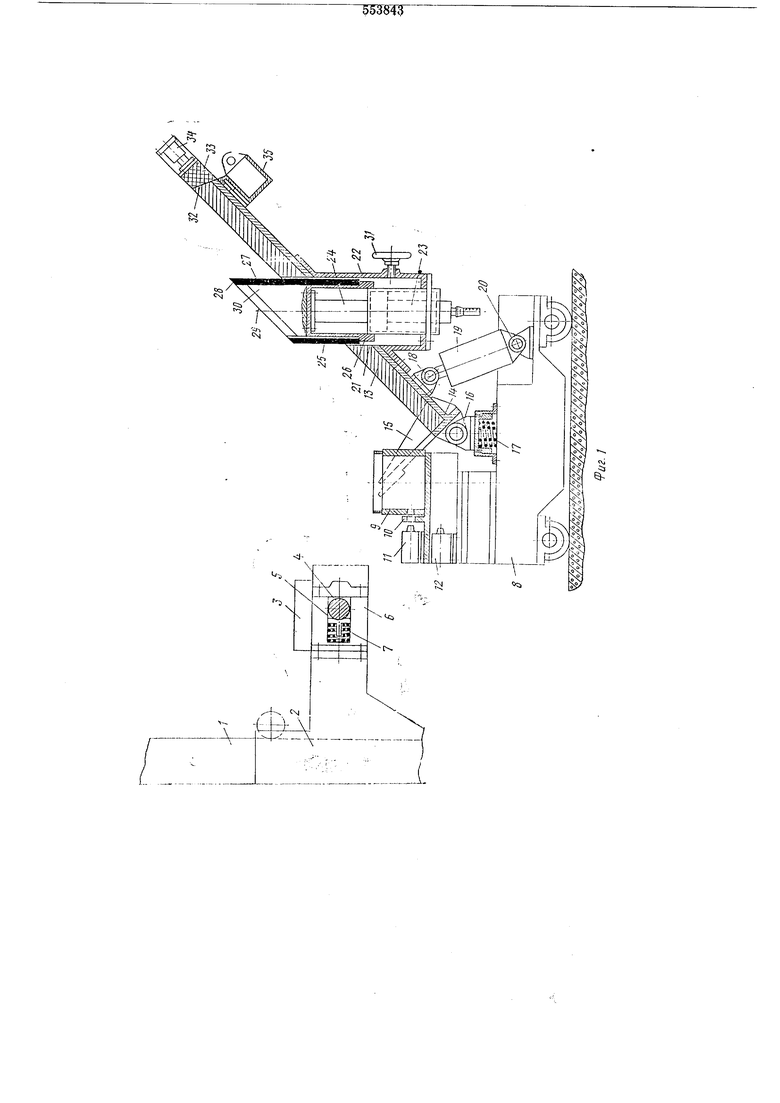
на с одновременным обеспечением токонередачи, и пневмоклиновых механизмов 12 для обеспечения устойчивости водоохлаждаемой панели 13, снабженной силовым кожухом 14 с лапами 15, причем панель крепится на тележке поддона с помощью шарнира 16, подпружиненного с помощью пружин 17 сжатия. К 14 водоохлаждаемой панели с помощью шарнира 18 крепится шток гидроцилиндра 19, корпус которого прикреплен с помощью шарнира 20 к тележке 8.
Водоохлаждаемая плита 13 имеет отверстие 21, по периметру которого закреплен стакан 22 с гидроцилиндром 23, шток 24 которого соединен со стаканом 25, который снабжен буртом 26 для установки заранее выплавленного патрубка 27, торец 28 ко.торого устанавливается заподлицо с торцом 29 водоохлаждаемого вкладыша 30, прикрепленного к стакану 25. Зазор между стаканами 25 и 22 равен толщине патрубка 27. Стакан 22 снабжен винтовым фиксатором 31 от проворота патрубка 27,
В верхней части панели выполнен паз 32, в который заходит графитовый вкладыш 33, укрепленный на штоке гидроцилиндра 34, а на кожухе 14 под графитовым вкладышем укреплен шлакосборник 35.
Установка работает следующим образом.
Перед началом работы тележка 8 находится за пределами печи 1. С помощью гидроцилиндра 19 водоохлаждаемая панель 13 поворачивается к горизонтальной оси на угол, равный углу между осями выплавляемого тройника.
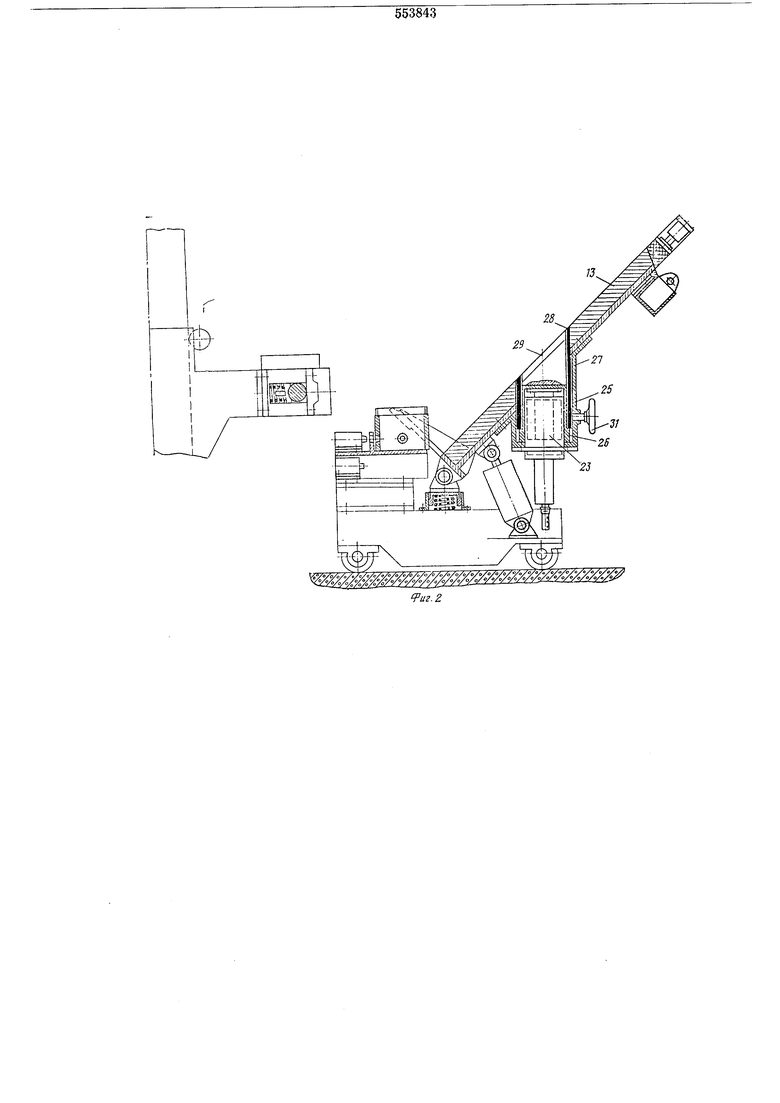
Затем с помощью гидроцилиндра 23 выдвигается вверх стакан 25 с водоохлаждаемым вкладышем 30. После этого с помощью цехового крана заранее выплавляемый патрубок 27 устанавливается на бурт 26 стакана 25. Одновременно с этим подвешивают панели и шлакоприемник 35 и устанавливают поддон 9.
С помощью гидроцилиндра 23 опускают стакан 25 вместе с патрубком 27, установленным на бурте 26, до тех пор, пока торец 29 водоохлаждаемого вкладыша и торец 28 патрубка не станут заподлицо с нлоскостью водоохлаждаемой панели 13. После этого с помощью винтового фиксатора 31 нроизводится фиксация патрубка 27 от проворота (фиг. 2).
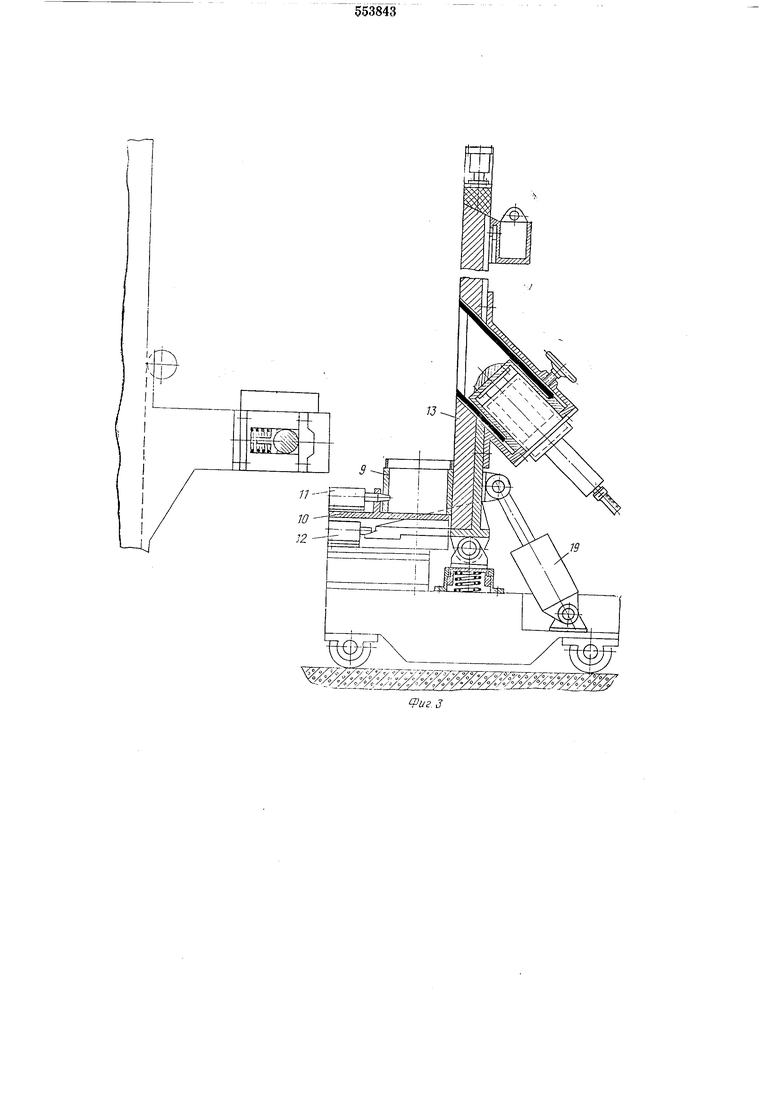
С помощью гидроцилиндра 19 панель 13 поворачивается в вертикальное положение, после чего включаются пневмоклиновые механизмы 12, которые через лапы 15 фиксируют панель 13, обеспечивая устойчивость ее в вертикальном положении, а также пневмоклиновые механизмы И, которые фиксируют поддон 9 и прижимают его к поддонодержателю, к которому подведен ток (фиг. 3).
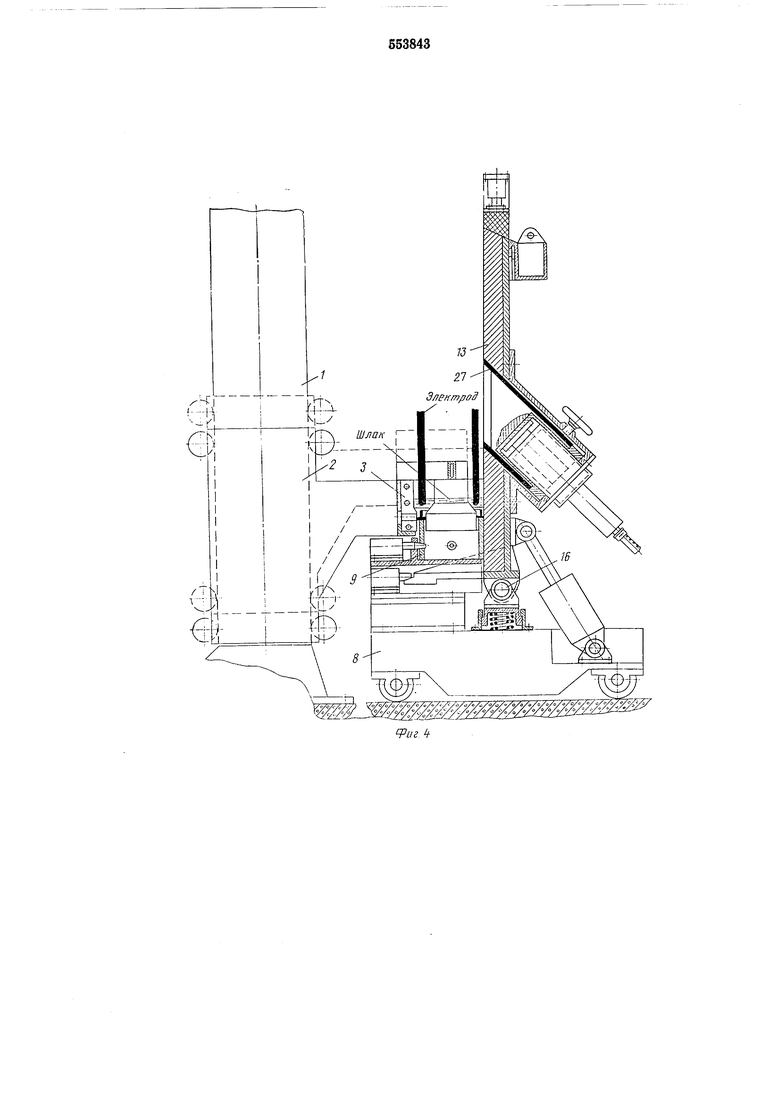
Тележка 8 с поддоном 9 и вертикальной панелью 13 подъезжает к подпружиненному кристаллизатору 3, расположенному на печи I выше верхнего уровня поддона. Затем с помощью каретки 2 опускается кристаллизатор 3, выполненный заодно с водоохлаждаемым дорном, на кольцевой поддон 9, который входит в зазор между кристаллизатором и дорном. Производится заливка шлака в плавильное пространство, после чего расходуемые электроды опускаются навстречу ноднимающемуся кристаллизатору с дорном, прп котором на поддопе 9 наращивается полый патрубок. Пр окины и шарнир, с помощью которых крепится кристаллизатор, обеспечивают полпое прилегание его к панели в течение всей плавки.
В тот момент, когда наращиваемый натрубок, а также щлаковая ваниа достигают высотного уровня торца заранее выплавленного патрубка 27, происходит приплавление выплавляемого патрубка и заранее выплавленного. Это и есть начало образования детали типа полый тройник, полностью выполненного из металла ЭШП. Разрывов и трещин в местах приплавления не происходит, так как усадка по вертикали компенсируется наружным шарниром водоохлаждаемой напели 13 (фиг. 4).
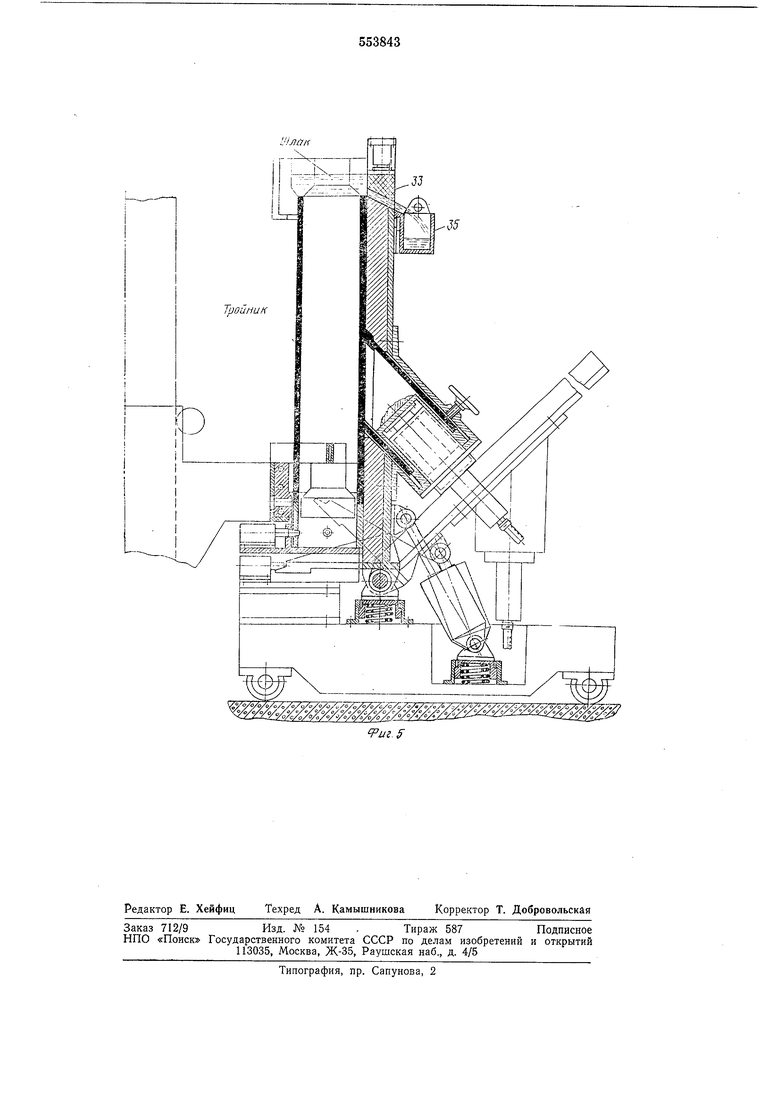
После окончания отливки полого тройника шлаковая ванна достигает уровня графитового вкладыша 33, который с помощью гидроцилиндра 34 приподнимается вверх, и щлак сливается в шлакосборник 35, после чего шлакосборник 35 снимается цеховым краном для утилизации шлака (фиг. 5).
По окончании плавки кристаллизатор 3 с помопдью каретки 2 поднимается за предел панели 13-и тележка 8 отъезжает за пределы печи 1, после чего производится расклинивание пневмоклиновых механизмов 11, 12 и с помощью гидроцилиндра 19 производится поворот паиели 13 с полученным методом электрощлакового переплава тройником таким образом, чтобы угол между панелью и горизонтальной плоскостью был равен углу между осями тройника. После этого с помощью винтового фиксатора 31 расфиксируется готовое изделие, которое снимается цеховым крапом движением вверх.
Изобретение нозволяет получить полый тройник практически любого поперечного сечения, который особо необходим в атомной энергетике.
Формула изобретения
1. Установка для получения фасонных отливок Л1етодом электрошлакового переплава, содержащая направляющ Ю колонну, каретку, несущую электрододержатель и тележку с поддоном, на котором установлен кристаллизатор, соединенный с кареткой, отличающийся тем, что, с целью механизации нроцесса переплава и ликвидации трещин ири вертикальной усадке горячего слитка, она снабжена двумя гидроцилиндрами, нларнирио закрепленной на поддоне водоохлаждаемой панелью с отверстием и двумя стаканами, при этом по периметру отверстия в панели жестко закреплен стакан с гидроцилиндром, соединенным штоком с другим стаканом, снабженным буртом и водоохлаждаемой вставкой, установленной на торце между стаканами с зазором, равным толщине стенки исходного патрубка, причем на водоохлаждаемой панели шарнирно закреплен шток второго
гидроцилиндра, кожух которого шарнирно закреплен на тележке поддона.
2. Установка по и. 1, отличающаяся тем, что кристаллизатор установлен на кронштейне каретки кристаллизатора с помощью двух подпружиненных цапф.
Источники информации, принятые во внимание при экспертизе
10
1.«Электрошлаковая выплавка фасонных отливок ; НИИИНФОРМТЯЖМАШ 9-7414, М., 1974, с. 3, рис. 1.
2.«Электрошлаковое литье, НИИМащ С-1У, Литейное машиностроение, М., 1974,
с. 37, рис. 22.
,i.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ КРУПНЫХ ПОЛЫХ И СПЛОШНЫХ СЛИТКОВ | 2011 |
|
RU2456355C1 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА | 2013 |
|
RU2533579C1 |
| Установка для электрошлаковой выплавки сосудов с патрубками | 1975 |
|
SU529631A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ ПОЛЫХ СЛИТКОВ | 2010 |
|
RU2445383C2 |
| Способ электрошлаковой выплавки металлических изделий | 1970 |
|
SU294498A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2497959C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ ПОЛОГО СЛИТКА | 2009 |
|
RU2424325C2 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ | 2009 |
|
RU2424336C2 |
| Установка для электрошлакового переплава | 1973 |
|
SU449593A1 |