Изобретение относится к машиностроению, в частности к способам правки шлифовальных кругов.
Известен способ правки шлифовального круга, согласно которому алмазу сообщают перемещения вдоль образующей круга и осуществляют поперечную подачу после каждого прохода, величину которой уменьшают по строгой зависимости [1]
Однако этот способ требует проведения множества экспериментов после замены материалов шлифовального круга и обрабатываемой заготовки.
Наиболее близким к изобретению является способ правки шлифовального круга однокристальным правящим инструментом, который располагают со смещением его осевой линии относительно радиального направления с возможностью колебаний в плоскости вращения круга перпендикулярно осевой линии [2]
Недостатком данного способа является сложность расчетов и настройки колебательной системы для получения регулярного микрорельефа.
Предлагаемое изобретение позволяет получить на поверхности шлифовального круга регулярный микрорельеф за счет формирования в процессе правки аксиально смещенного режущего слоя, а также улучшить условия самозатачиваемости шлифовального круга.
Это достигается тем, что при способе формирования шлифовального круга которому сообщают вращение вокруг своей оси, а однокристальному правящему инструменту продольную подачу на оборот круга параллельно оси вращения последнего, меньшую, чем величина площадки рабочей поверхности правящего инструмента, причем шлифовальный круг располагают под углом к оси вращения, берут второй однокристальный правящий инструмент, который устанавливают оппозитно первому относительно торцев круга, а продольную подачу сообщают одновременно двум правящим инструментам после касания им круга навстречу друг другу согласованно с их поперечной подачей после каждого прохода до образования на круге режущего слоя заданной ширины.
Сущность изобретения поясняется чертежом, на котором представлена схема правки.
Перед правкой шлифовальный круг 1 располагают под углом α к оси вращения, определяемом по формуле
a = arctg(B-L)/D,
где B- ширина шлифовального круга 1, м; D наружный диаметр шлифовального круга 1,м; L- требуемая ширина режущего слоя 2 шлифовального круга 1,м.
Правку шлифовального круга 1 производят при его вращении, при этом оппозитно установленным относительно торцов круга 1 правящим инструментам 3, 4 одновременно сообщают продольную подачу после касания ими круга 1 навстречу друг другу параллельно оси его вращения Sпр1 и Sпр2. Сближение правящих инструментов 3 и 4 производят по достижении между ними расстояния L.
Радиальную подачу Sрад1, Sрад1 правящим инструментом 3 и 4 сообщают после каждого их двойного хода с продольной подачей Sпр1 и Sпр2.
Правка заканчивается, когда высота аксиально смешенного режущего слоя 2 достигнет значения h.
Пример. Правили шлифовальный круг для получения режущего слоя шириной L 0,025 м, применяемый для обработки поверхности плоских образцов из стали ШХ15 HRCэ 59.62 при Vкр 35 м/с, Vд 0,2 м/с, t 5 • 10-5 м. Охлаждение 3,5% раствор НГЛ-205 в воде. В качестве абразивного инструмента принимали шлифовальный круг марки 23А25СМ1К6(D 0,25 м; B 0,04 м). При этом определяли необходимый угол наклона α шлифовального круга относительно оси его вращения по формуле
a = arctg(B-L)/D,
где B ширина шлифовального круга, 0,04 м; D наружный диаметр шлифовального круга, 0,25 м; L требуемая ширина режущего слоя, 0,25 м;
α = arctg(0,04-0,025)/0,25 = 3,4 град.
В качестве правящих инструментов принимали алмазные карандаши марки 3908-0071 ГОСТ 607-80.
Шлифовальный круг правили со скоростью Vкр 20 м/с, поперечной подачей алмазных карандашей Sрад1= Sрад2= 4 •10-5 м/дв.ход и продольной согласованной противонаправленной подачей правящих инструментов Sпр1= Sпр2= 8 • 10-3 м/с на станке мод. 1П365 при его модернизации для осуществления указанного способа правки и создании необходимой специальной технологической оснастки.
Шероховатость поверхности, обработанной шлифовальным кругом, правленным предлагаемым способом, равна Rа 2 • 10-7 м.
Использование предлагаемого способа позволит обеспечить осцилляцию теплового поля, интенсификацию процесса обработки вследствие прироста длины дуги контакта круга и заготовки, получение сетки следов и характер микрогеометрии как при хонинговании, шлифовохонинговании с наложением вибраций благодаря углу пересечения траектории движения абразивных зерен по поверхности заготовки, улучшить условия самозатачиваемости абразивного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076036C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100180C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100181C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1996 |
|
RU2110392C1 |
| ШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1997 |
|
RU2120848C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2111108C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
Использование: в машиностроении для формирования шлифовальных кругов. Сущность изобретения: шлифовальному кругу сообщают вращение вокруг своей оси, а двум однокристальным правящим инструментам - продольную подачу на оборот круга параллельно оси вращения последнего, меньшую, чем величина площадки рабочей поверхности правящего инструмента. Шлифовальный круг располагают под углом к оси вращения. Продольную подачу сообщают одновременно двум правящим инструментам после касания им круга навстречу друг другу согласно с их поперечной подачей после каждого прохода до образования на круге режущего слоя заданной ширины. Изобретение позволяет получать на поверхности шлифовального круга регулярный микрорельеф за счет формирования в процессе правки аксиально смещенного режущего слоя, а также улучшать условия самозатачивания шлифовального круга. 1 ил.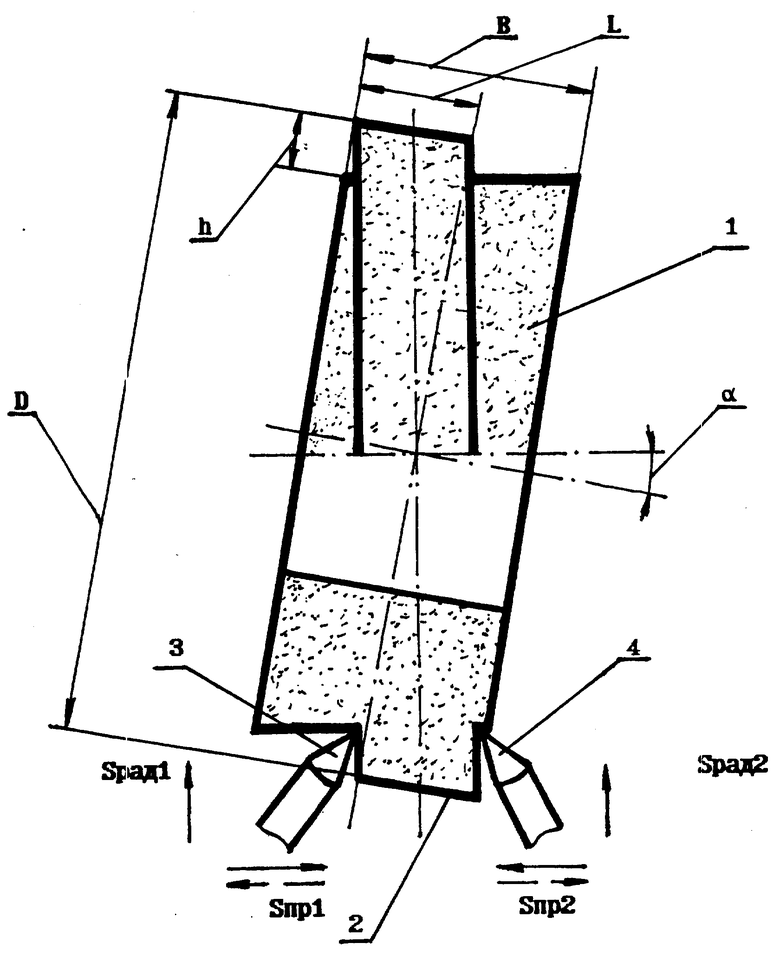
Способ формирования шлифовального круга, при котором ему сообщают вращение вокруг своей оси, а однокристальному правящему инструменту - продольную подачу на оборот круга параллельно оси вращения последнего меньшую, чем величина площадки рабочей поверхности правящего инструмента, отличающийся тем, что шлифовальный круг располагают под углом к оси вращения, при этом берут второй однокристальный правящий инструмент и устанавливают его оппозитно первому относительно торцов круга, а продольную подачу сообщают одновременно двум правящим инструментам после касания им круга навстречу друг другу согласованно с их поперечной подачей после каждого прохода до образования на круге режущего слоя заданной ширины.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1036509, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1202833, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
