Устройство для формирования аксиально смещенного режущего слоя на периферии шлифовального круга относится к области шлифования заготовок из трудношлифуемых склонных к прижогам материалов, преимущественно на универсальных станках.
Известна конструкция устройства, позволяющая получать аксиально смещенный режущий слой путем копирования [1], с помощью которого по копиру, установленному соосно с деталью, обрабатывают фасонные поверхности, при этом деталью является шлифовальный круг, фасонная поверхность - аксиально смещенный режущий слой, а режущий инструмент - правящий алмазный карандаш.
Недостатками подобного устройства являются: низкая точность и производительность обработки, высокая трудоемкость изготовления копира - кулачка и высокая трудоемкость процесса формирования аксиально смещенного режущего слоя, требующая снятия круга со шлифовального станка и установки его на другом, например, заточном или токарном станке.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является устройство для формирования аксиально смещенного режущего слоя на шлифовальном круге [2].
Однако известное устройство не обеспечивает механической осевой подачи правящего инструмента с каждым оборотом круга.
Техническим результатом изобретения являются: расширение технологических возможностей устройства, позволяющего кинематически связать вращение шлифовального круга с осевой подачей правящего инструмента с целью получения аксиально смещенного режущего слоя, повышение производительности и снижение трудоемкости процесса формирования.
Поставленная задача решается с помощью предлагаемого устройства для формирования аксиально смещенного режущего слоя на периферии шлифовального круга, которое содержит втулку с держателем правящего инструмента, валик со штифтом, привод вращения валика, систему микрометрической продольной подачи втулки, в держателе выполнены шпоночный паз и центральное продольное отверстие с кольцевой канавкой, наклоненной под углом αп к плоскости, перпендикулярной оси держателя, в отверстие установлен валик со штифтом, при этом валик кинематически связан со шлифовальным кругом, а привод выполнен в виде бронированного гибкого проволочного вала, дисков с коническими отверстиями, неподвижно соединенных с броней сферических наконечников, и накидных гаек. Устройство дополнительно содержит тарелку с фрикционным кольцом на торце, установленную через упорный подшипник в корпусе маховичка и закрепленную в нем гайкой с антифрикционным покрытием, маховичок ввернут в резьбовое кольцо, неподвижно закрепленное на кожухе круга, в тарелке выполнено отверстие под наконечник гибкого вала, а второй конец гибкого вала неподвижно соединен с валиком. Угол αп определен из формулы:
αп = arc tg[(B - Bа)/dп],
где B и Bа - соответственно высота круга и ширина аксиально смещенного режущего слоя, зависящая от угла αкр наклона аксиально смещенного режущего слоя;
dп - диаметр отверстия держателя.
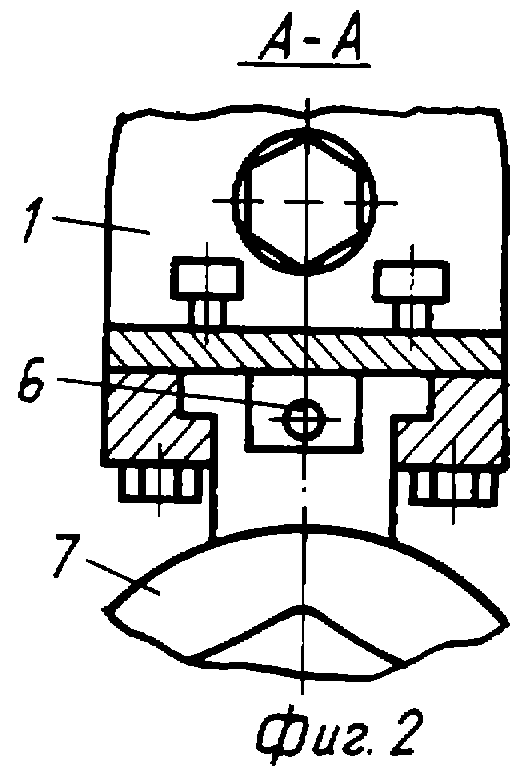
Сущность предлагаемого устройства для формирования аксиально смещенного режущего слоя на периферии шлифовального круга поясняется чертежами. На фиг. 1 представлено предлагаемое устройство для формирования аксиально смещенного режущего слоя на периферии шлифовального круга, общий вид, разрез; на фиг. 2 - вид по А на фиг. 1.
Устройство для формирования аксиально смещенного режущего слоя на периферии шлифовального круга шарнирно крепится кареткой 1 к кожуху 2 шлифовального круга 3, например, с помощью болта 4 и гайки 5. В каретке 1 с системой микрометрической подачи 6 подвижно установлена втулка 7 с держателем 8 правящего инструмента 9, причем держатель 8 имеет снаружи, а втулка 7 внутри шпоночные пазы со шпонкой 10, которая позволяет продольное перемещение держателя в отверстии втулки. Кроме того, держатель 8 выполнен полым с кольцевым пазом внутри, контактирующий со штифтом 11, который запрессован в валик 12.
Предлагаемая конструкция крепления правящего инструмента 9 позволяет преобразовать вращательное движение валика 12 в возвратно-поступательное перемещение держателя 8. Осевое перемещение валика 12 ограничено планкой 13, которая вставлена в паз валика и защемлена между втулкой 7 и диском 14.
Вращательное движение валику 12 передается от шлифовального круга с помощью привода, состоящего из бронированного гибкого проволочного вала 15, дисков 14 и 16 с коническими отверстиями, сферических наконечников 17, неподвижно соединенных с броней 18, и накидных гаек 19.
Гибкий проволочный вал 15 с одной стороны соединен с валиком 12, с другой имеет наконечник 20, входящий в отверстие тарелки 21. С наклеенным на торце, обращенным к шлифовальному кругу, фрикционным кольцом 22 тарелка 21 подвижно смонтирована и установлена через упорный подшипник 23 в корпусе маховичка 24 и закреплена в нем гайкой 25 с антифрикционным покрытием 26. Установленное неподвижно на кожухе 2 кольцо 27 имеет резьбовое отверстие, служащее для размещения в нем маховичка 24 с тарелкой 21.
Формообразование аксиально смещенного режущего слоя на периферии шлифовального круга осуществляется при выключенной рабочей скорости круга поворотом маховичка 24, благодаря которому тарелка 21 прижимается к торцу круга. Вращающийся шлифовальный круг 3, например, от привода вращения заготовки в помощью оправки с фрикционным покрытием и введенной в соприкосновение с периферией круга (не показаны) приводит во вращение тарелку 21 и гибкий проволочный вал 15, соединенный с валиком 12, который в свою очередь перемещает в осевом направлении держатель 8 и правящий инструмент 9. За пол- оборота шлифовального круга правящий инструмент 9 благодаря наклонному под углом αп кольцевому пазу в отверстии держателя 8 переместится, например, слева направо, за вторые пол-оборота возвратится в исходное положение.
Система микрометрической подачи 6 служит для осуществления осевой продольной подачи при установке правящего инструмента как с левого, так и с правого торцов шлифовального круга.
Если использовать маятниковую подачу, при которой снятие слоя абразива tmax производится за несколько проходов, необходимо поворачивать втулку 7 с держателем 8 и кареткой 1 относительно оси болта 4, приближая правящий инструмент 9 к шлифовальному кругу 3 или удаляя от него.
При формировании аксиально смещенного режущего слоя на периферии шлифовального круга необходимо обеспечить вылет правящего инструмента 9 на величину - (B - Bа), где B и Bа - соответственно высота круга и ширина аксиально смещенного режущего слоя. Последняя зависит от угла αкр наклона аксиально смещенного режущего слоя.
Это достигается с помощью наклонного кольцевого паза, который расположен в отверстии держателя 8 под углом αп к плоскости, перпендикулярной продольной оси. Величина αп зависит от величин B, Bа, а также диаметра отверстия dп держателя и определяется по формуле αп = arc tg[(B - Bа)/dп].
По окончании формирования аксиально смещенного режущего слоя с одного, например, левого торца шлифовального круга подводят правящий инструмент к правому торцу и делают то же (на фиг. 1 правое положение правящего инструмента показано пунктиром).
С целью увеличения производительности формообразования аксиально смещенного режущего слоя на шлифовальном круге на держателе 8 устанавливают два правящих инструмента 9, которые располагают с левого и правого торцов круга (не показаны). Левый и правый правящие инструменты должны быть установлены в держателе 8 на расстоянии Bа - ширины аксиально смещенного режущего слоя.
По окончании формообразования аксиально смещенного режущего слоя тарелка 21 с помощью маховичка 24 отводится от торца шлифовального круга 3. Держатель 8 также выводится из положения формирования за пределы зоны резания шлифовального круга.
Предлагаемое устройство для формирования аксиально смещенного режущего слоя на периферии шлифовального круга обеспечивает высокую точность и производительность правки и формообразования. Устройство позволяет профилировать аксиально смещенный режущий слой на круге, не снимая его со шпинделя шлифовального станка. Особенно заметно снижение трудоемкости формирования на шлифовальных станках с большим диаметром круга (500 - 800 мм).
Невысокая себестоимость устройства позволяет быстро окупить затраты на его изготовление и гарантировать бесприжоговое шлифование на более интенсивных режимах особенно трудношлифуемых сталей.
Источники информации, принятые во внимание:
1. Справочник технолога-машиностроителя. В 2-х т. Т 1. /Под ред. А.Г.Косиловой и Р. К.Мещерякова. 4-е изд., перераб. и доп. - М.: Машиностроение, 1986, с. 232, рис. 17;
2. Патент РФ N 2119861, B 24 B 53/04, 10.10.98.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2105656C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| ШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1997 |
|
RU2120848C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2111108C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100182C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100180C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100178C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100181C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1996 |
|
RU2110392C1 |
Предлагаемое устройство содержит втулку с держателем правящего инструмента, валик со штифтом, привод вращения валика, систему микрометрической продольной подачи втулки. В держателе выполнены шпоночный паз и центральное продольное отверстие с кольцевой канавкой, наклоненной под углом αп к плоскости, перпендикулярной оси держателя. В отверстие установлен валик со штифтом. Валик кинематически связан со шлифовальным кругом. Привод выполнен в виде бронированного гибкого проволочного вала, дисков с коническими отверстиями, неподвижно соединенных с броней сферических наконечников, и накидных гаек. Устройство дополнительно содержит тарелку с фрикционным кольцом на торце, установленную через упорный подшипник в корпусе маховичка и закрепленную в нем гайкой с антифрикционным покрытием. Маховичок ввернут в резьбовое кольцо, неподвижно закрепленное на кожухе круга. В тарелке выполнено отверстие под наконечник гибкого вала, а второй конец гибкого вала неподвижно соединен с валиком. Угол αп зависит от высоты круга, ширины аксиально смещенного режущего слоя и диаметра отверстия держателя. Устройство позволяет сформировать аксиально смещенный режущий слой на периферии шлифовального круга, не снимая его со станка, обеспечить высокую точность и производительность правки и формообразования. Особенно заметно снижение трудоемкости при формировании кругов с большим диаметром (500 - 800 мм). 2 з.п. ф-лы, 2 ил.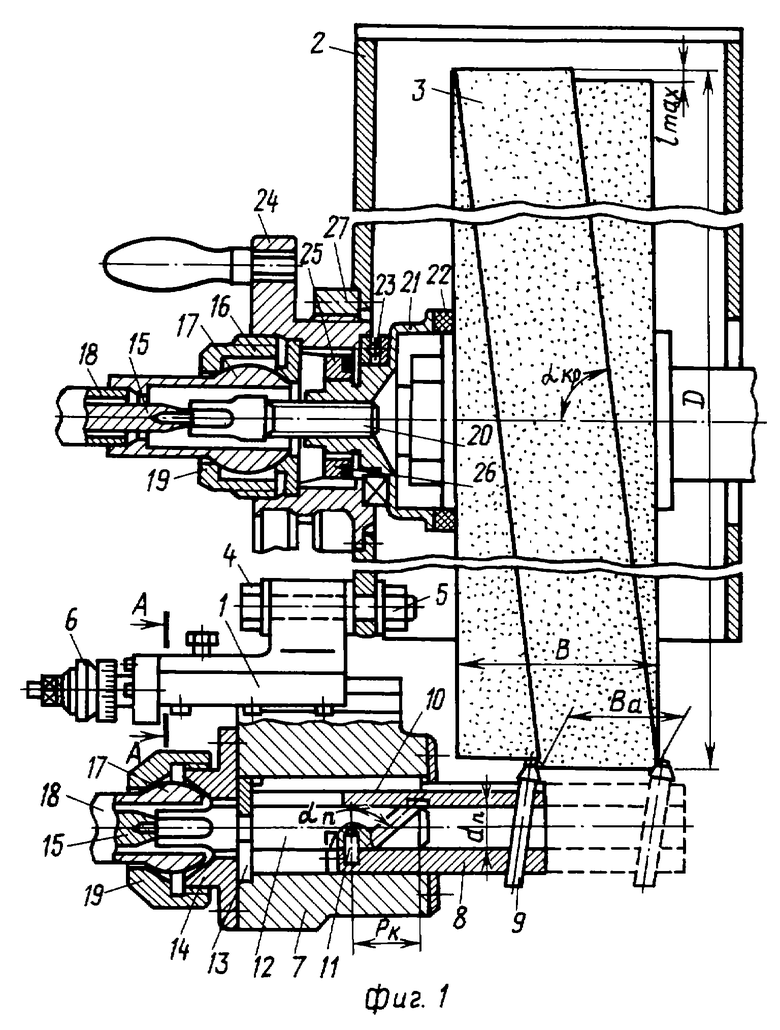
αп = arc tg[(B-Ba)/dп],
где B и Ba - соответственно высота круга и ширина аксиально смещенного режущего слоя;
dп - диаметр отверстия держателя.
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ АКСИАЛЬНО СМЕЩЕННОГО РЕЖУЩЕГО СЛОЯ НА ШЛИФОВАЛЬНОМ КРУГЕ | 1996 |
|
RU2119861C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ТОРЦА ШЛИФОВАЛЬНОГО КРУГА С ПОДНУТРЕНИЕМ | 1971 |
|
SU435930A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100182C1 |
| 1972 |
|
SU417649A1 |
