Изобретение относится к машиностроения, в частности к способам формирования шлифовальных кругов.
Известен способ обработки биконических поверхностей [1] включающий последовательное шлифование каждой конической поверхности и перевод круга из одной позиции шлифования в другую с выстоем инструмента в конечных положениях, причем перевод круга осуществляют из нейтральной позиции в рабочую по эпициклоиде.
Недостатком указанного способа обработки является наличие погрешности позиционирования в нейтральной и рабочей позициях, возникающей из-за накопленной погрешности обката шлифовального круга, ось которого расположена с эксцентриситетом относительно производящего колеса.
В качестве прототипа выбран способ профилирования шлифовального круга двумя накатными инструментами ответного профиля, при котором шлифовальный круг приводят во вращение, а по крайней мере одному инструменту сообщают движение подачи, второй инструмент берут в виде приводного диска с внутренней рабочей поверхностью, а шлифовальный круг устанавливают свободно на оси приводного диска [2]
Недостатком данного способа является возможность контакта двух профилирующих инструментов, а следовательно износа рабочей грани накатного ролика.
Задача предлагаемого изобретения совмещение процесса правки по методу шлифования с формированием режущей поверхности круга с аксиально смещенным слоем.
Это достигается тем, что при способе формирования шлифовального круга правящим инструментом, при котором последнему и шлифовальному кругу сообщают вращение, ось правящего инструмента располагают под острым углом к оси вращения круга, а для формирования второго торца производят относительную переустановку круга и правящего инструмента в другую позицию, при этом шлифовальный круг устанавливают под острым углом β к оси его вращения, причем расстояние от торца формируемой поверхности до точки пересечения оси вращения шлифовального круга и оси его симметрии определяют по формуле
l = 0,5•D•tg(β)/cos(β),
где D наружный диаметр шлифовального круга, м;
β заданный при проектировании угол наклона аксиально смещенного режущего слоя шлифовального круга, а правящий инструмент доводят до касания с точкой пересечения образующей шлифовального круга и его торца, а установку правящего инструмента осуществляют под углом (α+β), где α определяют по формуле
a = arctg((D-Dmin)/(2•D•tg(β))),
где Dmin минимальный рабочий диаметр шлифовального круга (м), при этом после полного оборота шлифовального круга перед переустановкой в другую позицию вращение последнего и правящего инструмента прекращают и возобновляют его после переустановки. Относительную переустановку шлифовального круга и правящего инструмента в другую позицию производят перемещением правящего инструмента по дуге окружности на 180o с центром, лежащим в плоскости расположения пересекающихся осей вращения шлифовального круга и правящего инструмента в начальной рабочей позиции, перпендикулярной плоскости траектории перемещения правящего инструмента, при этом радиус дуги окружности определяют по формуле
где Rш радиус правящего инструмента, м;
H ширина шлифовального круга, м. Одновременно с перемещением правящего инструмента смещают ось симметрии шлифовального круга относительно оси его вращения параллельно самой себе на величину, определяемой по формуле:
e = (H-D•tg(β))•sin(β),
причем смещение производят в плоскости расположения пересекающихся осей вращения шлифовального круга и правящего инструмента в начальной рабочей позиции по направлению к правящему инструменту.
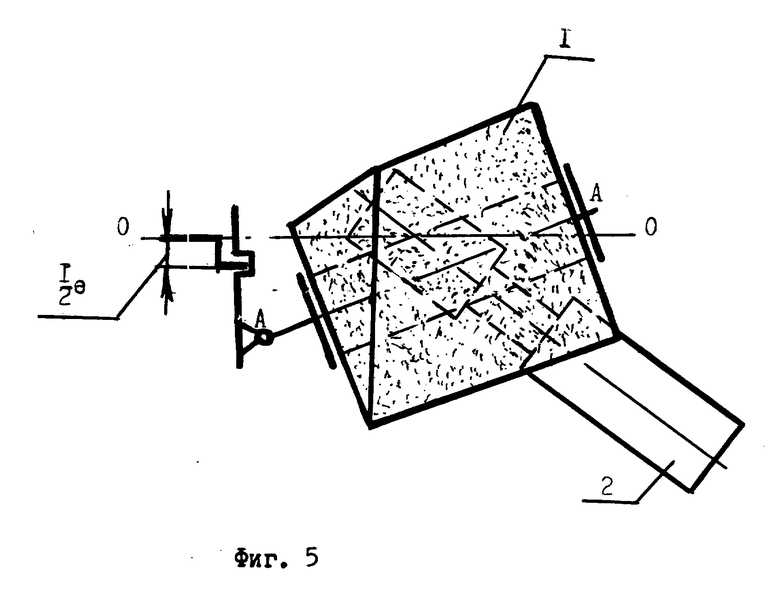
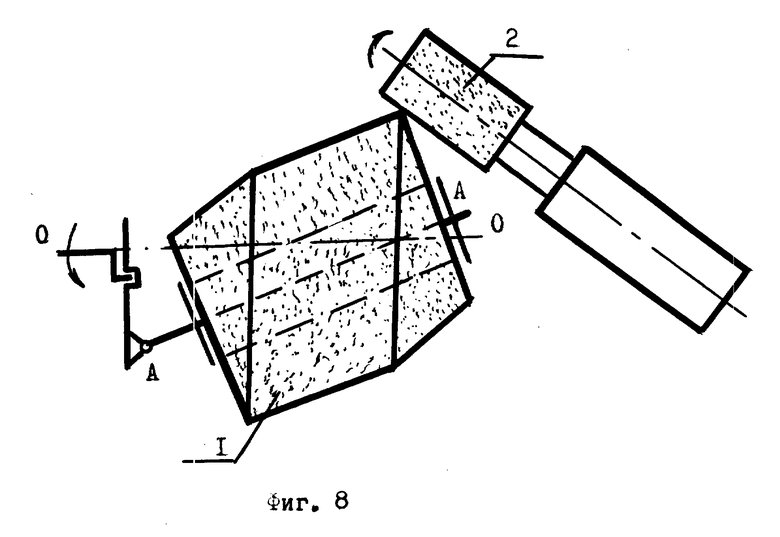
На фиг. 1 показана схема формирования шлифовального круга по предлагаемому способу; на фиг. 2 момент начала формирования первой торцовой поверхности шлифовального круга; на фиг. 3 правящий инструмент и шлифовальный круг через пол-оборота после начала формирования первой торцовой поверхности; на фиг. 4 шлифовальный круг после формирования первой торцовой поверхности; на фиг. 5 -правящий инструмент в процессе перевода во второе рабочее положение, а также смещение оси симметрии шлифовального круга относительно оси его вращения на величину e; на фиг. 6 момент начала формирования второй торцовой поверхности шлифовального круга; на фиг. 7 - правящий инструмент и шлифовальный круг через пол-оборота после начала формирования второй торцовой поверхности; на фиг. 8 правящий инструмент и шлифовальный круг в момент окончания процесса формирования шлифовального круга с аксиально смещенным режущим слоем.
Шлифовальный круг 1 (фиг. 1) устанавливают под некоторым острым углом β относительно оси его вращения 0-0.
Правящий инструмент 2 доводят до касания с точкой пересечения 3 (фиг. 2) образующей шлифовального круга 1 и торца правимой поверхности 4, причем ось C-C правящего инструмента 2 располагают под острым углом (α+β) относительно оси вращения 0-0 шлифовального круга 1, где α определяют по формуле
a = arctg((D-Dmin)/(2•D•tg(β))),
где D наружный диаметр шлифовального круга 1, м;
Dmin минимальный рабочий диаметр шлифовального круга, м. Расстояние по оси симметрии A-A шлифовального круга 1, отсчитанное от точки его торцовой формируемой поверхности, до оси его вращения 0-0 определяют по формуле
l = 0,5•D•tg(β)/cos(β),
где β угол наклона аксиально смещенного режущего слоя шлифовального круга 1; угол задается при проектировании шлифовального круга 1. При прерывистом шлифовании кругом 1 с аксиально смещенным режущим слоем угол b выбирают в соответствии с неравенством
arctg(H/D) > β ≥ 0,5•arctg(H/D),
где H высота шлифовального круга 1, м,
а при шлифовании кругом с аксиально смещенным режущим слоем, имеющим рабочий центральный цилиндрический участок, угол β выбирают в соответствии с неравенством
0 < β < 0,5•arctg(H/D).
Шлифовальному кругу 1 и правящему инструменту 2 сообщают движения вращения со скоростью правки: шлифовальному кругу 1 вращение относительно оси O-O, правящему инструменту 2 вращение относительно оси C-C. Движения вращения шлифовального круга 1 и правящего инструмента 2 приостанавливают после полного оборота шлифовального круга 1 (фиг. 4). После формирования одной торцовой поверхности шлифовального круга 1 производят перевод правящего инструмента 2 в другую рабочую позицию на 180o по дуге окружности (фиг. 5), причем центр траектории лежит в плоскости, образованной пересечением осей вращения шлифовального круга 1 и правящего инструмента 2 в начальной рабочей позиции, и эта плоскость перпендикулярна плоскости траектории перевода, а радиус дуги окружности R (фиг.1) определяют по зависимости:
где Rш радиус правящего инструмента 2, м;
H ширина шлифовального круга 1, м.
Одновременно с переводом правящего инструмента 2 производят смещение оси симметрии шлифовального круга 1 A-A (фиг. 5) относительно оси его вращения O-O параллельно самой себе на величину, определяемой по формуле
e = (H-D•tg(β))•sin(β),
причем смещение оси производят в плоскости, образованной пересечением осей вращения шлифовального круга 1 и правящего инструмента 2, по направлению к последнему в начальной рабочей позиции. После перевода правящего инструмента 2 и шлифовального круга 1 во вторую рабочую позицию (фиг.6) повторяют весь цикл формирования торцовой поверхности (фиг. 7 и 8).
После формирования второй торцовой поверхности шлифовального круга 1 производят отвод правящего инструмента 2, а шлифовальный круг 1 снимают.
Пример. Производили формирование шлифовального круга марки 23А25СМ1К6 (D 600 мм; Dmin 400 мм; H 80 мм) для получения аксиально смещенного режущего слоя с углом β таким, который бы обеспечил прерывистое шлифование с оптимальной шероховатостью поверхности детали, т.е.

При этом определяли расстояние 1 расстояние по оси симметрии шлифовального круга, отсчитанное от точки его торцовой формируемой поверхности, до оси его вращения l = 0,5•D•tg(β)
l 0,5•600•tg(4o)/cos(4o); l 0,021 м.
При этом определяли угол (α+β) угол между осями вращения правящего инструмента и шлифовального круга. Для этого определяли угол α по формуле a = arctg((D-Dmin)/(2•D•tg(β))),
α = arctg((600-400)/(2•600•tg(4°))); α = 67°;.
Угол (α+β) равен 71o. Производили формирование первой торцовой поверхности за полный оборот шлифовального круга. В качестве правящего инструмента принимали шлифовальный круг марки 100 x 200 x 32 54С T2-2-K ГОСТ 2424-83. Режимы формирования: Vп.и.= 20 м/с, Vш.к. 7,6 м/с. Формирование фасонного шлифовального круга производили на универсально-заточном станке мод. ЗМ642 при установке на стол станка специального приспособления для осуществления указанного способа. Затем производили перевод правящего инструмента в другую рабочую позицию на 180o по дуге окружности, причем центр траектории лежит в плоскости, образованной пересечением осей вращения шлифовального круга и правящего инструмента в начальной рабочей позиции, и эта плоскость перпендикулярна плоскости траектории перевода, а радиус дуги окружности определяли по зависимости
где Rш радиус правящего инструмента, м;
H ширина шлифовального круга, м.
R 0,05+((0,6•cos(71o)+0,08•cos2(4o) - 0,3•sin(8o)•sin(71o))/(2•cos(4o))); R 0,168 м.
Одновременно с переводом правящего инструмента производили смещение оси симметрии шлифовального круга относительно оси его вращения параллельно самой себе на величину, определяемой по формуле
e = (H-D•tg(β))•sin(β)
e (0,08-0,6•tg(4o))•sin(4o), e 2,65•10-3 м.
Смещение оси симметрии производили в плоскости, образованной пересечением осей вращения шлифовального круга и правящего инструмента, по направлению к последнему в начальной рабочей позиции. Затем повторяли цикл формирования для второй торцовой поверхности. Сформированный шлифовальный круг применялся для обработки поверхности плоских образцов из стали ШХ15 HRCэ59 62 при Vш.к.= 35 м/с; Vд 0,2 м/с; t 5•10-6 м. Охлаждение 3,5-ный раствор НГЛ-205 в воде.
Изобретение позволяет:
формировать рабочую поверхность шлифовального круга с аксиально смещенным режущим слоем;
получить абразивный круг, работающий по методу бегущего контакта до полного его износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1996 |
|
RU2110392C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2111108C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100178C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100180C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100182C1 |
| ШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1997 |
|
RU2120848C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |





Использование: в машиностроении для формирования шлифовальных кругов. Сущность изобретения: правящему инструменту и шлифовальному кругу сообщают вращение. Ось правящего инструмента располагают под острым углом к оси вращения круга, а для формирования второго торца производят относительную переустановку круга и правящего инструмента в другую позицию. Шлифовальный круг устанавливают под острым углом β к оси его вращения, причем расстояние от торца формируемой поверхности до точки пересечения оси вращения шлифовального круга и оси его симметрии определяют по формуле l = 0,5•D•tg(β)/cos(β) , где D - наружный диаметр шлифовального круга, м; β - заданный при проектировании угол наклона аксиально смещенного режущего слоя шлифовального круга. Правящий инструмент доводят до касания с точкой пересечения образующей шлифовального круга и его торца, а установку правящего инструмента осуществляют под углом (α+β), где α определяют по формуле α = arctg((D-Dmin)/(2•D•tg(β))) , где Dmin - минимальный рабочий диаметр шлифовального круга, м. После полного оборота шлифовального круга перед переустановкой в другую позицию вращение последнего и правящего инструмента прекращают и возобновляют его после переустановки. Способ предусматривает также определенные действия для формирования второго торца круга с приведением расчетных формул для определения параметров, характеризующих перемещения шлифовального круга и правящего инструмента. 2 з. п. ф-лы, 8 ил.
l = 0,5•D•tgβ/cosβ,
где D наружный диаметр шлифовального круга, м;
β - заданный при проектировании угол наклона аксиально смещенного режущего слоя шлифовального круга,
правящий инструмент доводят до касания с точкой пересечения образующей шлифовального круга и его торца, а установку правящего инструмента осуществляют под углом (α + β), где α определяют по формуле
a = arctg(D-Dmin)/2•D•tgβ,
где Dm i n минимальный рабочий диаметр шлифовального круга, м,
при этом после полного оборота шлифовального круга перед переустановкой в другую позицию вращение последнего и правящего инструмента прекращают и возобновляют его после переустановки.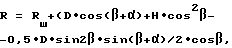
где Rш радиус правящего инструмента, м;
Н ширина шлифовального круга, м.
e = (H-D•tgβ)•sinβ,
причем смещение производят в плоскости расположения пересекающихся осей вращения шлифовального круга и правящего инструмента в начальной рабочей позиции по направлению к правящему инструменту.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки биконических поверхностей | 1987 |
|
SU1683980A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ профилирования шлифовального круга | 1988 |
|
SU1645117A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
