Изобретение относится к машиностроению и может быть использовано для правки шлифовального круга с аксиально смещенным режущим слоем.
Известно устройство для правки шлифовального круга, содержащее корпус с двумя подшипниковыми опорами, приводной диск с фрикционным покрытием, жестко закрепленный на валу, установленном в подшипниковых опорах корпуса, и правящий инструмент, соединенный с приводным диском [1]
Недостатком указанного устройства является высокий износ правящего инструмента, который находится в постоянном контакте с шлифовальным кругом.
В качестве прототипа выбран станок для правки шлифовального круга различных профилей, в котором шпиндель изделия установлен в корпусе, выполненном поворотным относительно смонтированного в каретке приводного вала, кинематически связанного со шпинделем изделия [2]
Однако этот станок имеет сложную конструкцию механизма возвратно-поступательного движения каретки бабки изделия, а так же высокую трудоемкость и стоимость изготовления.
Предлагаемое изобретение позволяет упростить механизм осцилляции шлифовального круга.
Это достигается тем, что устройство для правки шлифовального круга, содержащее корпус, размещенный в нем шпиндель, кинематически связанный с механизмом осцилляции шлифовального круга, причем механизм осцилляции шлифовального круга выполнен в виде наклонно расположенного на шпинделе с возможностью поворота относительно его оси вращения и фиксации торцового кулачка, предназначенного для контакта торцом с упором, закрепленным в корпусе, и с косой шайбой, размещенной на шпинделе, при этом величина амплитуды осцилляций шлифовального круга выбрана по формуле
L = D•sin(α ± β),
где D рабочий диаметр торцового кулака;
α угол наклона косой шайбы;
b угол наклона оси симметрии торцового кулака к наклонному торцу косой шайбы;
"+" при однонаправленных углах a и β и величине проворота торцового кулака вокруг оси шпинделя от 0o до 180o;
"-" при противонаправленных углах a и β и величине проворота торцового кулака вокруг оси шпинделя от 180o до 360o.
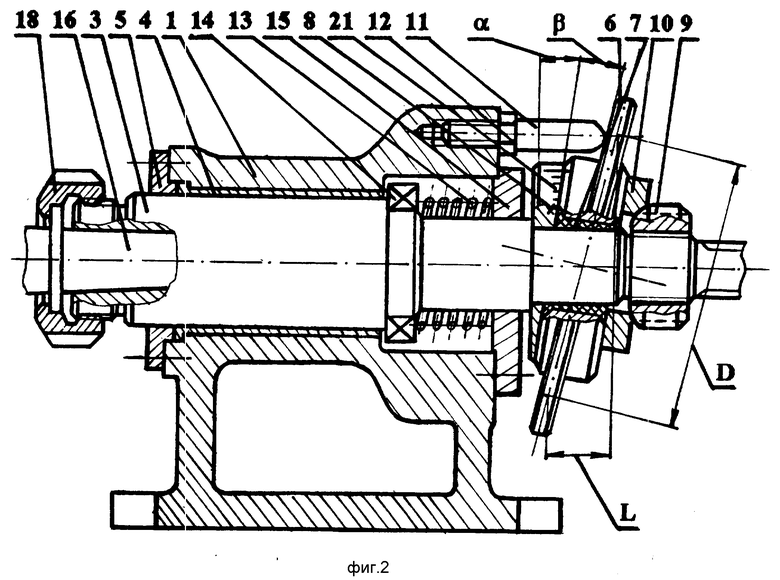
На фиг. 1 приведено описываемое устройство, общий вид; на фиг. 2 то же, разрез по оси шпинделя, без мотор-редуктора и абразивного круга.
Устройство для правки шлифовального круга состоит из корпуса 1, установленного на столе 2 (фиг. 1), шпиндель 3 смонтирован в стакане 4 (фиг. 2) закрепленном в корпусе 1 крышкой 5. Торцовый кулак 6 связан через податливую резиновую втулку 7 со шпинделем 3 и прижат к косой шайбе 8 с углом a гайкой 9 через кольцо 10. Ось симметрии торцового кулака 6 имеет угол наклона b по отношению к наклонному торцу косой шайбы. Упор 11 установлен в корпусе 1 и зафиксирован гайкой 12. Отжимающая пружина 13 смонтирована на шпинделе 3 в упор к подшипнику 14 и поджата крышкой 15. В шпиндель 3 установлена оправка 16 с абразивным кругом 17 и закреплена гайкой 18. Мотор-редуктор 19 (фиг. 1) связан со шпинделем 3 муфтой 20. Отсчет угла наклона торцового кулака 6 производится по шкале 21.
Устройство для правки шлифовального круга работает следующим образом.
Для осуществления правки круга с аксиально смещенным режущим слоем устройство устанавливается на столе 2 заточного станка, так чтобы оси шпинделей станка и устройства были параллельны и находились в вертикальной плоскости, правящий инструмент 23 и правимый шлифовальный круг сближают, перемещением стола 2, до касания по образующей цилиндрической поверхности. Плавное регулирование амплитуды осцилляций абразивного круга 17 осуществляют путем проворота торцевого кулака 6 относительно неподвижной косой шайбы 8 при отпущенной гайке 9, отчет угла наклона производится по шкале 21, при этом величина амплитуды осцилляций правимого шлифовального круга определяется по формуле
L = D•sin(α ± β),
где D рабочий диаметр торцового кулака;
α угол наклона косой шайбы;
b угол наклона оси симметрии торцового кулака к наклонному торцу косой шайбы;
"+" при однонаправленных углах a и β и величине проворота торцового кулака вокруг оси шпинделя от 0o до 180o;
"-" при противонаправленных углах a и β и величине проворота торцового кулака вокруг оси шпинделя от 180 до 360o.
Вращение мотор-редуктора 19 передается через муфту 20 на шпиндель 3, при этом торцевой кулак 6, взаимодействуя с упором 11, перемещает вдоль оси шпиндель 3 с закрепленным на нем шлифовальным кругом 17. Обратное движение шпинделя 3 обеспечивает отжимающая пружина 13.
Предлагаемое устройствое позволяет плавно регулировать число осцилляций шлифовального круга для получения аксиально смещенного режущего слоя, который позволяет увеличить производительность с одновременным улучшением качества за счет повышения режимов обработки благодаря увеличению жесткости конструкции и колебания зоны резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100181C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ АКСИАЛЬНО СМЕЩЕННОГО РЕЖУЩЕГО СЛОЯ НА ШЛИФОВАЛЬНОМ КРУГЕ | 1996 |
|
RU2119861C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100178C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2137594C1 |
Использование: в машиностроении для правки шлифовального круга с аксиально смещенным режущим слоем. Сущность изобретения: устройство для правки шлифовального круга 17 содержит корпус 1, размещенный в нем шпиндель, кинематически связанный с механизмом осцилляции шлифовального круга. Механизм осцилляции выполнен в виде наклонно расположенного на шпинделе с возможностью поворота относительно его оси вращения и фиксации торцового кулачка 6, предназначенного для контакта торцом с упором, закрепленным в корпусе, и с косой шайбой 21, размещенной на шпинделе. Величину амплитуды осцилляций шлифовального круга выбирают по формуле L = D•sin(α ± β), где D - рабочий диаметр торцового кулака; α - угол наклона косой шайбы; β - угол наклона оси симметрии торцового кулака к наклонному торцу косой шайбы. "+" - при однонаправленных углах α и β и величине проворота торцового кулака вокруг оси шпинделя от 0 до 180o; "-" - при противонаправленных углах α и β и величине проворота торцового кулака вокруг оси шпинделя от 180o до 360o. Устройство позволяет плавно регулировать число осцилляций шлифовального круга для получения аксиально смещенного режущего слоя. 2 ил.
Устройство для правки шлифовального круга, содержащее корпус, размещенный в нем шпиндель, кинематически связанный с механизмом осцилляции шлифовального круга, отличающееся тем, что механизм осцилляции шлифовального круга выполнен в виде наклонно расположенного на шпинделе с возможностью поворота относительно его оси вращения и фиксации торцевого кулачка, предназначенного для контакта торца с упором, закрепленным в корпусе, и с косой шайбой, размещенной на шпинделе, при этом величина амплитуды осцилляций шлифовального круга выбрана по формуле
L = D•sin(α ± β),
где D рабочий диаметр торцевого кулачка;
α - угол наклона косой шайбы;
β - угол наклона оси симметрии торцевого кулачка к наклонному торцу косой шайбы;
"+" при однонаправленных углах α и β и величине проворота торцевого кулачка вокруг оси шпинделя от 0o до 180o;
"-" при противонаправляющих углах a и β и величине проворота торцевого кулачка вокруг оси шпинделя от 180 до 360o.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1114535, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 352751, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
