Изобретение относится к машиностроению, в частности к способам формирования шлифовальных кругов.
Известен способ правки по методу шлифования [1] представляющий собой процесс срезания и дробления абразивных зерен медленно вращающимся правящим инструментом, который получает принудительное вращение от самостоятельного привода или от привода передней бабки шлифовального станка.
Недостатком данного способа правки является то, что вместо скалывания абразивных зерен все чаще происходит их вскрытие из-за медленного вращения правящего инструмента и его давления на правимый шлифовальный круг.
В качестве прототипа выбран способ правки шлифовального круга с формированием режущей поверхности с впадинами по архимедовой спирали, где радиальную подачу осуществляют одновременно с возвратно-поступательными перемещениями правящего инструмента [2]
Недостатком данного способа является низкая стойкость правящего инструмента из-за больших значений продольной подачи при правке по методу обтачивания, величина которой больше скорости вращения шлифовального круга.
Задача изобретения совмещение процесса правки с формированием режущей поверхности круга с аксиально смещенным слоем.
Это достигается тем, что при способе формирования шлифовального круга в условиях относительных радиальной и поперечной подач вращающегося шлифовального круга и вращающегося дискового правящего инструмента, продольную подачу сообщают шлифовальному кругу из условия образования на нем наклонного аксиально смещенного режущего слоя и определяют ее величину за полный оборот круга по формуле
So = 2•D•tg(γ),
где D наружный диаметр шлифовального круга, м;
γ угол наклона аксиально смещенного режущего слоя, а радиальную подачу сообщают правящему инструменту после каждого полного оборота шлифовального круга, при этом направление продольной подачи шлифовального круга изменяют на противоположное после каждого его поворота на 90o. После формирования аксиально смещенного режущего слоя с одного торца круга последний поворачивают на 180o относительно его оси вращения для формирования слоя с другого торца.
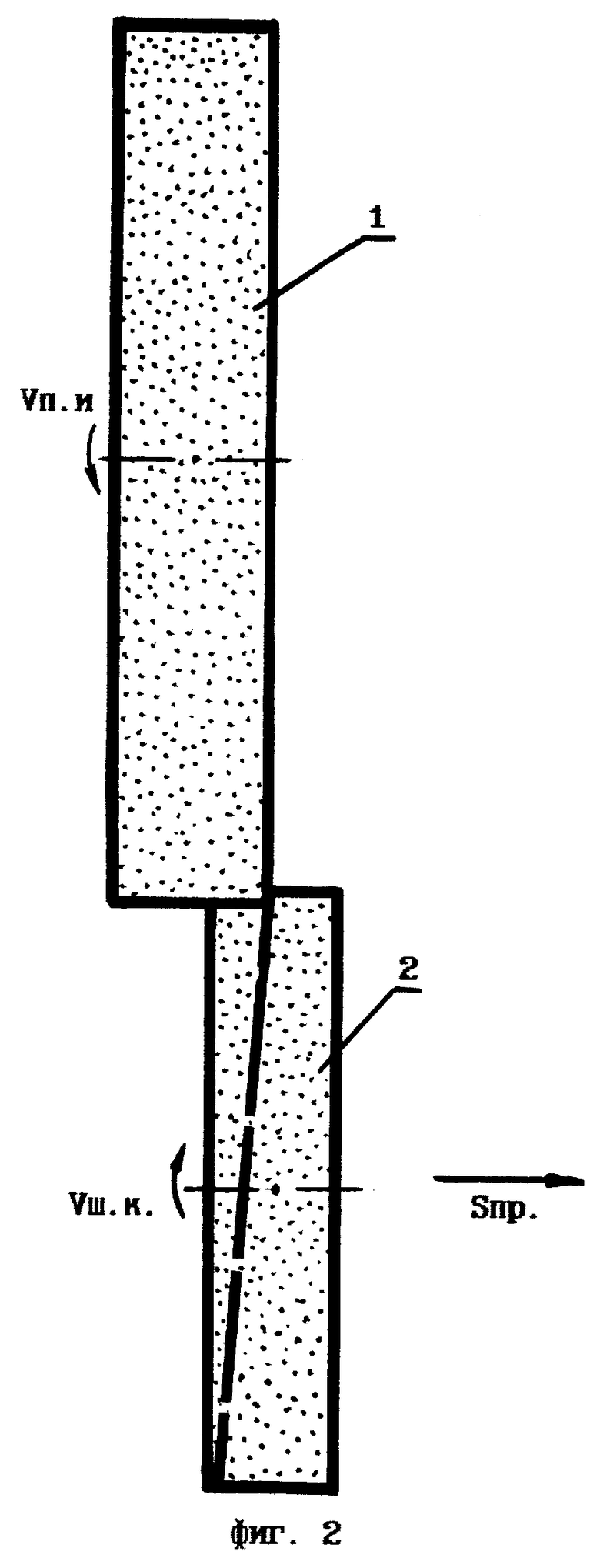
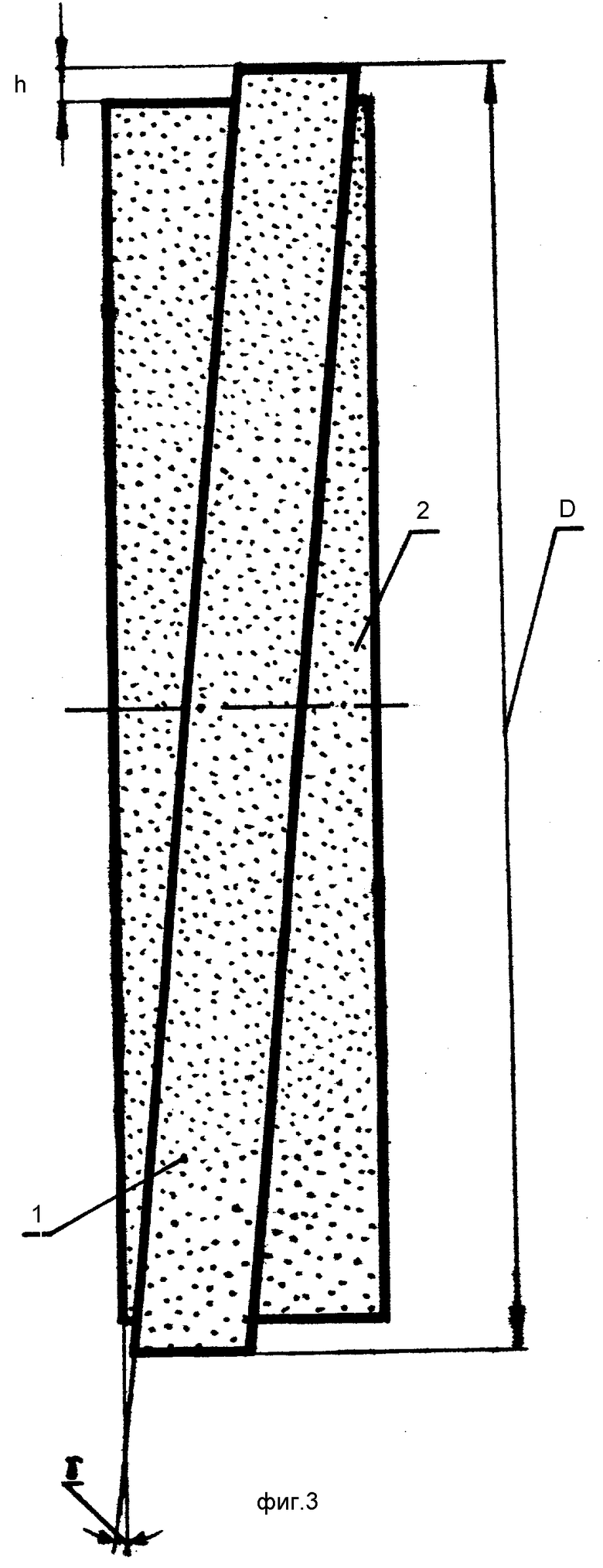
На фиг. 1 показана установка шлифовального круга и правящего инструмента в момент вращения последнего и начала вращения шлифовального круга со скоростью формирования и начала продольной подачи шлифовального круга; на фиг. 2 положение правящего инструмента и шлифовального круга в момент формирования при повороте последнего на 90o от первоначального положения; на фиг. 3 шлифовальный круг после формирования обеих сторон.
До начала вращения правящего инструмента 1 (фиг. 1) ему сообщают радиальное перемещение к шлифовальному кругу 2 до касания с последним. Затем шлифовальный круг 2 отводят вправо по достижении необходимого торцового зазора D и сообщают радиальную подачу правящего инструмента 1. Приводят правящий круг 1 во вращение. Одновременно сообщают шлифовальному кругу 2 движения вращения и продольной подачи по направлению к правящему инструменту 1, причем величину продольной подачи за оборот шлифовального круга определяют по зависимости
So = 2•D•tg(γ),
где D наружный диаметр шлифовального круга 2, м;
γ угол наклона асиально смещенного режущего слоя 1 (фиг. 3);
Через каждые пол-оборота вращения шлифовального круга 2 направление его продольной подачи изменяют на противоположное (фиг. 2). За полный оборот шлифовального круга 2 производят дискретную врезную подачу правящего инструмента 1. Правку приостанавливают, когда высота аксиально смещенного слоя 1 (фиг. 3) достигнет значения h. Тогда правящий инструмент 1 (фиг. 2) отводят, а шлифовальный круг 2 снимают, поворачивают на 180o относительно его оси симметрии и поворачивают на 180o относительно оси его вращения для последующей правки другой стороны по вышеприведенному циклу.
Пример. Формировали шлифовальный круг 23А25СМ1К6 (D 200 мм, B 400 мм) для получения аксиально смещенного режущего слоя с углом наклона g 5oC, применяемый для обработки поверхности плоских образцов из стали ШХ15 HRCэ 59 - 62 при Vкр. 35 м/с; Vд. 0,2 м/с; t 5 • 10-5 м. Охлаждение 3,5-ный раствор НГЛ-205 в воде.
В качестве правящего инструмента принимали круг из карбида кремния с конической и цилиндрической выточками с одной стороны 54С50СМ2К6 (450х50/18х127 200,7) по ГОСТ 2424-83.
Формирование производили на круглошлифовальном станке мод. 3Б151. Режимы формирования: 1) скорость вращенния шлифовального круга Vш.к. 0,66 м/с; частота вращения шлифовального круга Nш.к. 63 об/мин; 2) скорость вращения правящего инструмента Vп.и. 25,45 м/с; частота вращения правящего инструмента Nп.и. 1080 об/мин; 3) припуск на фирмирование t 5 мм; 4) радиальная подача правящего инструмента Sрад. 0,1 мм/дв.ход; 5) продольная подача шлифовального круга: определяем по формулам Sо 2 • D • tgg подача за 1 оборот шлифовального круга (мм/мин); Sм 2 •D • tg (g) • Nш.к. -минутная подача шлифовального круга (мм.мин)
Sм 2 • 200 • tg(5o) • 63 2205 (мм/мин)
На мод. 3Б151 регулирование скорости продольной подачи Sм производится бесступенчато в пределах от 100 до 6000 мм/мин.
Шероховатость поверхности, обработанной шлифовальным кругом, сформированным в соответствии с предлагаемым способом, равна Rа 0,2 мкм.
Изобретение позволяет:
совместить процесс правки с формированием режущей поверхности круга с аксиально смещенным слоем;
получить абразивный круг, работающий по методу бегущего контакта путем формирования на его рабочей поверхности аксиально смещенного режущего слоя, тем самым значительно снизить температуру шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2111108C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100181C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1996 |
|
RU2110392C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076036C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100178C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2147274C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100182C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
Использование: в машиностроении для формирования шлифовальных кругов. Сущность изобретения: формирование шлифовального круга осуществляют в условиях относительных радиальной и поперечной подач вращающегося шлифовального круга и вращающегося дискового правящего инструмента. Продольную подачу сообщают шлифовальному кругу из условия образования на нем наклонного аксиально смещенного режущего слоя и определяют ее величину за полный оборот круга по формуле So = 2•D•tg(γ), где D - наружный диаметр шлифовального круга, м; γ - угол наклона аксиально смещенного режущего слоя. Радиальную подачу сообщают правящему инструменту после каждого полного оборота шлифовального круга. Направление продольной подачи шлифовального круга изменяют на противоположное после каждого его поворота на 90o. После формирования аксиально смещенного режущего слоя с одного торца круга последний поворачивают на 180o относительно его оси симметрии и на 180o относительно его оси вращения для формирования слоя с другого торца. 1 з. п. ф-лы, 3 ил.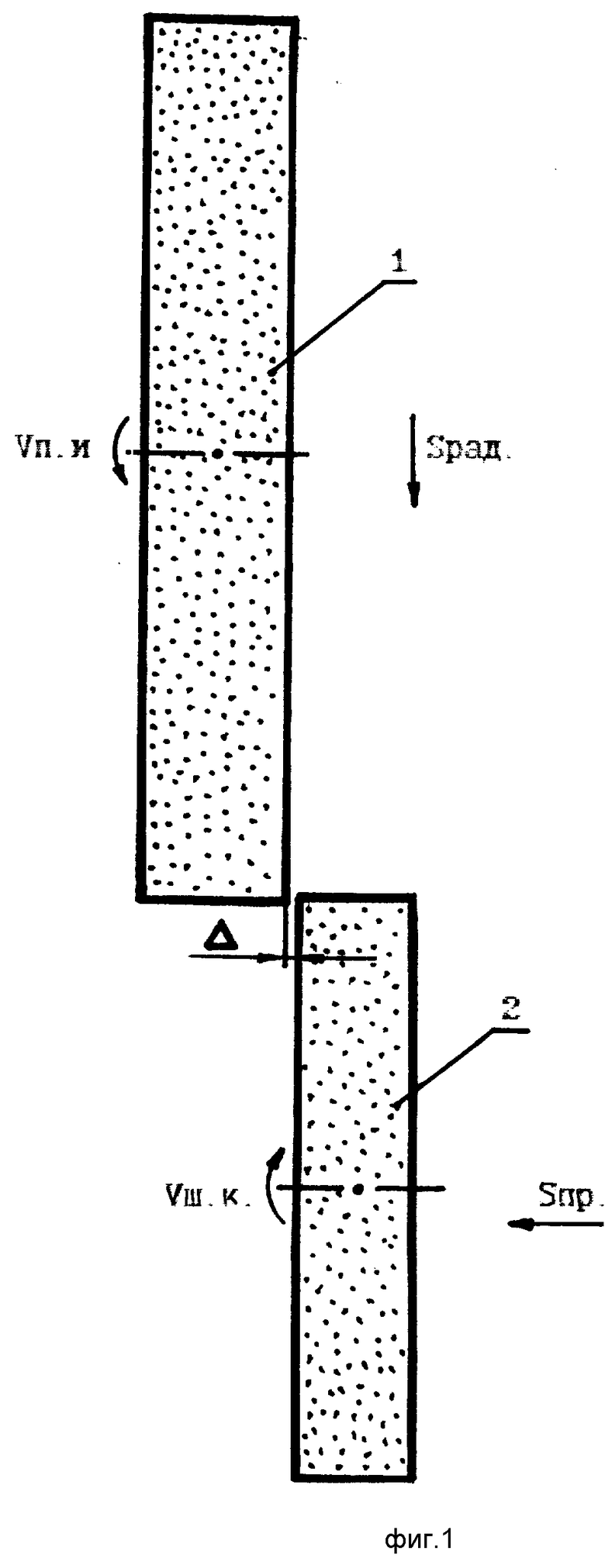
So = 2•D•tgγ,
где D наружный диаметр шлифовального круга, м;
γ - угол наклона аксиально смещенного режущего слоя,
а радиальную подачу сообщают правящему инструменту после каждого полного оборота шлифовального круга, при этом направление продольной подачи шлифовального круга изменяют на противоположное после каждого его поворота на 90o.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абразивные материалы и инструменты | |||
| Отраслевой каталог ВНИИМАШ | |||
| - М.: ВНИИТЭМР, 1990, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1266716, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
