Изобретение относится к обработке металлов давлением, в частности - к способам прессования составных по толщине пустотелых заготовок, с целью получения труб с плакированной рабочей поверхностью.
Известен способ прессования составных по толщине слитков, полученных кристаллизацией плакирующего металла относительно боковой поверхности заготовки из плакируемого металла в процессе полунепрерывного литья, при котором слиток нагревают, размещают на игле, устанавливают в контейнер, содержащий коническую матрицу, и прикладывают к торцу слитка осевое сжимающее усилие через пресс-шайбу [1].
К недостаткам известного способа следует отнести то, что не гарантируется высокое качество сварки из-за возможных дефектов на контактной поверхности обрабатываемых материалов в виде плен, пузырей и т.д. Кроме того, требуется применение специальных кристаллизаторов, технические возможности которых весьма ограничены.
Известен также способ прессования составных заготовок с продольной слоистостью, включающий размещение одной в другую пустотелых заготовок, внутренняя из которых выполнена из менее прочного материала, взаимную фиксацию заготовок, нагрев составной заготовки, прессование последней через коническую матрицу путем установки ее на иглу, размещения в контейнере и приложения осевого сжимающего усилия к торцу заготовки через пресс-шайбу - прототип [2] .
К недостатку известного способа следует отнести возможность некачественной сварки обрабатываемых материалов, т.к. технологией не предусматриваются мероприятия, интенсифицирующие процесс образования металлических связей плакирующего и плакируемого материалов до их совместной деформации в контейнере пресса.
Задачей настоящего изобретения является разработка такого способа прессования составных заготовок, который обеспечивал бы высокое качество сварки обрабатываемых материалов, геометрические размеры отпрессованных изделий, повышенные характеристики коррозионной стойкости их рабочих поверхностей, обеспечивал бы возможность плакирования как внутренней, так и внешней поверхности при минимальной себестоимости производства погонного метра трубы.
Технический результат достигается тем, что в способе прессования составных заготовок с продольной слоистостью, включающем размещение одной в другую пустотелых заготовок, внутренняя из которых выполнена из менее прочного материала, взаимную фиксацию заготовок, нагрев составной заготовки, прессование последней через коническую матрицу путем установки ее на иглу, размещения в контейнере и приложения осевого сжимающего усилия к торцу заготовки через пресс-шайбу, согласно изобретению фиксирование заготовок проводят в два этапа, первый из них включает установку внутренней заготовки в пределах части длины внешней заготовки с размещением опорных торцов в разных плоскостях и совместную радиальную деформацию заготовок путем приложения осевого сжимающего усилия к рабочему торцу внутренней заготовки, а второй этап включает совмещение опорных поверхностей торцов заготовок путем приложения осевого сжимающего усилия к опорной поверхности торца внутренней заготовки с формированием уступа на одном из торцов составной заготовки, при ее установке на иглу уступ обращают в сторону конической матрицы, а процесс прессования включает обеспечение осевого сдвига менее прочного материала относительно прочного материала в направлении прикладываемого усилия посредством того, что пресс-шайба, через которую передают сжимающее усилие к торцу заготовки, имеет кольцевой выступ с диаметром, равным внешнему диаметру внутренней заготовки.
Осуществление способа прессования составных по толщине заготовок позволяет обеспечить требуемое качество плакированных труб (как геометрических размеров, а также качества сварки плакируемого и плакирующего материалов) при высоком коэффициенте выхода годного, позволяет реализовать процессы плакирования как внутренней, так и внешней поверхности трубы.
Это объясняется тем, что на стадии фиксирования заготовок обеспечивают их совместную деформацию, гарантирующую удаление воздуха из микрообъемов на поверхности контакта обрабатываемых материалов. Кроме того, перемещая в условиях наличия радиального давления внутреннюю заготовку относительно внешней, формируют зародышевые центры последующей рекристаллизации в виде отдельных участков искаженных кристаллических решеток. Нагрев заготовок в индукционной печи перед прессованием реализует процесс рекристаллизации и образование совместных зерен, прорастающих через поверхность контакта заготовок. Предварительная осевая деформация плакирующего материала относительно плакируемого на стадии прессования позволяет обеспечить деформацию рекристаллизованных новообразований в поперечном направлении. Как следствие, на этапе прессования плакированных труб гарантируются прочностные характеристики в приграничном слое плакирующего материала с плакируемым.
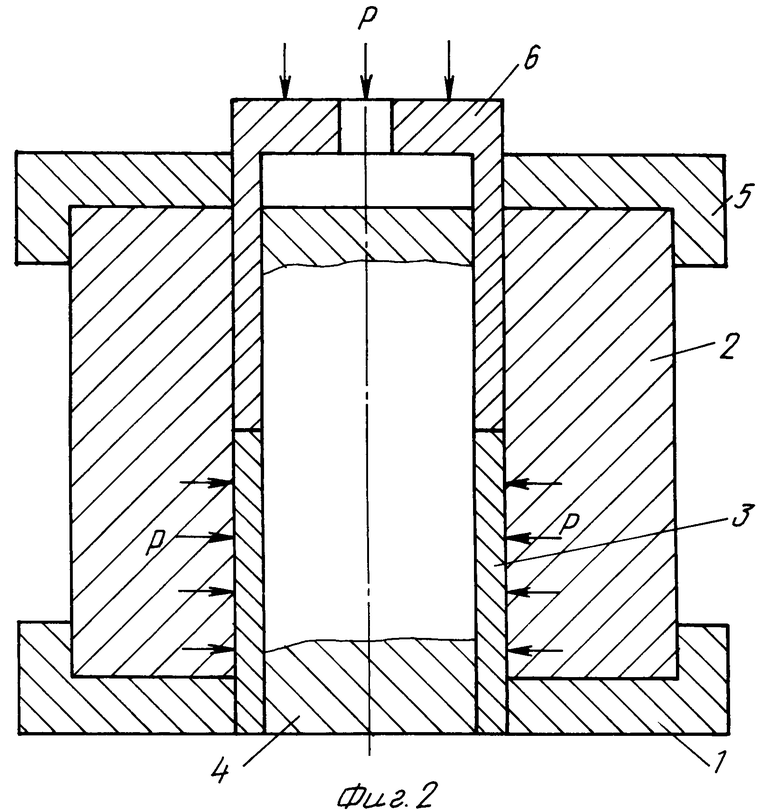
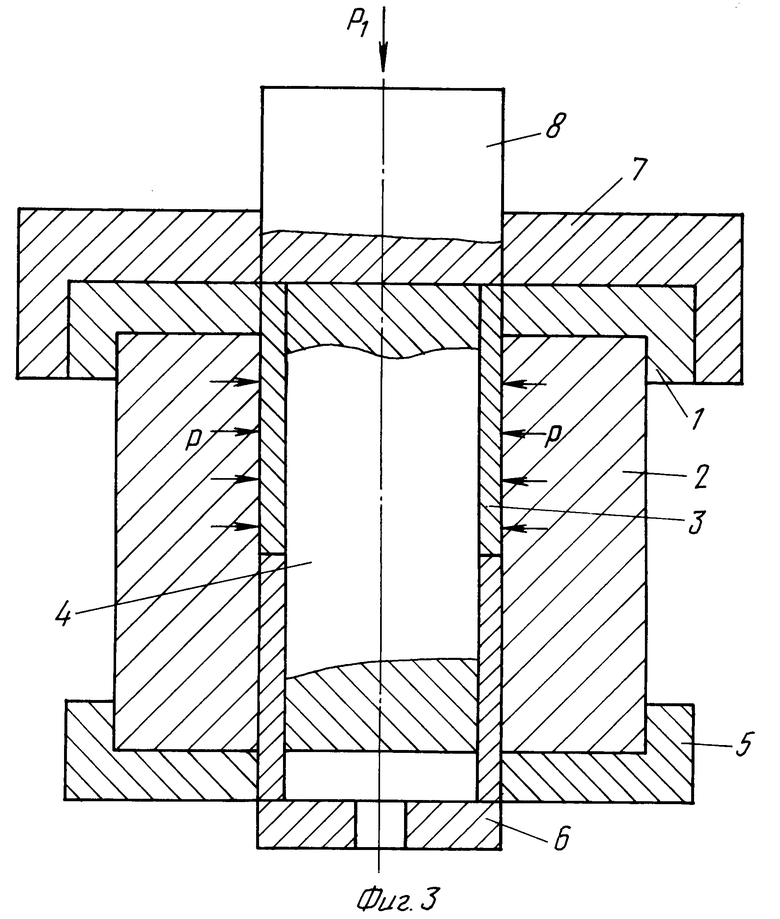
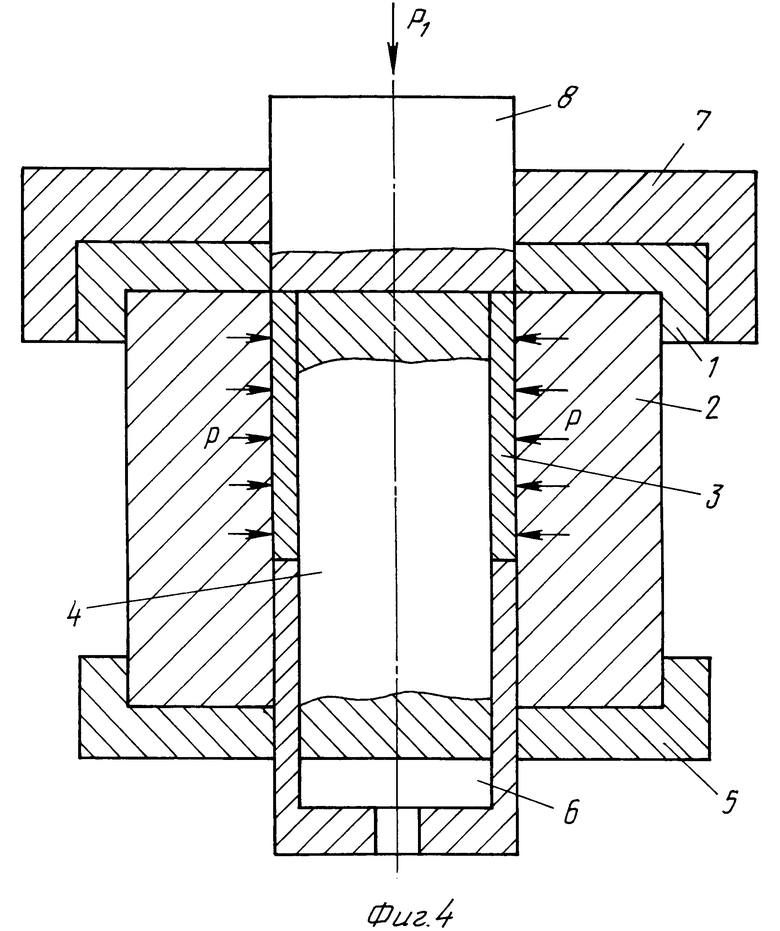
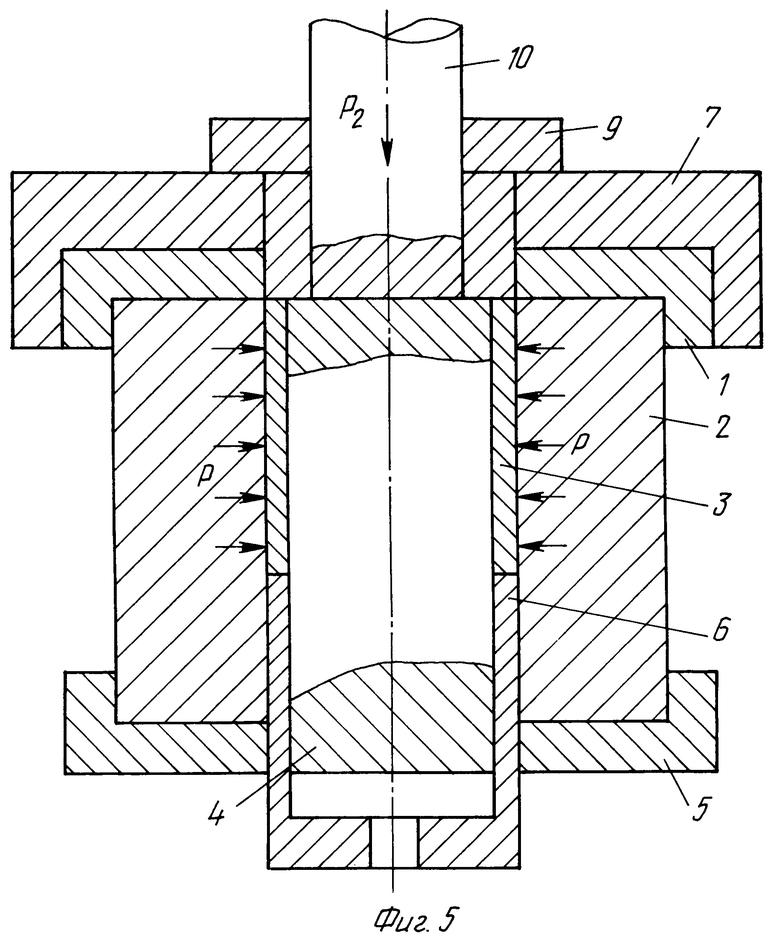
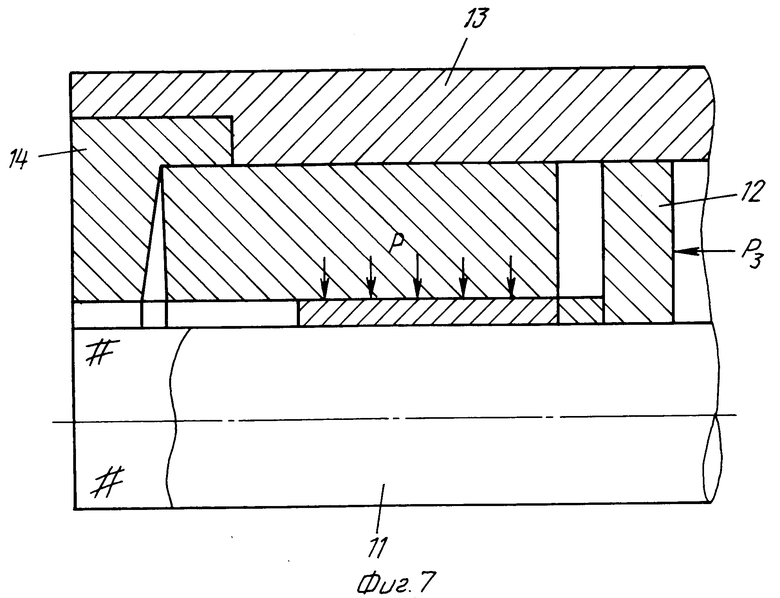
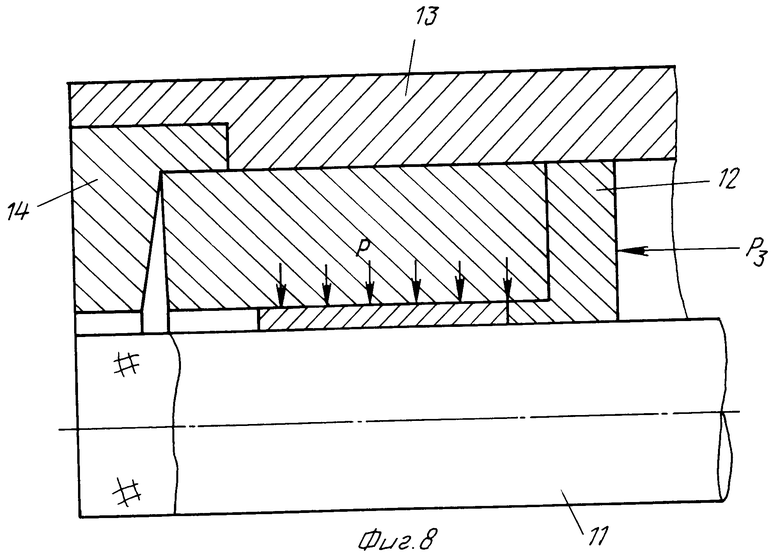
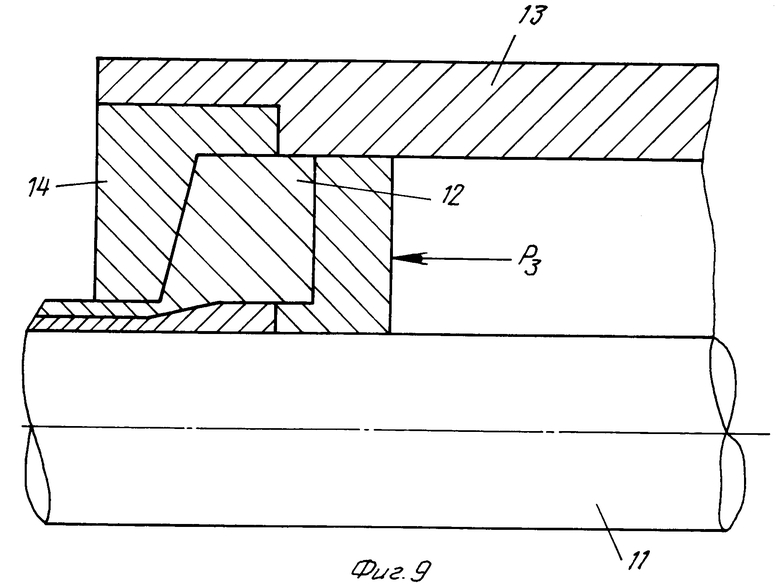
Сущность изобретения поясняется чертежами, где на фиг.1 изображено исходное положение технологической оснастки и размещенных в ней заготовок из плакирующего и плакируемого материалов с опорными поверхностями торцов, не лежащих в одной плоскости; на фиг.2 - стадия совместной радиальной деформации заготовок; на фиг.3 - исходное положение технологической оснастки и заготовок перед операцией совмещения опорных поверхностей из торцов; на фиг. 4 - стадия окончания операции совмещения опорных поверхностей торцов заготовок; на фиг.5 - исходное положение технологической оснастки и составной заготовки перед удалением цилиндрического стержня из его отверстия; на фиг.6 - стадия удаления цилиндрического стержня; на фиг.7 - исходное положение составной заготовки и технологической оснастки перед операцией прессования трубы; на фиг. 8 - стадия осевого сдвига плакирующего материала относительно плакируемого в направлении прикладываемого усилия; на фиг.9 - стадия прессования трубы с внутренней плакировкой.
Вариант осуществления предлагаемого к рассмотрению способа прессования составных заготовок состоит в следующем.
В нижнюю обойму 1, имеющую сквозное центральное отверстие диаметром "Д" и ступенчатое отверстие диаметром "Д1" с минимальным зазором по отношению к последнему, устанавливают пустотелую заготовку 2 из прочного материала, например алюминиевого сплава марки Д16. При этом обеспечивается соосность отверстий диаметром "Д" в обойме 1 и заготовке 2.
Далее в отверстие заготовки 2 на некоторую глубину "H", меньшую длины "L" заготовки 2, устанавливают с минимальным зазором заготовку 3 из менее прочного материала, например алюминия марки АДО. Необходимо отметить, что исходная длина "l" заготовки 3 меньше, чем длина "L" заготовки 1. Таким образом, опорные поверхности торцов заготовок 2 и 3 лежат в разных плоскостях. После чего в отверстие диаметром "Д2" заготовки 3 с минимальным зазором располагают цилиндрический стержень 4, имеющий длину, равную суммарной длине заготовки 2 и толщине полотна обоймы 1, т.е. (L+l1). Затем на верхний торец заготовки 2 устанавливают верхнюю обойму 5 с геометрическими размерами, соответствующими размерам нижней обоймы 1. В зазор между заготовкой 2 и цилиндрическим стержнем 4 по посадке движения по отношению к отверстию диаметром "Д" в верхней обойме 5 устанавливают на рабочий торец заготовки 3 пуансон 6 в виде стакана с отверстием в донной части (фиг.1).
Следует подчеркнуть, что контактирующие цилиндрические поверхности заготовок 2 и 3 предварительно перед сборкой проходят стандартную обработку с целью устранения дефектов типа плен, пузырей и т.д., а также удаление всевозможного рода жирных пятен.
При воздействии осевым сжимающим усилием "P", например, на вертикальном гидравлическом прессе на пуансон 6 имеет место осевая деформация сжатия заготовки 3. В результате первоначально выбираются имеющиеся зазоры между заготовками 2 и 3, а также между заготовкой 3 и цилиндрическим стержнем 4. Дальнейшее перемещение пуансона 6 в силу большой жесткости цилиндрического стержня 4 предопределяет совместную радиальную деформацию заготовок 2 и 3. На контактной поверхности этих заготовок создается радиальное давление "p", величина которого рассчитывается, исходя из известной величины утолщения стенки заготовки 3. В этом случае достигается устранение наличия воздуха в микрообъемах приграничного слоя обрабатываемых материалов, а также имеет место их сближение в радиальном направлении для возможности формирования металлических связей (фиг.2). Необходимо указать, что оптимальная величина радиального давления "p" определяется для каждой из выбранных пар обрабатываемых материалов экспериментально.
Затем приступают к осевому перемещению заготовки 3 относительно заготовки 2. Для чего технологическую оснастку поворачивают на 180o и на нижней обойме 1 по посадке движения относительно диаметра "Д3" размещают обойму 7 с центральным сквозным отверстием, имеющим диаметр "Д". В отверстие обоймы 7 устанавливают цилиндрический пуансон 8 (фиг.3).
Воздействуя осевым сжимающим усилием "P1" на торец пуансона 8, вызывают перемещение заготовки 3 совместно с цилиндрическим стержнем 4 и пуансоном 6 относительно заготовки 2, что при наличии радиального давления "p" гарантирует интенсивную сдвиговую деформацию в приграничном слое обрабатываемых материалов. Последняя обуславливает образование зародышевых центров для последующей рекристаллизации при нагреве слитка перед прессованием. Степень деформации обрабатываемых материалов при сдвиге определяется экспериментально с учетом физико-механических свойств материалов, а также уровня радиального давления "p" и величины осевого перемещения "l1" заготовки 3 относительно заготовки 2 (фиг.4).
Фиксирование заготовок 2 и 3 относительно друг друга завершают, когда имеет место совмещение опорных поверхностей их торцов (фиг.4).
После этого приступают к удалению цилиндрического стержня 4 из отверстия составной заготовки, для чего в отверстие обоймы 7 по посадке движения устанавливают втулку 9 с фланцем и центральным отверстием, имеющим диаметр "Д4", причем диаметр Д4<Д2. В отверстие втулки 9 по посадке движения размещают цилиндрический пуансон 10 (фиг.5).
При воздействии усилием "P2" на торец пуансона 10 осуществляют выпрессовывание цилиндрического стержня 4 из составной заготовки (фиг.6).
Далее составную заготовку подвергают нагреву, например, в индукционной печи. Температура нагрева и время выдержки при заданной температуре определяются из условия достаточности для реализации процесса рекристаллизации и образования в приграничном слое обрабатываемых материалов общих зерен, пересекающих поверхность контакта в перпендикулярном направлении. Таким образом, прочность приграничного слоя обрабатываемых материалов приближают к прочности материала заготовки 3.
После этого приступают к выполнению операции прессования трубы с плакированной внутренней поверхностью. На иглу 11 (фиг.7) устанавливают пресс-шайбу 12, имеющую кольцевой выступ с диаметром, равным внешнему диаметру заготовки 3. Затем на нее устанавливают нагретую составную заготовку и иглу 11 вводят в контейнер 13, где закреплена коническая матрица 14 (фиг.7). При воздействии усилием P3 через пресс-шайбу 12 первоначально только на заготовку 3 вызывают сдвиг ее материала относительно материала заготовки 2. В результате этого наблюдается проработка совместных зерен в приграничном слое обрабатываемых материалов, что и повышает его прочностные характеристики. Использование разновеликих заготовок позволяет при прессовании обеспечить требуемые геометрические размеры плакирующего слоя по периметру трубы.
Таким образом, отпрессованная труба с плакированной внутренней поверхностью имеет прочностные характеристики в приграничном слое обрабатываемых материалов не ниже прочности материала заготовки 3.
Следует подчеркнуть, что последующая термообработка плакированной трубы интенсифицирует процесс диффузии, что, в конечном итоге, и обеспечивает повышенные коррозионные свойства рабочей поверхности трубы.
Опытно-промышленная проверка разработанного способа проводилась при прессовании плакированных алюминием (АДО) труб из алюминиевого сплава марки Д16. Заготовки имели следующие геометрические размеры:
из сплава Д16, (в мм):
Внешний диаметр - 165
Внутренний диаметр - 65,5
Длина - 120
из алюминия марки АДО, (в мм):
Внешний диаметр - 65,0
Внутренний диаметр - 55,0
Длина - 90
Технологическая оснастка для фиксирования заготовок изготавливалась из стали У8А по 7-му квалитету точности. При сборке заготовок опорные поверхности их торцов располагали на расстоянии 10 мм. Осевое сжимающее усилие при сборке заготовок создавали гидравлическим вертикальным прессом ПСУ-250 в диапазоне до 2,0 МН, обеспечивая совместную радиальную деформацию заготовок в пределах (0,5-0,7) мм. Величина радиального давления на контактной поверхности заготовок составляла примерно 100 МПа.
Осевое перемещение внутренней заготовки относительно внешней на величину, равную 10 мм, выполняли также на прессе ПСУ-250 с усилием до 1,5 МН.
Прессование плакированных труб выполняли на горизонтальном гидравлическом прессе, развивающем максимальное усилие в 16 МН. Прессование нагретых в индукционной печи составных заготовок осуществляли прямым методом с подвижной иглой через коническую матрицу (угол конусности 150o) с диаметром отверстия, равным 56 мм. Диаметр иглы составлял 48,0 мм. Абсолютная величина пластического сдвига заготовки из АДО относительно заготовки из Д16 в горячем состоянии составляла 6,0 мм.
Отпрессовано 17 м плакированных труб с поперечным сечением 56,0 х 4,0 мм. Металлографическими исследованиями, проводимыми на образцах, вырезанных через каждые 200 мм длины трубы, была установлена разнотолщинность плакированного слоя менее 5,0%, что вполне соответствует техническим требованиям на производство данной продукции.
Коррозионные испытания выявили повышение коррозионной стойкости труб не менее 5 баллов.
Изобретение может быть использовано при получении нефтепроводных труб, труб для угольной и пищевой промышленности и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ | 1995 |
|
RU2115495C1 |
| СПОСОБ ПРЕССОВАНИЯ | 1995 |
|
RU2110345C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2111809C1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2078627C1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2110344C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2115496C1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2078628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2115497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2116148C1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2070449C1 |

Способ прессования относится к обработке металлов давлением, в частности к способам прессования составных по толщине пустотелых заготовок, с целью получения труб с плакированной рабочей поверхностью. Способ прессования составных заготовок с продольной слоистостью включает размещение одной в другую пустотелых заготовок. Внутренняя заготовка выполнена из менее прочного материала. Заготовки взаимно фиксируют и составную заготовку нагревают и прессуют через коническую матрицу, при этом составную заготовку устанавливают на игле, размещают в контейнере и прикладывают к торцу заготовки усилие через пресс-шайбу. Фиксирование заготовки происходит в два этапа. На первом этапе внутреннюю заготовку устанавливают в пределах части длины внешней заготовки. Опорные торцы заготовок размещают в разных плоскостях. Далее к рабочему торцу внутренней заготовки прикладывают осевое сжимающее усилие, при котором в заготовках возникает совместная радиальная деформация. На втором этапе совмещают опорные поверхности торцов заготовок путем приложения осевого сжимающего усилия к опорной поверхности торца внутренней заготовки с формированием уступа на одном из торцов составной заготовки. Размещают внутреннюю заготовку на игле уступом к конической матрице. Процесс прессования включает обеспечение осевого сдвига менее прочного материала относительно прочного материала в направлении прикладываемого усилия. Осевой сдвиг обеспечивается тем, что пресс-шайба, через которую передают сжимающее усилие к торцу заготовки, имеет кольцевой выступ с диаметром, равным внешнему диаметру внутренней заготовки. 9 ил.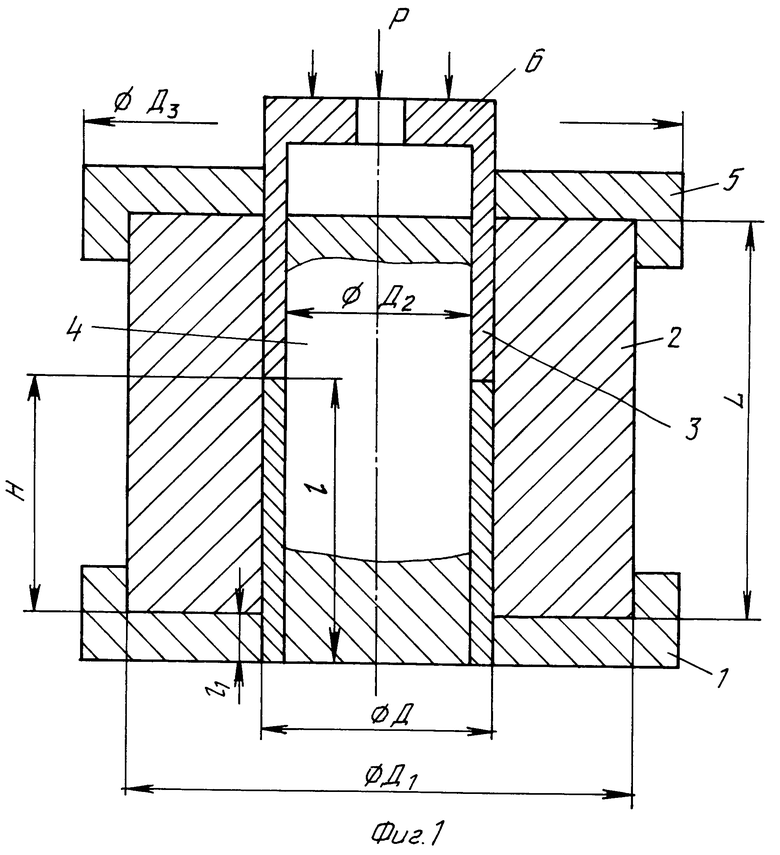
Способ прессования составных заготовок с продольной слоистостью, включающий размещение одной в другую пустотелых заготовок, внутренняя из которых выполнена из менее прочного материала, взаимную фиксацию заготовок, нагрев составной заготовки, прессование последней через коническую матрицу путем установки ее на углу, размещения в контейнере и приложения осевого сжимающего усилия к торцу заготовки через пресс-шайбу, отличающийся тем, что фиксирование заготовок проводят в два этапа, первый из них включает установку внутренней заготовки в пределах части длины внешней заготовки с перемещением опорных торцов в разных плоскостях и совместную радиальную деформацию заготовок путем приложения осевого сжимающего усилия к рабочему торцу внутренней заготовки, а второй этап включает совмещение опорных поверхностей торцов заготовок путем приложения осевого сжимающего усилия к опорной поверхности торца внутренней заготовки с формированием уступа на одном из торцов составной заготовки, при ее установке на иглу уступ обращают в сторону конической матрицы, а процесс прессования включает обеспечение осевого сдвига менее прочного материала относительно прочного материала в направлении прикладываемого усилия посредством того, что пресс-шайба, через которую передают сжимающее усилие к торцу заготовки, имеет кольцевой выступ с диаметром, равным внешнему диаметру внутренней заготовки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гильденгорн М.С | |||
| и др | |||
| Цветная металлургия, 1963, N 11, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Король В.К | |||
| и др | |||
| Основы технологии производства многослойных металлов | |||
| - М.: Металлургия, 1970, с.173-188. | |||
