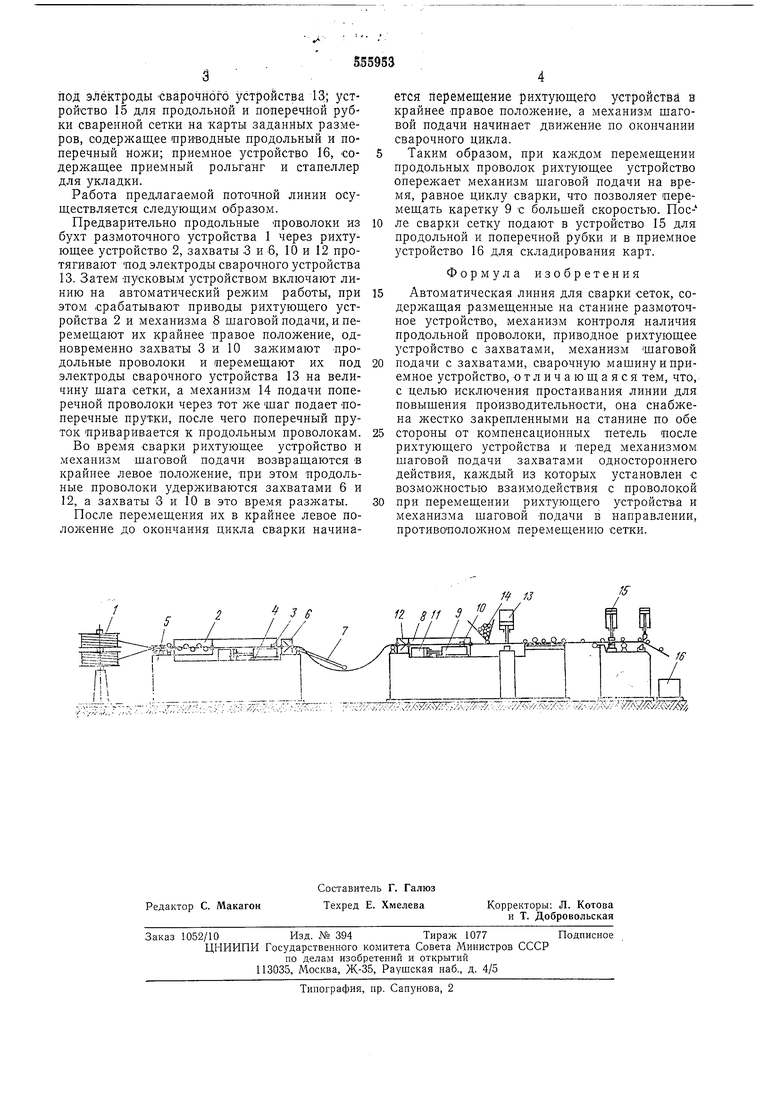
под электроды Сварочного устройства 13; устройство 15 для продольной и поперечйой рубки сваренной сетки на карты заданных размеров, содержащее приводные продольный и поперечный молси; приемное устройство 16, содержащее приемный рольганг и стапеллер для укладки.
Работа предлагаемой поточной линии осуществляется следующим образом.
Предварительно продольные лроволоки из бухт размоточного устройства 1 через рихтующее устройство 2, захваты 3 и 6, 10 и 12 протягивают ПОД электроды сварочного устройства 13. Затем лусковым устройством включают линию на автоматический режим работы, при этом срабатывают приводы рихтующего устройства 2 и механизма 8 шаговой подачи, и перемещают их крайнее правое положение, одновременно захваты 3 и 10 зажимают продольные проволоки и перемещают их под электроды сварочного устройства 13 на величину шага сетки, а механизм 14 подачи поперечной проволоки через тот же шаг подает поперечные прутки, после чего поперечный пруток приваривается к продольным проволокам.
Во время сварки рихтующее устройство и механизм шаговой подачи возвращаются в крайнее левое положение, при этом продольные проволоки удерживаются захватами 6 и 12, а захваты 3 и 10 в это время разжаты.
После перемещения их в крайнее левое положение до окончания цикла сварки начинается перемещение рихтующего устройства в крайнее правое положение, а механизм шаговой подачи начинает движение по окончании сварочного цикла.
Таким образом, при каждом перемещении продольных проволок рихтующее устройство опережает механизм шаговой подачи на время, равное циклу сварки, что позволяет перемещать каретку 9 с большей скоростью. Пос- ле сварки сетку подают в устройство 15 для продольной и поперечной рубки и в приемное устройство 16 для складирования карт.
Формула изобретения
Автоматическая линия для сварки сеток, содержащая размещенные на станине размоточное устройство, механизм контроля наличия продольной проволоки, приводное рихтующее устройство с захватами, механизм шаговой подачи с захватами, сварочную машину и приемное устройство, отличающаяся тем, что, с целью исключения простаивания линии для повышения производительности, она снабжена жестко закрепленными на станине по обе стороны от компенсационных петель после рихтующего устройства и перед механизмом шаговой подачи захватами одностороннего действия, каждый из которых установлен с возможностью взаимодействия с проволокой при перемещении рихтующего устройства и механизма шаговой подачи в направлении, противоположном перемещению сетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |
| Автоматическая линия для сварки сеток | 1973 |
|
SU457564A1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Машина для контактной точечной сварки сеток | 1976 |
|
SU596344A1 |
| Машина для контактной сварки сеток | 1982 |
|
SU1109286A1 |
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
-ffgf ii ц/Л/// I Lf
