Изобретение относится к миогоэлектродным сварочным машинам и предназначено для сварки сетки высокого качества из проволоки диаметром 2-5 мм, которая м.б. использована в строительной промышленности, а также для производства высококачественных изделий из сетки в мебельной промышленности.
Известна машина (1) для контактной точечной сварки проволочных сеток, где в качестве механизма подачи поперечной проволоки используется поворотный вал, на концах которого размещены кулачковые механизмы, обеспечивающие прием, зажим и поворот проволоки на 90° на позицию сварки. Недостаток устройства заключается в жесткости конструкции. Машина не позволяет изменять шаг сеточного полотна по длине, отсутствует регулировка ширины сетки, кроме того, невозможно сваривать тонкую проволоку.
Известна машина (2) для изготовления решеток, в которой содержится устройство поперечной подачи одновременно двух параллельных проволок на позицию сварки. Достоинство машины в том, что в ней предусмотрены механизмы для регулирования ширины свариваемого сеточного полотна. Поперечные проволоки через сопла проталкиваются в ложементы между пластиной и заслонкой, далее срабатывает система поворотных рычагов, при этом вначале механизмы зажимают поперечные проволоки, а затем переносят их на позицию сварки. Для обеспечения заданной траектории перемещения проволок авторами созданы сложные механизмы, но все-таки проволоки при большой ширине раскачиваются и для предупреждения от раскачивания дополнительно предусмотрены механизмы натяжки проволок. Основным ее недостатком является сложность конструкции, из чего соответственно вытекает высокая стоимость машины.
Наиболее близким аналогом является устройство для непрерывного изготовления плоских сеток (3). Устройство содержит установленные на основании сварочной машины верхние и нижние электродные блоки с электродами, механизм пошаговой подачи продольной проволоки. Механизм поштучной подачи поперечной проволоки содержит узлы питателя и магнитного ловителя, жестко установленные на основании по разные стороны от нижних электродов. Питатель содержит бункер для поперечных проволок, который соединен с входом щелеобразного направляющего канала. У выхода указанного канала установлен отсекатель проволоки в виде шибера, соединенный с пневмоцилиндром. Магнитный ловитель выполнен в виде магнитных блоков, закрепленных в пазах на общем кронштейне. Каждый магнитный блок содержит постоянный магнит, противоположные грани которого охвачены магнитопроводом, а полюса магнитопровода выполнены в виде пластин. Вертикальные торцевые поверхности указанных пластин установлены в один ряд на линии сварки и размещены между нижними электродами.
Устройство обеспечивает высококачественную сварку сетки из проволок диаметром 2-4 мм и шириной сеточного полотна до 1 м, при этом возможно плавное регулирование узлов устройства с целью увеличения ширины свариваемого сеточного полотна.
Однако существующая конструкция не позволяет существенно увеличить ширину свариваемой сетки до 2,5 м из-за высокой гибкости тонких проволок, что приводит к их заклиниванию в бункере, вследствие чего нарушается цикл подачи поперечной проволоки. Известная конструкция хорошо работает на тонких проволоках диаметром 2-3 мм при длине до 1 м, но при увеличении длины проволок наступают сбои в бункерной подаче, а следовательно, в работе линии.
Сущность изобретения заключается в том, в известном устройстве для непрерывного изготовления плоских сеток, содержащем установленные на основании сварочной машины нижние и верхние блоки с электродами, механизм пошаговой подачи продольной проволоки, механизм подачи поперечной проволоки, включающий магнитный ловитель, выполненный в виде магнитных блоков, закрепленных в пазах на общем кронштейне, причем каждый магнитный блок содержит постоянный магнит, противоположные грани которого охвачены магнитопроводом, а полюса магнитопровода выполнены в виде пластин, вертикальные торцевые поверхности которых установлены в один ряд на линии сварки и размещены между электродами, а в механизм подачи поперечной проволоки вновь введены каретка для приема и отрезки поперечной проволоки и магнитный перекладчик для переноса поперечной проволоки на позицию сварки, при этом вновь введенная каретка установлена на основании сварочной машины и содержит две боковые стенки, между которыми жестко закреплена балка, а на стенках установлен с возможностью вращения приемный вал, причем на одной из боковых стенок каретки установлен датчик исходного положения приемного вала, а для обеспечения перемещения каретки по направляющим станины сварочной машины, на боковых стенках каретки установлены опоры качения, при этом приемный вал снабжен продольными направляющими пазами, выполненными из закаленных вставок для приема поперечной проволоки, кроме того, на балке жестко закреплены пластины-ограничители с полукольцами, при этом торцы пластин размещены напротив одного из продольных пазов приемного вала и организуют канал для приема поперечной проволоки, а полукольца установлены соосно приемному валу и служат для удержания поперечной проволоки в пазах при повороте приемного вала, кроме того, на балке установлен с возможностью продольного перемещения датчик наличия поперечной проволоки в канале и закреплены ножницы с приводом для обрезки поперечной проволоки, кроме того, вновь введенный магнитный перекладчик установлен на основании сварочной машины и включает в себя две стойки, на каждой из которых закреплены кронштейны, а в кронштейнах на осях установлены корпуса, в которых с двух сторон жестко закреплены пальцы, причем с одной стороны на вертикально расположенных пальцах закреплена с возможностью регулирования по высоте балка, которая расположена параллельно приемному валу и снабжена рычагами-захватами, на них установлены постоянные магниты, которые защищены закаленными накладками, при этом рычаги-захваты расположены напротив разгрузочного продольного паза приемного вала, а с другой стороны вышеуказанных корпусов также установлены пальцы, их свободные концы жестко соединены с вилками, последние шарнирно соединены с рычагами, вторые концы которых закреплены с возможностью качания на балке с верхними электродными блоками.
По сравнению с прототипом авторами предложено новое техническое решение устройства для непрерывного изготовления плоских сеток, в частности изменения касаются механизма подачи поперечной проволоки.
Из известного устройства в механизме поштучной подачи поперечной проволоки авторы исключили узел питателя для поштучного отделения поперечной проволоки. Использование в аналоге питателя предусматривает загрузку предварительно отрихтованной проволокой. Предложено заменить его кареткой для приема, отрезками проволоки и магнитным перекладчиком для переноса поперечной проволоки на позицию сварки.
Вновь введенные узлы дают возможность в автоматическом режиме принимать проволоку диаметром 2-5 мм и длиной до 2,5 м с высокой скоростью. В аналоге операция заправки бункера предварительно рихтованной проволокой диаметром 2-4 мм и шириной до 1 м проводилась вручную, что существенно снижало функциональные возможности всего устройства.
В предложенном устройстве благодаря введению в каретке приемного вала появилась возможность плавно регулировать ширину сеточного полотна. Проволока подается в замкнутый канал на заданную длину, а из канала перекладчик благодаря наличию в нем магнитов переносит проволоку на линию сварки, где она удерживается магнитами на позиции сварки. Таким образом, сохраняется высокое качество свариваемой сетки. Это особенно важно при работе с проволоками малых диаметров, которые чаще всего используются в производстве сеток для мебельной промышленности, где одним из главных требований является высокое качество изделий.
Как видим, вновь введенные узлы, их взаимосвязь и взаимное расположение позволили авторам получить новый технический результат, который заключается в расширении функциональных возможностей путем увеличения ширины свариваемой сетки и сохранении высокого качества.
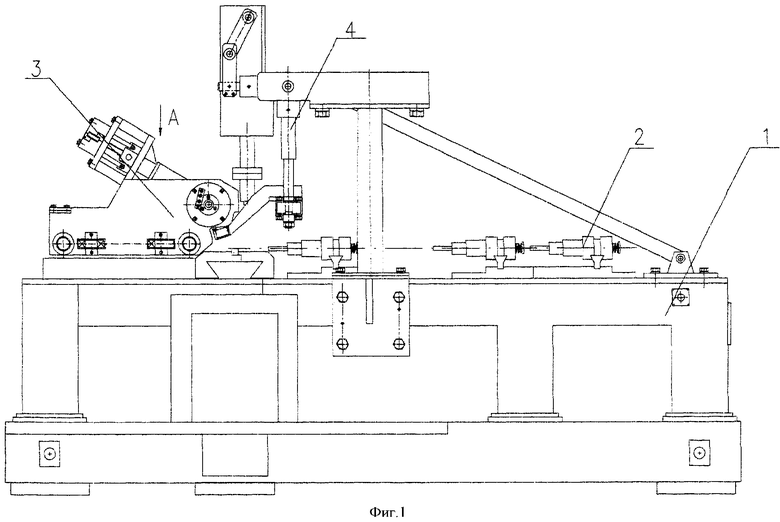
Фиг.1. Показан общий вид устройства.
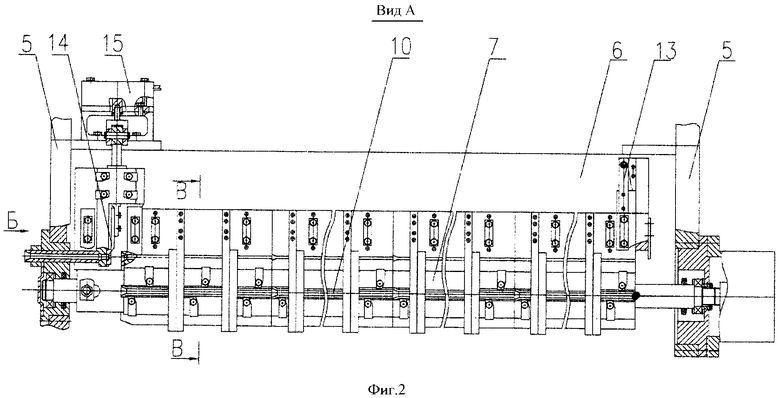
Фиг.2. Вид А на фиг.1 на каретку для приема и отрезки поперечной проволоки.
Фиг.3. Датчик исходного положения приемного вала.
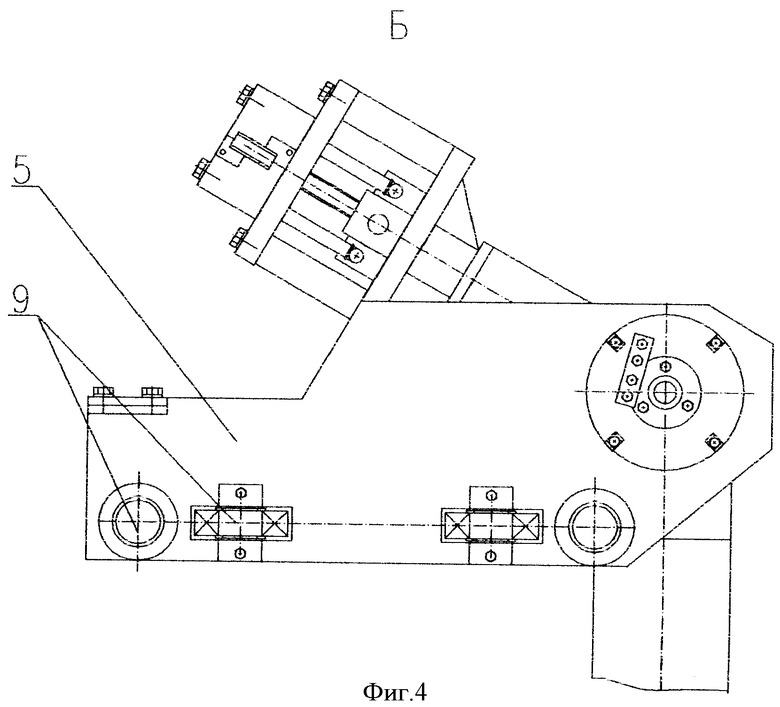
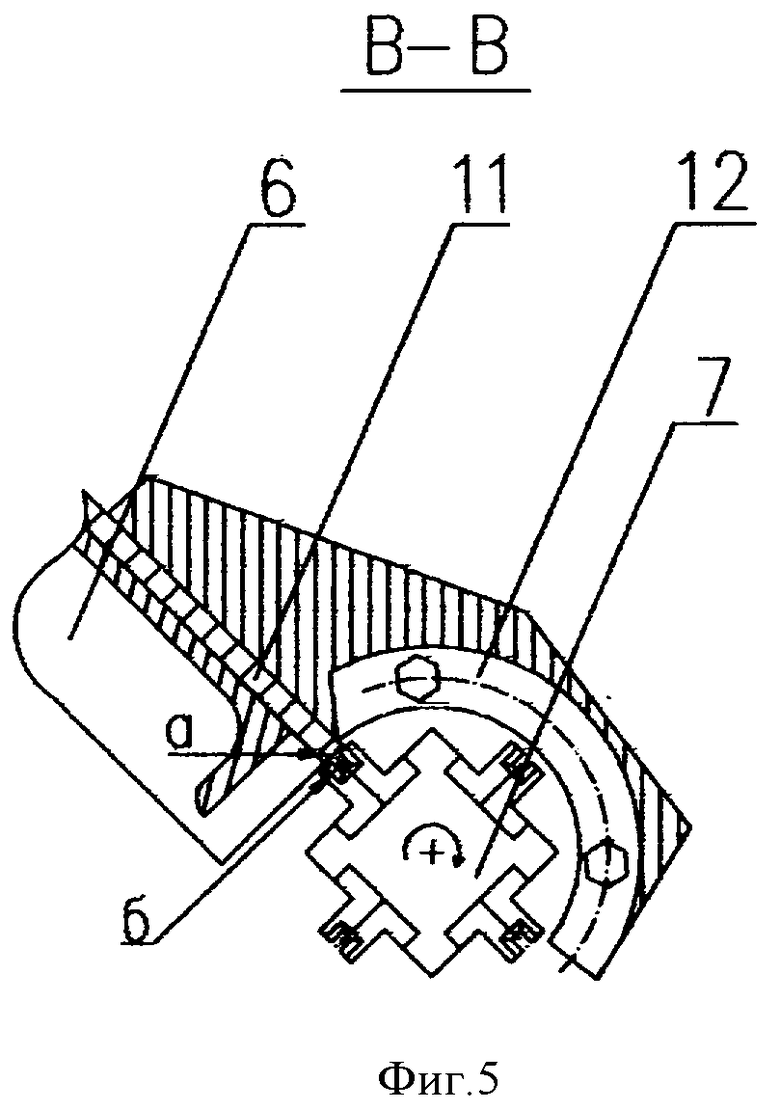
Фиг.4. Вид Б на фиг.2 на каретку. Фиг.3. Сечение В-В на фиг.2.
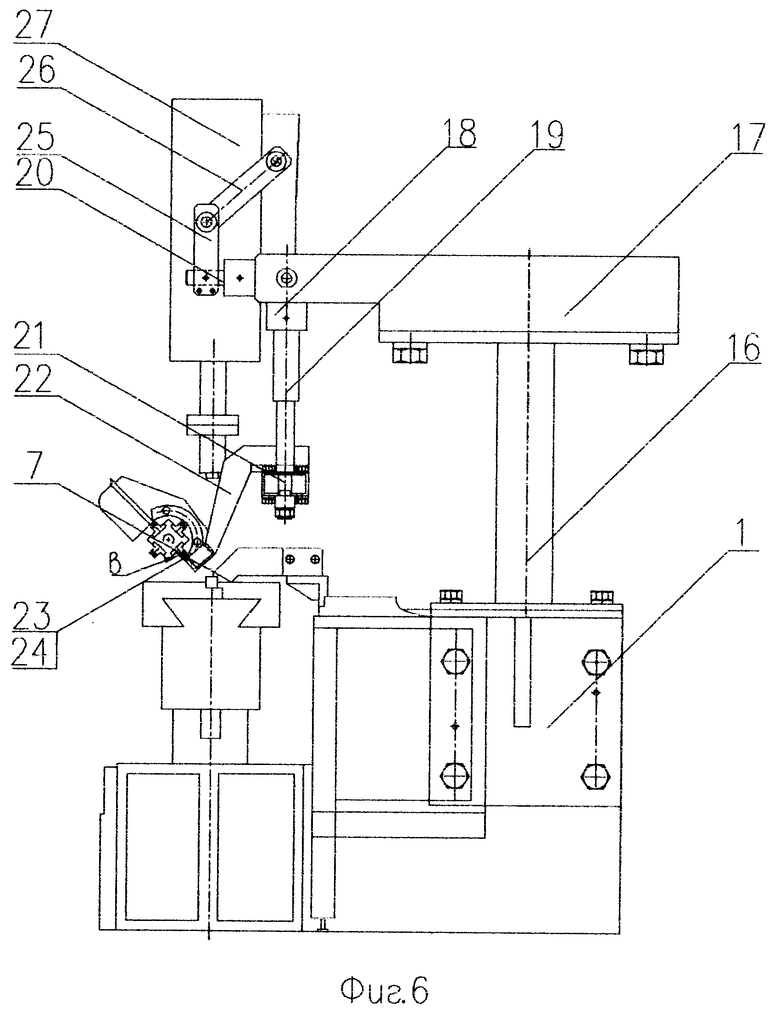
Фиг.6. Перекладчик в положении приема поперечной проволоки из направляющего паза.
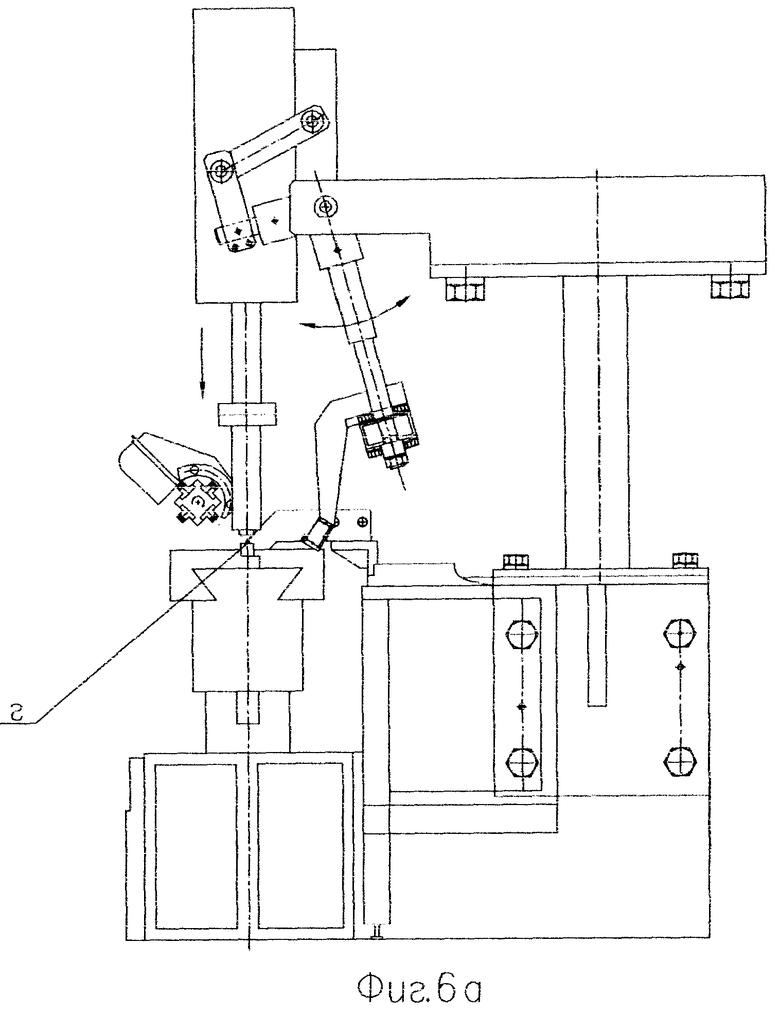
Фиг.6а. Перекладчик в крайнем положении после передачи поперечной проволоки на позицию сварки.
Устройство для непрерывного изготовления плоских сеток содержит установленные на основании 1 (фиг.1) сварочной машины нижние и верхние электродные блоки с электродами, механизм пошаговой подачи продольной проволоки 2, механизм подачи поперечной проволоки, включающий каретку 3 для приема и отрезки поперечной проволоки и магнитный перекладчик 4 для переноса поперечной проволоки на позицию сварки.
Каретка 3 для приема и отрезки поперечной проволоки содержит две боковые стенки 5 (фиг.2), между которыми жестко закреплена балка 6, на боковых стенках 5 каретки установлен с возможностью вращения приемный вал 7. Также на боковой стенке каретки (фиг.3) установлен датчик 8 исходного положения приемного вала 7. На боковой стенке каретки 5 (фиг.4) установлены опоры качения 9 для перемещения каретки по направляющим основания сварочной машины. Каретка может перемещаться из рабочего положения в нерабочее, чтобы открыть доступ электродам сварочной машины и рычагам перекладчика для настройки устройства. В обоих положениях каретка фиксируется. Приемный вал 7 (фиг.2) снабжен продольными направляющими пазами 10, выполненными из закаленных вставок для приема поперечной проволоки. На балке 6 (фиг.3) жестко закреплены пластины-ограничители 11 с полукольцами 12. Торцы «а» пластин-ограничителей 11 расположены напротив одного из продольных пазов «б» приемного вала 7 и образуют канал для приема из узла рихтовки и подачи поперечной проволоки. Полукольца 12 установлены соосно приемному валу и служат для удержания поперечной проволоки в пазах при повороте приемного вала. На этой же балке закреплен датчик 13 (фиг.2) наличия поперечной проволоки в канале. На балке 6 размещены ножницы 14 с приводом 15 для обрезки поперечной проволоки.
Перекладчик установлен на основании сварочной машины 1 (фиг.6). Он включает в себя две стойки 16, на каждой из которых закреплен кронштейн 17, а в кронштейнах на осях установлены корпуса 18, в которых с двух сторон жестко закреплены пальцы 19 и 20. С одной стороны на вертикально расположенных пальцах 19 закреплена с возможностью регулирования по высоте балка 21, которая расположена параллельно приемному валу 7. На балке закреплены рычаги-захваты 22. На их торцах закреплены постоянные магниты 23, которые защищены закаленными накладками 24, при этом рычаги-захваты 22 расположены напротив разгрузочного паза «в» приемного вала 7. С другой стороны вышеуказанных корпусов также установлены пальцы 20, их свободные концы жестко соединены с вилкой 25, вилка, в свою очередь, шарнирно соединена с рычагом 26, второй конец которого закреплен с возможностью качания на балке 27 с верхними электродными блоками сварочной машины.
Устройство для непрерывного изготовления плоских сеток работает следующим образом.
Продольная проволока циклично подается механизмом пошаговой подачи 2 (фиг.1). Поперечная проволока в том же цикле подается на позицию сварки посредством механизма подачи поперечной проволоки, включающего каретку 3 и магнитный перекладчик 4.
Поперечная проволока поступает в каретку, которая обеспечивает прием, отрезку и подачу проволоки на перекладчик. Перед началом работы каретка устанавливается на основании сварочной машины в рабочее положение и фиксируется в этом положении. Первая проволока в наладочном режиме подается в канал «б» (фиг.5) приемного вала 7. Вал поворачивается на 90°. Далее работа идет в автоматическом цикле.
Проволока подается в канал «б» (фиг.5) приемного вала 7. При этом положение, когда продольный направляющий паз готов для приема проволоки, контролируется датчиком 8 (фиг.3).
Срабатывает датчик наличия поперечной проволоки в канале 13 (фиг.2) и выдает сигнал приводу 15 на включение ножниц 14. Проволока, поданная в канал вала каретки, отрезается. Вал поворачивается на 90° и останавливается.
Проволока удерживается в пазу при его повороте благодаря пластинам-ограничителям 12 (фиг.5). К этому моменту рычаги перекладчика находятся у вала каретки.
Перекладчик принимает проволоку из разгрузочного паза «в» приемного вала 7 (фиг.6) благодаря наличию магнитов 23, защищенных накладками 24, которые удерживают и переносит ее на линию сварки «г» нижних сварочных электродов (фиг.6а).
Начальное положение перекладчика показано на (фиг.6). Его рабочий цикл через систему рычагов жестко согласован с перемещением балки с верхними электродными блоками 27. Балка 27, опускаясь вниз, давит на рычаги 26, которые перемещают вилки 25, а они давит вниз на пальцы 20, при этом корпуса 18 поворачиваются вокруг своих осей и через пальцы 19 отклоняют балку 21. При этом рычаги-захваты 22, снабженные постоянными магнитами 23 с закаленными накладками 24, захватив из разгрузочного паза «в» приемного вала 7 поперечную проволоку, переносят ее на позицию сварки «г», где она удерживается неподвижными магнитными ловителями. Перекладчик занимает крайнее положение после передачи поперечной проволоки (фиг.6а).
Предложенное устройство опробовано на многоэлектродных сварочных машинах и показало надежную работу и высокую производительность при производстве кладочной и элитной сетки.
Устройство реализовано в автоматической линии ЛТС-1500Р2 для сварки рулонной сетки из проволоки диаметром 2-3 мм на предприятии ЗАО «Проминвест» в г.Орле.
При этом достигнуты следующие параметры:
- при сварке сетки из проволоки диаметром 2 мм 80 циклов в минуту или 240 пог. метров в час;
- при сварке сетки из проволоки диаметром 3 мм 60 сварочных циклов в минуту или 180 пог. метров сетки в час.
Производитель отмечает высокое качество сетки и надежность работы внедренного оборудования.
Готовятся к внедрению две автоматические новые сварочные линии ЛТС-1000К2 и ЛТС-2000К2А, выпускающие сетку в виде карт соответственно 1 и 2 м шириной.
В настоящее время на стадии испытаний находится линия с шириной сеточного полотна 2,5 м.
Список использованной литературы
1. А.с №1355406, заявлено 11.03.86, опубликовано 30.11.87, В23К 11/10. Машина для контактной точечной сварки проволочных сеток.
2. Патент №2008155, заявлено 23.01.91, опубликовано 28.02.94, В23К 11/00. Машина для изготовления решеток.
3. Патент №2251475, заявлено 18.09.2003, опубликовано 10.05.2005, В23К 11/10, B21F 27/10, В23К 101:22 (прототип). Устройство для непрерывного изготовления плоских сеток.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Станок для сварки сеток | 1978 |
|
SU863247A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |

Изобретение относится к устройству для изготовления плоских сеток и предназначено для сварки сетки из проволоки 02-5 мм и шириной до 2,5 м в строительной промышленности, а также для производства высококачественных изделий из сетки в мебельной промышленности. Механизм подачи поперечной проволоки устройства состоит из каретки для приема и отрезки поперечной проволоки и магнитного перекладчика для переноса поперечной проволоки на позицию сварки. Каретка установлена на основании сварочной машины и содержит две боковые стенки, между которыми жестко закреплена балка, а на стенках установлен с возможностью вращения приемный вал. На боковых стенках каретки установлены опоры качения для обеспечения перемещения каретки по направляющим основания сварочной машины. На одной из упомянутых боковых стенок каретки установлен датчик исходного положения приемного вала, который снабжен продольными направляющими пазами, выполненными из закаленных вставок для приема поперечной проволоки. На балке жестко закреплены пластины-ограничители с полукольцами. Торцы пластин размещены напротив одного из продольных пазов приемного вала и образуют канал для приема поперечной проволоки, а полукольца установлены соосно приемному валу и предназначены для удержания поперечной проволоки в пазах при повороте приемного вала. На балке установлен с возможностью продольного перемещения датчик наличия поперечной проволоки в канале и закреплены ножницы с приводом для обрезки поперечной проволоки. Магнитный перекладчик установлен на основании сварочной машины и содержит две стойки, на каждой из которых закреплены кронштейны, а в кронштейнах на осях установлены корпуса, в которых с двух сторон жестко закреплены пальцы. Пальцы с одной стороны корпуса расположены вертикально и на них закреплена с возможностью регулирования по высоте балка с рычагами-захватами, которая расположена параллельно приемному валу. Рычаги-захваты расположены напротив разгрузочного продольного паза приемного вала и на них установлены постоянные магниты, которые защищены закаленными накладками, а свободные концы пальцев с другой стороны вышеуказанных корпусов жестко соединены с вилками, которые шарнирно соединены с рычагами, вторые концы которых закреплены с возможностью качания на балке с верхними электродными блоками. Технический результат заключается в расширении функциональных возможностей путем увеличения ширины свариваемой сетки при сохранении высокого качества. 7 ил.
Устройство для непрерывного изготовления плоских сеток, содержащее установленные на основании сварочной машины нижние и верхние блоки с электродами, механизм пошаговой подачи продольной проволоки, механизм подачи поперечной проволоки и магнитные ловители, отличающееся тем, что механизм подачи поперечной проволоки состоит из каретки для приема и отрезки поперечной проволоки и магнитного перекладчика для переноса поперечной проволоки на позицию сварки, при этом каретка установлена на основании сварочной машины и содержит две боковые стенки, между которыми жестко закреплена балка, а на стенках установлен с возможностью вращения приемный вал, причем на боковых стенках каретки установлены опоры качения для обеспечения перемещения каретки по направляющим основания сварочной машины, при этом на одной из упомянутых боковых стенок каретки установлен датчик исходного положения приемного вала, который снабжен продольными направляющими пазами, выполненными из закаленных вставок для приема поперечной проволоки, на балке жестко закреплены пластины-ограничители с полукольцами, причем торцы пластин размещены напротив одного из продольных пазов приемного вала и образуют канал для приема поперечной проволоки, а полукольца установлены соосно приемному валу и предназначены для удержания поперечной проволоки в пазах при повороте приемного вала, на балке установлен с возможностью продольного перемещения датчик наличия поперечной проволоки в канале и закреплены ножницы с приводом для обрезки поперечной проволоки, магнитный перекладчик установлен на основании сварочной машины и содержит две стойки, на каждой из которых закреплены кронштейны, а в кронштейнах на осях установлены корпуса, в которых с двух сторон жестко закреплены пальцы, причем пальцы с одной стороны корпуса расположены вертикально и на них закреплена с возможностью регулирования по высоте балка с рычагами-захватами, которая расположена параллельно приемному валу, рычаги-захваты расположены напротив разгрузочного продольного паза приемного вала и на них установлены постоянные магниты, которые защищены закаленными накладками, а свободные концы пальцев с другой стороны вышеуказанных корпусов жестко соединены с вилками, которые шарнирно соединены с рычагами, вторые концы которых закреплены с возможностью качания на балке с верхними электродными блоками.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Устройство для непрерывного изготовления плоских арматурных сеток | 1989 |
|
SU1622100A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТОК | 1991 |
|
RU2008155C1 |
| RU 2051774 C1, 10.01.1996 | |||
| Устройство для контактной точечной сварки решеток | 1989 |
|
SU1743763A1 |
| JP 9216032 А, 19.08.1997 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

