1 Изобретение относится к технологии электромашиностроения и может быть использовано при изготовлении электрических машин с полым якорем. Цель изобретения - улучшение качества изделия за счет уменьшения ТОД1ЩИНЫ стенок якоря. На фиг.1 показан полый якорь, из готовленный при смещении поддерживаю щей нити по наружному диаметру якор на фиг.2 - то же, изготовленный при смещении поддерживающей нити по. вну реннему диаметру якоря. Способ осуществляется следующим образом. Провод 1 укладьшается на оправку 2 и поддерживающую нить 3. Затем намотанный на нить провод укладывается в виде непрерьшной ленты по наружной поверхности оправки, образуя перекрестную обмотку. При намотке каждого последующего слоя поддерживающую нить 3 смещают вдоль оси оправки на шаг t, равный или больший диаметру поддерживающей нити d (фиг,1 и 2), таким образом, чтобы она легла ниже образовавшегося утолщения. Поддерживающую нить 2 смещают вдоль оси якоря по его наружному диа метру (фиг.1) или по внутреннему диаметру (фиг.2). Затем производят намотку следующего слоя обмоточного провода 1 и смещение поддерживающей нити 2 на величину S, . самым достигается уплотнение и фиксация нижележащего слоя витков с одновременным обеспечением нименьшей толщины стенки якоря 5 при наличии поддер живающей нити. После укладки обмотки производят капсулирование цементируюш 1М составом и термообработку. Пример. Изготавливают полый бескаркасный якорь (с трехслойной об моткой) , с внутренним диаметром 23,4 мм. I вариант намотки провода на оправку без смещения поддерживающей нити. пр мм - диаметр провода .ПЭВ-. с изоляцией. ц О,1 мм - толщина пропитанной поддерживающей нити. При намотке в пять слоев толщина стенки якоря в средней части 10, ВПР 1 мм, толщина стенки в месте укладки поддерживающей нити Р (2 5пр + SH ) 5 1,5 мм, т.е. тол 7 щина стенки в средней части в 1,5 раза меньше, чек в зоне укладки поддерживающей нити, II вариант намотки провода со смещением поддерживающей нити. При смещении поддерживающей нити на щаг н , толп(ина стенки в месте укладки поддерживающей нити S 10, пр + &н 1 ,1 Scp 1мм. Толщина стенки якоря в зоне пo. держивающей нити уменьшается на 0,4 мм по сравнению с вариантом без смещения, S и Spp становятся соизмеримы по толщине, т.е. уменьшается разнотолщинность обмотки по длине якоря и ее распущение в средней части. Предлагаемый способ позволяет повысить качество изготовления, во-первых, за счет уменьшения стенок якоря, увеличения плотности и точности укладки проводников, уменьшения раслущения обмотки в средней части, улучшения условий прохождения цементирующего материала при капсулировании обмотки, образования более равномерной структуры обмотка - полимер, снижающей величину деформации якоря при воздействии механических и климатических факторов Б процессе эксплуатации электрических машин малой мощности. Во-вторых, появляется возможность увеличения коэффициента заполнения тела якоря обмоточным проводом. В-третьих, при технологическом процессе изготовления якоря по предлагаемому способу значительно сокращается брак по обрывам обмотки, а .также наличию смещения проводников, что положительно сказывается на выходные характеристики электрических машин, Формула изобретения Способ изготовления полого бескаркасного якоря с многослойной обмоткой, включающий намотку провода на оправку и поддерживающую нить, фиксацию обмотки и термообработку, о тличающийся тем, что, с целью улучщения качества за счет уменьшения толщины стенок якоря, при намотке каждого последующего слоя, поддеривающую нить смещают вдоль оси оправки на шаг, равный диаметру подерживающей нити или превьщтающий его
Ч-
фиг. /
фиг. г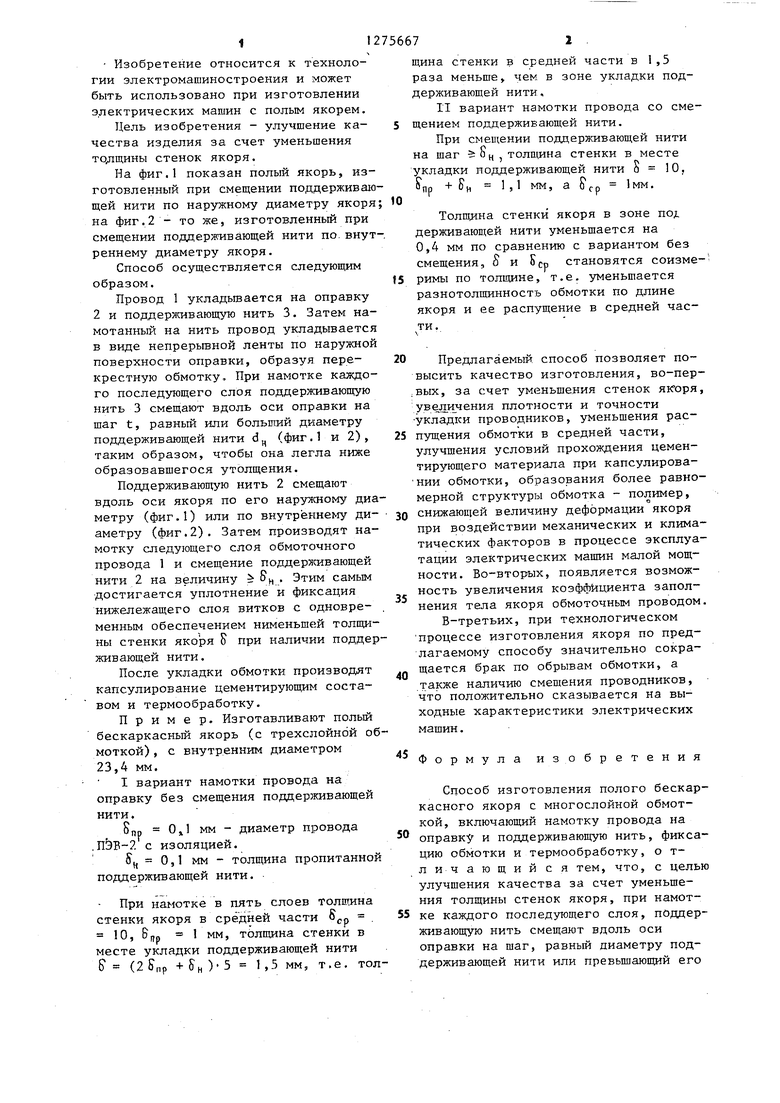
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полого бескаркасного якоря с многослойной обмоткой | 1987 |
|
SU1431009A1 |
| Способ изготовления полого бескаркасного якоря электрической машины | 1983 |
|
SU1176420A1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1980 |
|
SU936247A1 |
| Способ изготовления обмотки полого якоря | 1986 |
|
SU1379888A1 |
| СПОСОБ НАМОТКИ БЕСКАРКАСНЫХ ЯКОРЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2112296C1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1985 |
|
SU1309098A1 |
| Способ изготовления кольцевых катушек | 1982 |
|
SU1030868A1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Способ изготовления обмотки полого якоря электрической машины | 1985 |
|
SU1312690A1 |
| Способ изготовления полого якоря электрической машины | 1987 |
|
SU1417120A1 |

Изобретение относится к техн.оло.гии электромашиностроения и может быть использовано при изготовлении электрических машин с полым якорем. Целью изобретения является улучшение качества за счет уменьшения толщины стенок якоря. Способ содержит операции намотки провода на оправку и поддерживающую нить, причем при намотке каждого последующего слоя поддерживающую нить смещают вдоль оси оправки на шаг, равный диаметру поддерживающей нити или превьш1ающий его, фиксации обмотки и термообработки. 2 ил.
| Способ изготовления полого бескаркасного якоря электрической машины | 1983 |
|
SU1176420A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1980 |
|
SU936247A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
