Изобретение относится к технологии сборки покрышек пневматических шин типа P в две стадии и может найти применение в шинной промышленности в сборочных цехах, выпускающих радиальные шины.
Известен способ сборки покрышек пневматических шин, при котором собирают заготовки каркаса и брекерно-протекторного браслета, устанавливают заготовку каркаса на формующем барабане за внутреннюю и наружную поверхности бортов, затем дублируют брекерно-протекторный браслет с каркасом и осуществляют окончательную сборку покрышки, причем перед фиксацией заготовки каркаса за внутреннюю поверхность бортов осуществляют сжатие заготовки за наружные поверхности бортов в осевом направлении [1].
Известный способ сборки обеспечивает центрирование центра брекерно-протекторного браслета с центром каркаса, но имеет недостаток, который заключается в том, что из-за малой жесткости каркаса при его сжатии, перед формованием, не исправляется торцевая деформация бортов, что отрицательно влияет на качество изделия. Следующим недостатком является то, что перед формованием каркаса не осуществляется предварительное натяжение нитей корда, что влияет на равновесность нагрузки нити каркаса и в конечном итоге также на качество изделия.
Наиболее известным техническим решением, выбранным в качестве прототипа, является способ сборки покрышек пневматических шин, при котором предварительно собранный каркас покрышки с оформленными бортами устанавливают на формующий барабан, фиксируют за внутреннюю поверхность бортов, перед формованием осуществляют предварительное натяжение нитей корда, затем формуют каркас покрышки [2].
Известный способ сборки обеспечивает предварительное равномерное натяжение нитей корда каркаса перед формованием; но только при использовании каркасов с недеформированными в торцевом направлении бортами, так как в известном способе производится вначале фиксация бортов за внутреннюю поверхность, а затем растягивают каркас в аксиальном направлении, чем нарушается равномерность нагрузки каркаса с бортами, имеющими торцевую деформацию и производится сдвиг материала в бортовой зоне. Следующим недостатком является то, что вся внутренняя поверхность каркаса формуется одним давлением и конфигурация боковин заготовки покрышки после сборки далека от конфигурации вулканизованной покрышки.
Задачей настоящего изобретения является повышение качества сборки за счет исключения торцевой деформации бортов и повышения равномерности натяжения нитей корда каркаса.
Указанная задача решается тем, что в способе сборки покрышек пневматических шин заключающемся в том, что предварительно собирают заготовку каркаса с оформленными бортами и брекерно-протекторный браслет, устанавливают заготовку каркаса на формующем барабане, фиксируют ее за внутреннюю поверхность бортов, формуют заготовку каркаса до сопряжения с брекерно-протекторным браслетом и затем производят окончательную сборку, согласно изобретению перед формованием, одновременно с фиксацией каркаса за внутреннюю поверхность бортов прижимают их наружные торцы в аксиальном направлении от центра каркаса к ровной плоскости и также равномерно нагружают нити каркаса посредством того, что создают повышенное удельное давление на внутренние стенки каркаса в околобортовой зоне и удерживают нити каркаса в нагруженном состоянии до окончания сборки, причем удельное давление в околобортовой зоне 1,2-1,9 раза превышает удельное давление в формующей полости каркаса в момент дублирования его с брекерно-протекторным браслетом.
Сопоставительный анализ заявляемого изобретения с выявленными аналогами показывает, что аналога, характеризующегося признаками, идентичными всем существенным признакам изобретения, не имеется. Таким образом, заявляемое изобретение является новым, так как оно неизвестно из уровня техники.
Вся совокупность существенных признаков изобретения не следует для специалиста явным образом из известного уровня техники, так как из последнего не выявляется влияние предписываемых этим изобретением преобразований, характеризуемых отличительными от прототипа существенными признаками, на достижение технического результата, обеспечиваемого изобретением.
Следовательно, изобретение имеет изобретательский уровень.
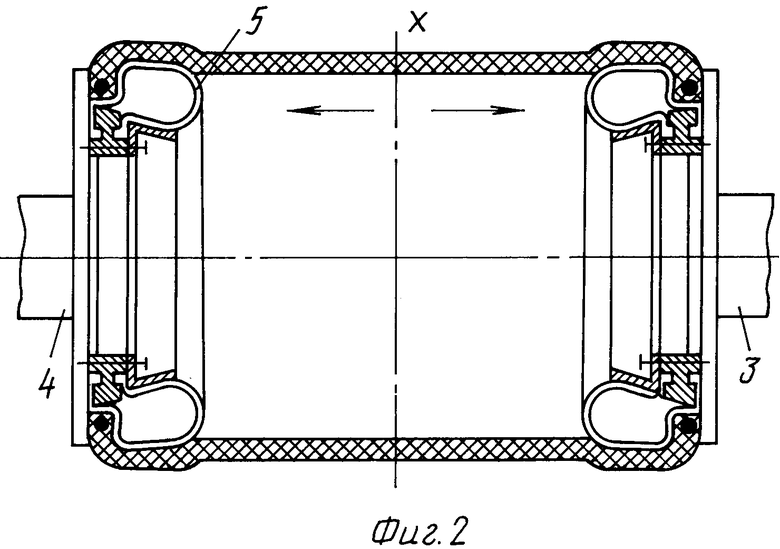
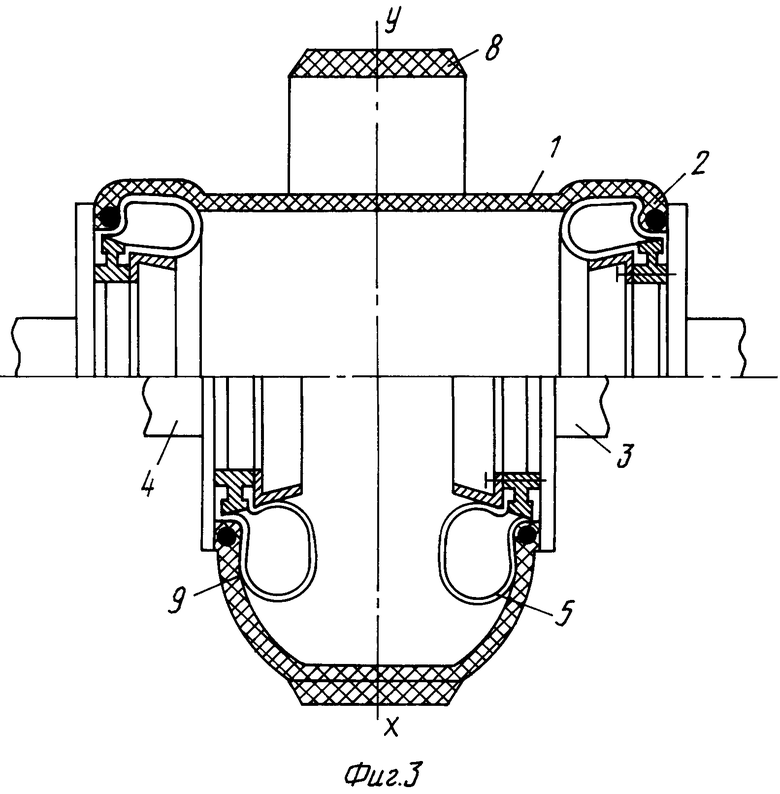
На фиг. 1-3 изображены схемы последовательных стадий сборки покрышек.
Способ осуществляется следующим образом.
Вначале образуют цилиндрическую заготовку каркаса 1 с бортами 2 и надевают ее с торцевым зазором на полубарабаны 3 и 4 со средствами для фиксации, выполненными в виде пневмокамер 5, причем борта могут иметь повышенную торцевую деформацию (фиг. 1).
Затем осуществляют равномерность натяжения нитей каркаса тем, что перед формованием, одновременно с фиксацией каркаса 1 за внутреннюю поверхность бортов 2 прижимают их наружные торцы 6 в аксиальном направлении от центра каркаса X к ровной плоскости 7 полубарабанов 3 посредством того, что подают в пневмокамеры воздух (фиг. 2). Далее концентрично каркасу 1 образуют брекерно-протекторный браслет 8, совмещают его центр Y с центром каркаса X (фиг. 3 выше осевой линии). В полость каркаса 1 подают сжатый воздух малого давления и одновременно сближают полубарабаны 3 и 4 и каркас 1 соприкасается с брекерно-протекторным браслетом. Затем в процессе дублирования в полость каркаса 1 подают воздух более высокого давления, и в связи с тем, что в полости пневмокамер удельное давление воздуха в 1,2-1,8 раза превышает удельное давление в формующей полости каркаса в момент дублирования его с брекерно-протекторным браслетом, можно получить хорошую равномерность распределения нитей корда и конфигурацию боковин 3 заготовки покрышки, близкую к конфигурации вулканизованной покрышки.
Способ сборки покрышек пневматических шин согласно изобретению позволил повысить качество сборки собираемых покрышек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1620326A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1110662A2 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Способ изготовления покрышек пневматических шин | 1973 |
|
SU646883A3 |
| Способ сборки покрышек пневматических шин | 1990 |
|
SU1735044A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1981 |
|
SU996224A1 |
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1548077A1 |
| СПОСОБ СБОРКИ РАДИАЛЬНЫХ ПОКРЫШЕК | 1997 |
|
RU2114002C1 |
В способе сборки покрышек пневматических шин предварительно собирают заготовку каркаса с оформленными бортами и брекерно-протекторный браслет. Устанавливают заготовку каркаса на формующем барабане и фиксируют ее за внутреннюю поверхность бортов, при этом прижимают их наружные торцы в аксиальном направлении от центра каркаса к ровной плоскости. Равномерно нагружают нити каркаса посредством того, что создают повышенное удельное давление на внутренние стенки каркаса в околобортовой зоне и удерживают нити каркаса в нагруженном состоянии до окончания сборки. Формуют заготовку каркаса до сопряжения с брекерно-протекторным браслетом. Удельное давление в околобортовой зоне в 1,2-1,8 раза превышает удельное давление в формующей полости каркаса в момент дублирования его с брекерно-протекторным браслетом. Затем производят окончательную сборку. Способ повышает качество сборки за счет исключения торцевой деформации бортов и равномерного натяжения нитей корда каркаса. 3 ил.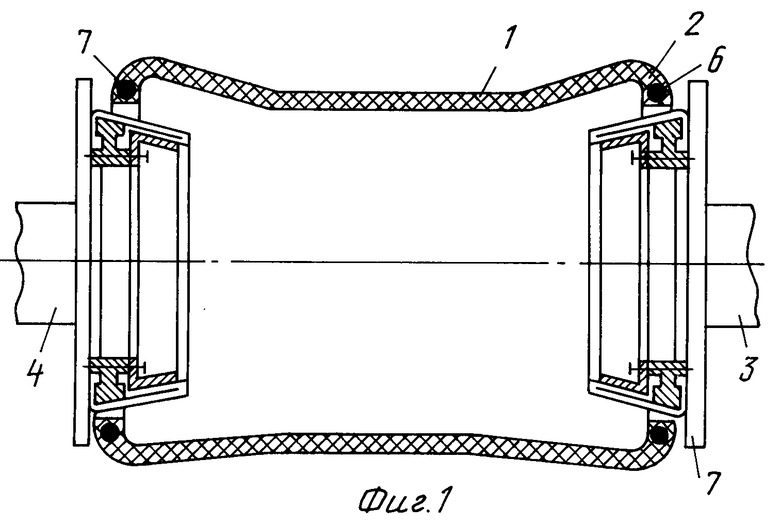
Способ сборки покрышек пневматических шин, заключающийся в том, что предварительно собирают заготовку каркаса с оформленными бортами и брекерно-протекторный браслет, устанавливают заготовку каркаса на формующем барабане, фиксируют ее за внутреннюю поверхность бортов, формуют заготовку каркаса до сопряжения с брекерно-протекторным браслетом и затем производят окончательную сборку, отличающийся тем, что перед формованием одновременно с фиксацией каркаса за внутреннюю поверхность бортов прижимают их наружные торцы в аксиальном направлении от центра каркаса к ровной плоскости и также равномерно нагружают нити каркаса посредством того, что создают повышенное удельное давление на внутренние стенки каркаса в околобортовой зоне, и удерживают нити каркаса в нагруженном состоянии до окончания сборки, причем удельное давление в околобортовой зоне в 1,2 - 1,8 раза превышает удельное давление в формующей полости каркаса в момент дублирования его с брекерно-протекторным браслетом.

