Изобретение относится к технологическим процессам сборки покрышек пневматических шин и может найти применение в шинной промышленности при производстве шин с радиальным расположением нитей.
Цель изобретения - расширение технологических возможностей способа.
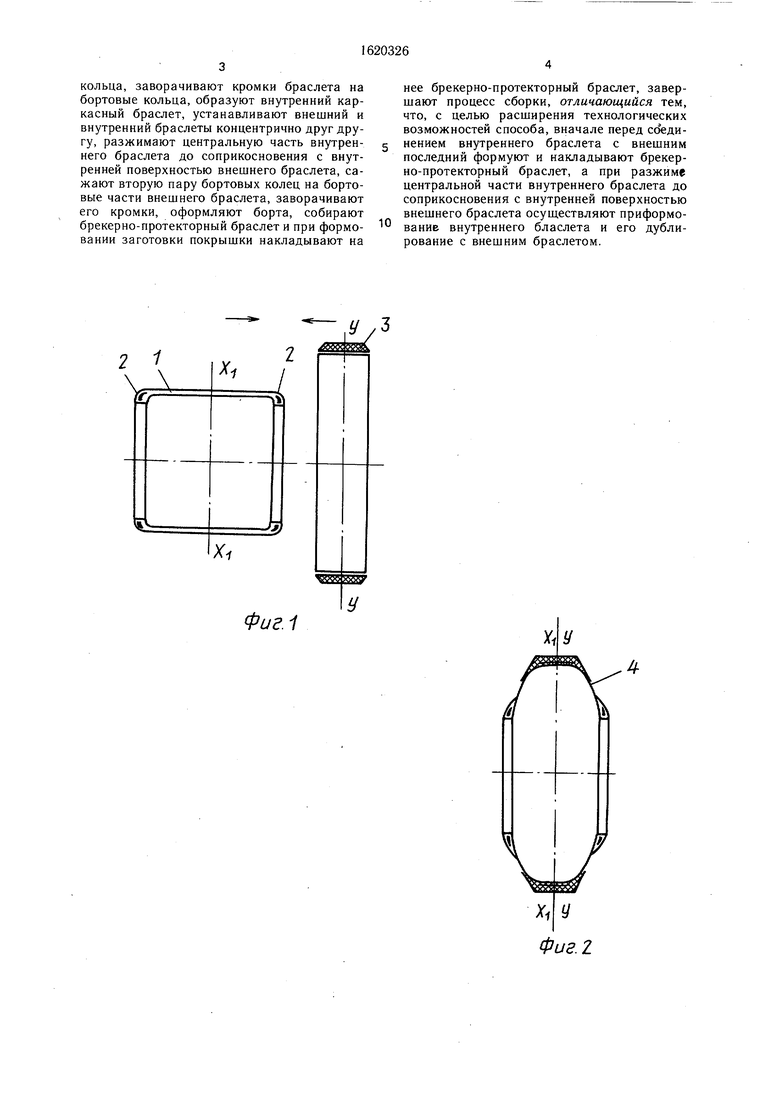
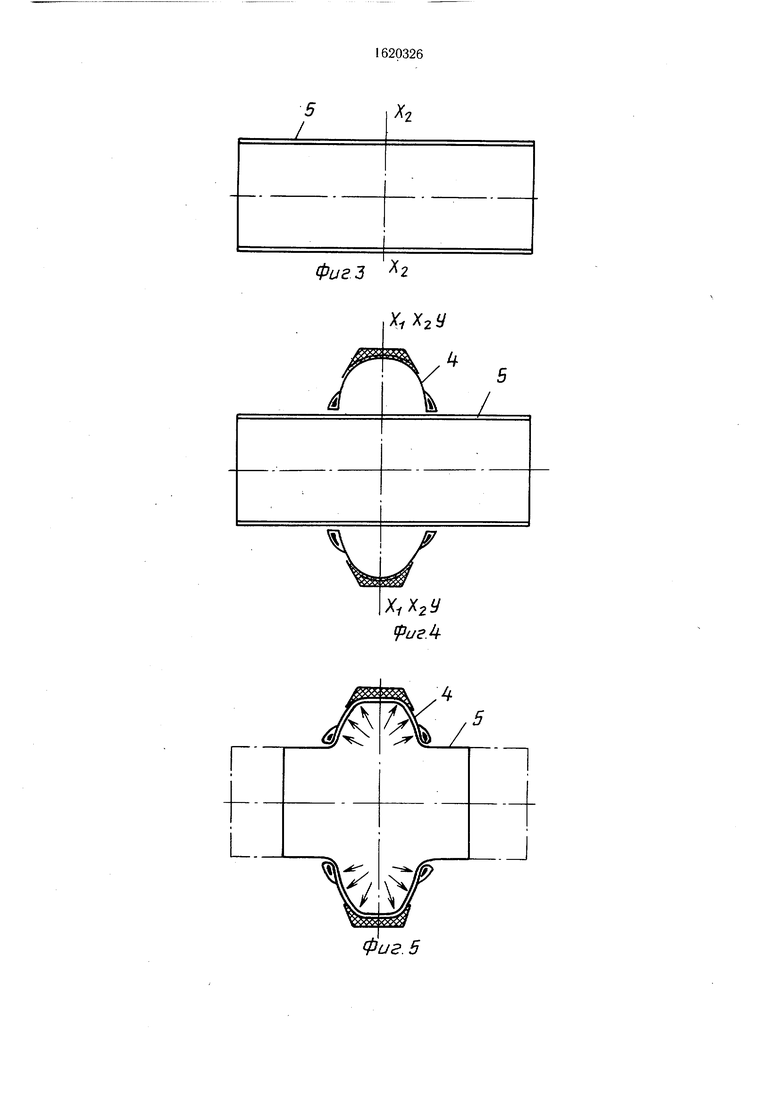
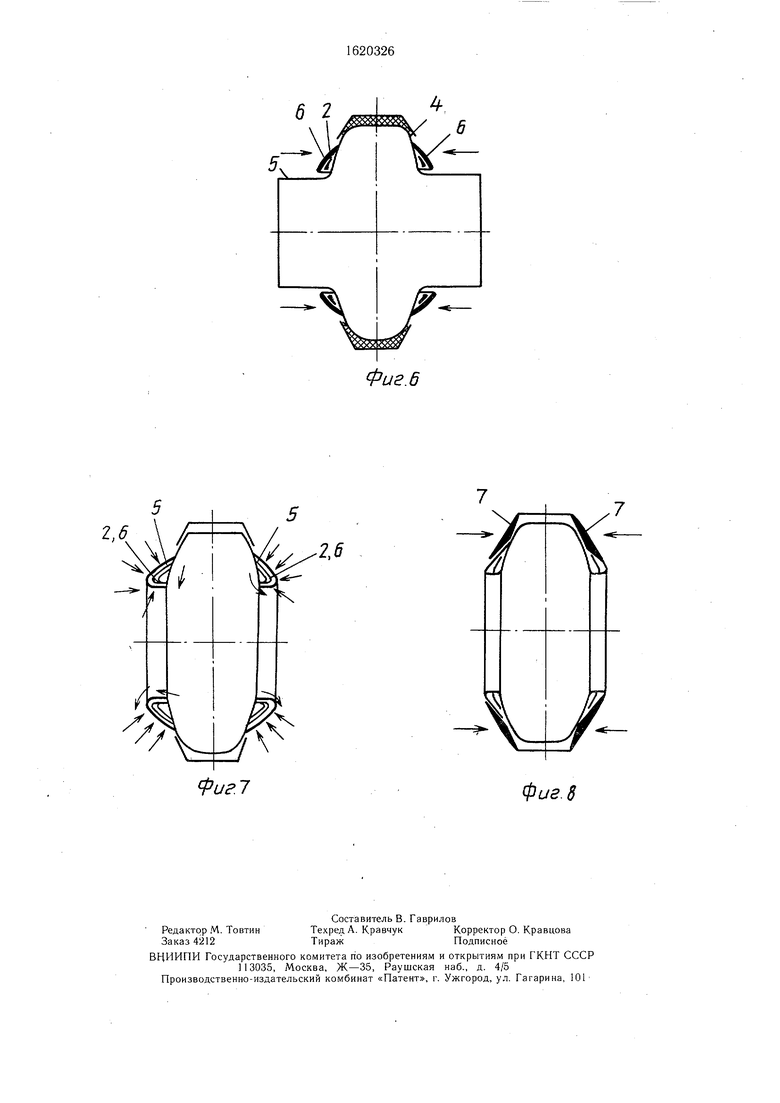
На фиг. 1-8 схематично изображены последовательные операции выполнения способа.
Способ осуществляется следующим образом.
Образуют внешний цилиндрический браслет 1, сажают бортовые кольца 2, заворачивают кромки браслета 1 на бортовые кольца 2. Одновременно с этим собирают брекерно-протекторный браслет 3. Браслет 1 формуют и накладывают брекерно-протекторный браслет 3, образуя каркас 4 (фиг. 2). Одновременно с этой операцией или после нее собирается внутренний каркасный браслет 5 (фиг. 3), в который входят детали, не вошедшие в каркас 1, а затем на него акси- зпьно и концентричпо (фиг. 4) надвигают до совпадения плоскостей симметрии Х2-Х
и XiY-XiY сформованный перед этим каркас 4 (фиг. 2) одной парой колец 2. Следующей операцией (фиг. 5) является приформование браслетов 5 к внутренней поверхности каркаса 4 и его дублирование по этой поверхности. Далее (фиг. 6) к сформованному каркасу 4 с обоих сторон приклеивают вторую пару бортовых колец (крыльев) 6, а затем (фиг. 7| вокруг образовавшегося борта с двумя кольцами 2,6 обертывают кромки браслета 5 На завершающей стадии накладывают заготовки боковин 7 (фиг 8), после чего выполняют общее дублирование всей покрышки и сборка завершается.
Данный способ позволяет собирать покрышки типа Р с текстильным и метал- локордным каркасом и с крыльями с высоким наполнительным шнуром.
Форму га изобретения
Способ сборки покрышек пневматических шин, при котором образуют внешний цилиндрический браслет, сажают бортовые
О5 IND
со ю
Оэ
кольца, заворачивают кромки браслета на бортовые кольца, образуют внутренний каркасный браслет, устанавливают внешний и внутренний браслеты концентрично друг другу, разжимают центральную часть внутреннего браслета до соприкосновения с внутренней поверхностью внешнего браслета, сажают вторую пару бортовых колец на бортовые части внешнего браслета, заворачивают его кромки, оформляют борта, собирают брекерно-протекторный браслет и при формовании заготовки покрышки накладывают на
нее брекерно-протекторный браслет, завершают процесс сборки, отличающийся тем, что, с целью расширения технологических возможностей способа, вначале перед соединением внутреннего браслета с внешним последний формуют и накладывают брекерно-протекторный браслет, а при разжиме центральной части внутреннего браслета до соприкосновения с внутренней поверхностью внешнего браслета осуществляют приформо- ванив внутреннего бласлета и его дублирование с внешним браслетом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматических шин | 1986 |
|
SU1399168A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1629208A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1548077A1 |
| Способ сборки покрышек пневматических шин | 1989 |
|
SU1691133A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1110662A2 |
| Способ сборки резино-кордных изделий | 1978 |
|
SU763145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
Изобретение относится к технологическим процессам сборки покрышек пневматических шин и может найти применение в шинной промышленности при производстве шин с радиальным расположением нитей корда в каркасе типа Р с двумя крыльями в борту. Цель изобретения - расширение технологических возможностей способа. Для этого вначале перед соединением внутреннего браслета с внешним последний формуют и накладывают брекерно-протек- горный браслет. При разжиме центральной части внутреннего браслета до соприкосновения с внутренней поверхностью внешнего браслета осуществляют приформование внутреннего браслета и его дублирование с внешним браслетом. 8 ил.
м ,
Фиг.1
Фиг. 2
Фиг 3 хг
I I /
Г
L.
ЪХгУ
..J
Фиг. 5
Фиг.6
Г
7
о/
| Способ сборки резино-кордных изделий | 1978 |
|
SU763145A1 |
| Солесос | 1922 |
|
SU29A1 |
| ПЕРЕГРУЖАТЕЛЬ ЛИСТОВОГО СТЕКЛА 12ач.г:-^;о^^/-нАпL<T^K!hJ•:ГX^^.,'-'' i^^• | 0 |
|
SU370179A1 |
| Солесос | 1922 |
|
SU29A1 |
