Изобретение относится к области изготовления радиальных покрышек, преимущественно для грузовых автомобилей.
Известен способ сборки радиальных покрышек, включающий наложение на сборочный барабан бортовых лент, слоев каркаса, разжатие барабана и фиксацию бортовых колец, формование, заворот на крыло, наложение слоев брекера и протектора [1].
Недостатком этого способа является разбивка операций по сборке покрышек на две стадии, т.е. частичное выполнение их до формования и завершение выполнения операций после формования. Это увеличивает время сборки и требует применения специального оборудования для осуществления операций на второй стадии сборки.
Наиболее близким техническим решением, выбранным в качестве ближайшего аналога, является способ сборки радиальных покрышек, включающий наложение на сборочный барабан бортовых лент, слоев каркаса, разжатие барабана и фиксацию бортовых колец, формование, заворот слоев на крыло, наложение слоев брекера и протектора, причем все операции сборки выполняются в одну стадию на одном сборочном барабане [2].
Недостатком этого способа является необходимость применения сложного дорогостоящего оборудования, связанного с выполнением операций формования перед операциями, наложения брекера и протектора. Такая последовательность выполнения операций при сборке вызывает необходимость перемещения бортов в процессе формования и усложняет конструкцию сборочного станка. Кроме того, требуется дополнительное оборудование для изготовления и подачи на сборочный барабан брекерного или брекерно-протекторного браслета, точное их совмещение со сформованным каркасом и последующей прикаткой, требующей применения сложных дорогостоящих прикатчиков.
Другим недостатком известного способа является то, что бортовые кольца перед разжатием сборочного барабана устанавливаются точно напротив его канавок, однако при разжатии барабана и фиксации бортовых колец происходит вдавливание слоев корда в посадочные канавки барабана, приводящее к недопустимому натяжению нитей слоев каркаса, что снижает качество покрышек. Применение высокопрочных материалов и использование новых решений в конструкциях радиальных шин позволяют упростить процесс их изготовления, не снижая качества.
Цель изобретения - упрощение процесса изготовления радиальных шин и оборудования для их изготовления.
Для достижения технического результата в способе сборки радиальных покрышек, включающем наложение на сборочный барабан бортовых лент, слоев каркаса, разжатие барабана и фиксацию бортовых колец, формование, заворот слоев на крыло, наложение слоев брекера и протектора, согласно изобретению формование производится после наложения слоев брекера и протектора. Кроме того, бортовое кольцо устанавливается в зоне посадочной канавки сборочного барабана на расстоянии от плечика, соответствующем его высоте.
Выполнение операции формования после наложения слоев брекера и протектора упрощает процесс изготовления радиальных покрышек, сокращает и упрощает оборудование для его изготовления за счет того, что не нужен барабан для сборки брекерного или брекерно-протекторного браслета с приводами для его функционирования, отпадает необходимость в устройстве для его переноса в позицию совмещения с формованным каркасом, не нужно сложное прикаточное устройство для прикатки брекера и протектора по сформованному профилю каркаса покрышки.
Установка бортового кольца в зоне посадочной канавки сборочного барабана на расстоянии от плечика, соответствующем его высоте, обеспечивает необходимое для улучшения качества сборки натяжение нитей корда в каркасе, которое может быть отрегулировано путем выбора расстояния А.
На фиг. 1 показаны наложение бортовых лент, слоев каркаса и установка бортовых колец;
на фиг. 2 - разжатие барабана и фиксация бортовых колец;
на фиг. 3 - заворот слоев на крыло;
на фиг. 4 - наложение слоев брекера и протектора;
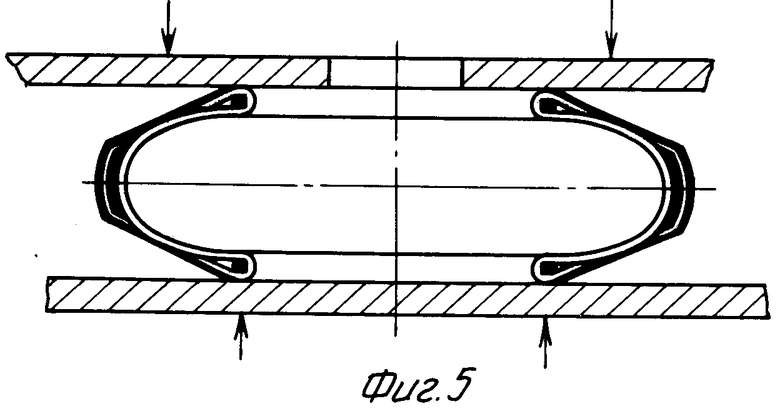
на фиг. 5 - формование.
Процесс сборки по предлагаемому способу осуществляется следующим образом.
На сложенный сборочный барабан 1 любыми известными средствами накладывают бортовые ленты 2, слои каркаса 3 или с зазором надевают браслет каркаса, в зоне посадочных канавок К сборочного барабана на расстоянии А от его заплечиков, соответствующем их высоте Н, устанавливают бортовые кольца 4.
Разжимают сборочный барабан 1, слои каркаса 3 приклеиваются к основанию О бортовых колец 4, участки ширины каркаса 3, соответствующие величине А, совмещаются с поверхностью П заплечика сборочного барабана и бортового кольца 4, устанавливаются в его канавках К.
Заворачивают слои 3 на крыло 4, любыми известными средствами накладывают слои брекера 5 и протектор 6.
Складывают сборочный барабан, снимают покрышку, затем ее формуют и вулканизуют в форматоре вулканизатора или формуют и вкладывают варочную камеру на воздушном экспендере и вулканизуют в индивидуальном вулканизаторе или автоклаве.
Предлагаемый способ позволяет упростить процесс изготовления радиальных покрышек.
Источники информации
1. Патент США N 4.007.069, кл. 156-123, 09.07.75; заявка Японии N 46-120690, 29.12.70.
2. Патент ФРГ 2.419.910, кл. B 29 H 17/22, 25.04.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК РАДИАЛЬНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2024408C1 |
| Способ сборки покрышек пневматических шин | 1969 |
|
SU494282A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2231445C2 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2147991C1 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU736486A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| СПОСОБ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК ИЗ УШИРЕННЫХ СЛОЕВ КОРДА | 1970 |
|
SU266203A1 |



Использование: при изготовлении радиальных покрышек, преимущественно для грузовых автомобилей. Способ включает наложение на сборочный барабан бортовых лент, слоев каркаса или одевание браслета, разжатие барабана и фиксацию бортовых колец, формование и заворот слоев на крыло. Формование производят после наложения слоев брекера и протектора. Бортовое кольцо устанавливают в зоне посадочной канавки сборочного барабана на расстоянии от заплечика, соответствующем его высоте. В результате упрощаются процесс изготовления радиальных шин и оборудование для их изготовления. 1 з.п.ф-лы, 5 ил.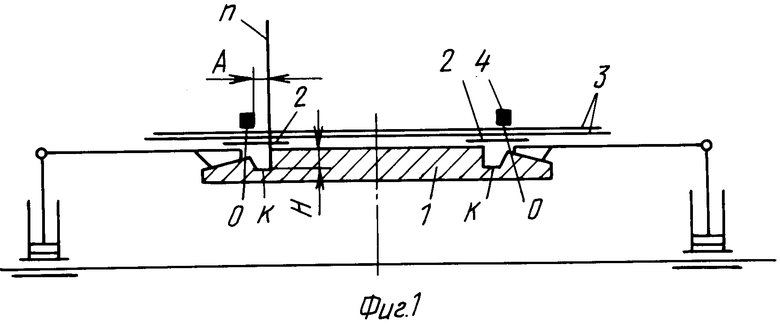
| КОЛОНКОВЫЙ ВЫСОКОВОЛЬТНЫЙ ВЫКЛЮЧАТЕЛЬ | 2010 |
|
RU2419910C1 |
| US 4007069 A, 09.07.75 | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
