Изобретение относится к обработке металлов давлением, в частности к сортовой прокатке, и может быть использовано при холодной прокатке контактных фасонных проводов, в том числе из высокопрочных износостойких медных сплавов, используемых на железных дорогах и в городском транспорте (троллейбусы, трамваи).
Контактный фасонный провод из чистой или легированной меди производится методом волочения или сортовой прокатки из круглой заготовки - катанки, полученной горячей прокаткой,либо литьем в графитовый кристаллизатор на установке непрерывного литья. При волочении точность размеров и формы сечения провода обеспечивается профилем фильер, а необходимые механические свойства обеспечиваются суммарным обжатием 60-70%.
Холодная прокатка фасонных контактных проводов не обеспечивает достаточно точного профиля (см. Ватрушин Л.С. Прокатка контактных проводов. ЦНИИНЦветмет. 1962, N 2).
При сортовой прокатке точность размеров и форму сечения провода предложено обеспечивать системой калибров прокатного стана, содержащей ряд чередующихся овальных и круглых калибров, а также формообразующих предчистового и чистового калибров, образованных ручьями двух валков, причем чистовой калибр по форме соответствует профилю контактного провода, а профили ручьев предчистового калибра выполнены в зависимости от профилей ручьев чистового калибра (см.патент РФ N 2048934, кл. В 21 В 1/16, 1994).
Однако известная система калибров не обеспечивает точность размеров и формы контактного профиля. Кроме того, имеет место изгиб профиля при прокатке в чистовом калибре из-за разности катающих диаметров по ширине ручья, а из-за несовпадения плоскости минимального сечения крепежного паза профиля в чистовом калибре с плоскостью перехода от трапецеидальной части в предчистовом калибре на поверхности полки рабочей части провода образуются закаты, препятствующие плотному прилеганию крепежных деталей подвески к контактному проводу. Наблюдается повышенный износ инструмента при формировании полок крепежного паза контактного провода в чистовом калибре в результате повышенного съема металла в этой части профиля. Эти недостатки предложенной калибровки, выявленные при прокатке медного контактного провода, неизбежно возрастают при прокатке более прочного контактного провода из высокопрочных и износостойких медных сплавов.
Цель изобретения - обеспечение необходимой формы и размеров получаемого в чистовой клети контактного фасонного провода, в том числе и из высокопрочных и износостойких медных сплавов, с одновременным увеличением стойкости рабочего инструмента и предотвращением изгиба профиля при прокатке. Цель достигается тем, что система калибров для холодной прокатки фасонного контактного провода содержит дополнительные формообразующие калибры, а именно, подготовительный и черновой калибры, имеющие определенную форму и размеры.
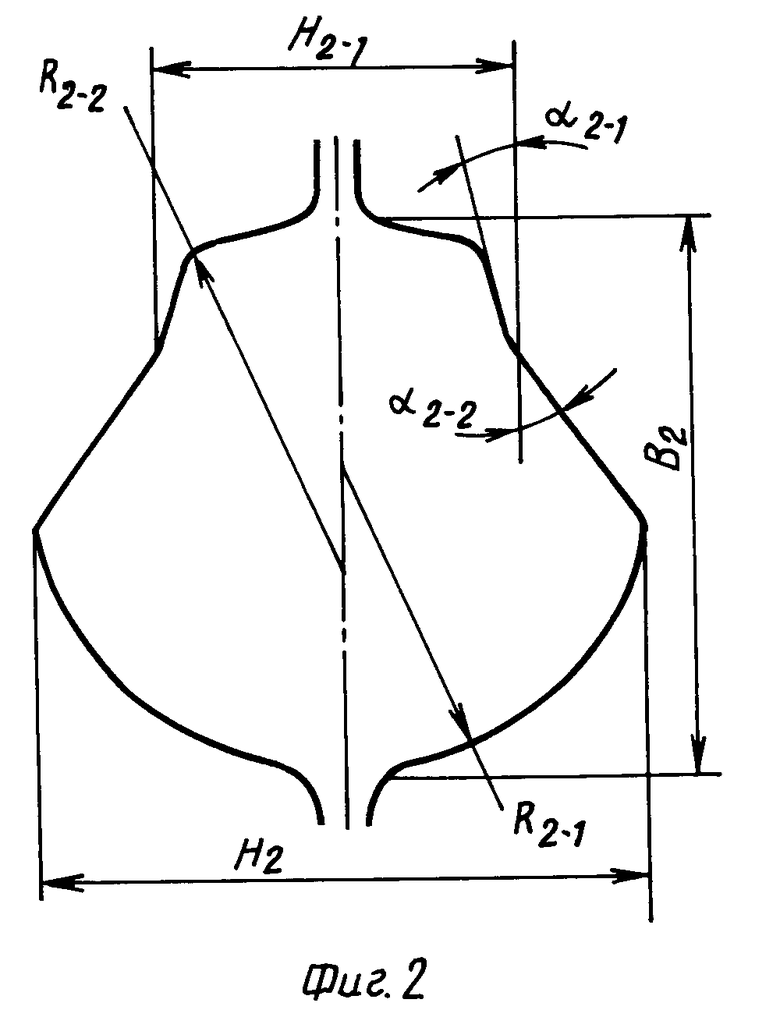
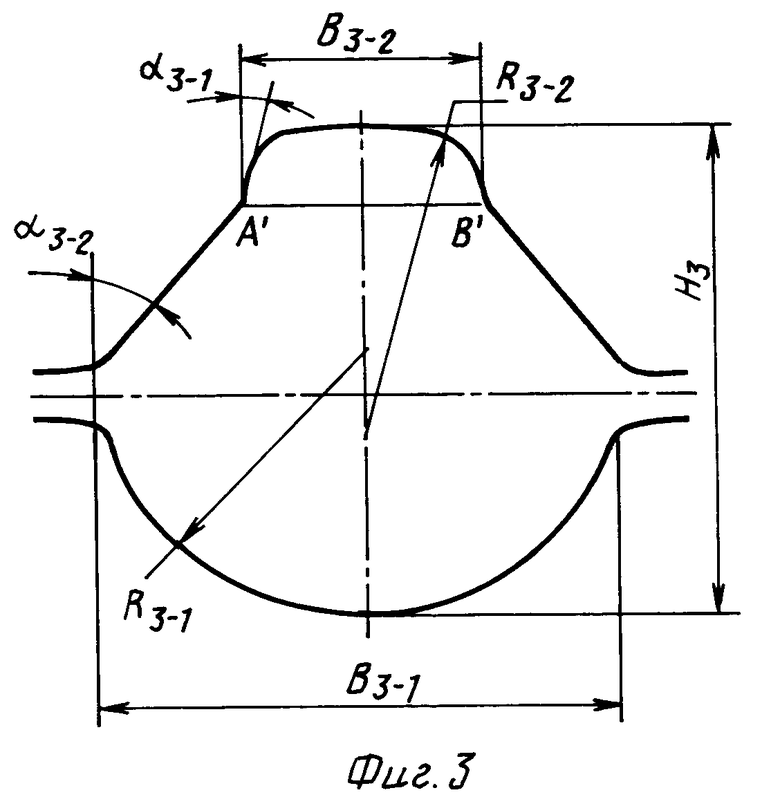
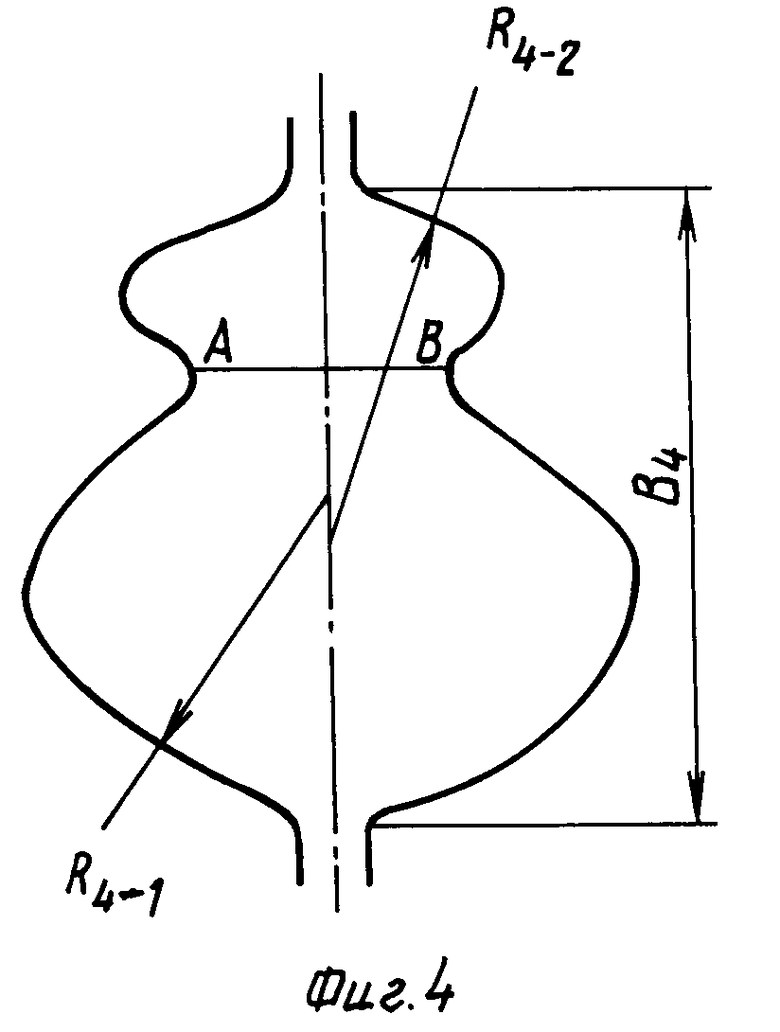
На фиг. 1 показан калибр подготовительной формообразующей клети; на фиг. 2 - калибр черновой формообразующей клети; на фиг. 3 - калибр предчистовой формообразующей клети; на фиг. 4 - калибр чистовой формообразующей клети, профиль которого соответствует профилю готового контактного фасонного провода.
Предчистовой формообразующий калибр (фиг.3) имеет профиль ручья одного валка, выполненный радиусом R3-1, равным 1,3-1,38 радиуса R4-1 части ручья чистового калибра, образующей рабочую поверхность контактного провода; профиль дна ручья второго валка предчистового калибра выполнен радиусом R3-2, равным 1,5-1,6 радиуса R4-2 части ручья чистового калибра, образующей крепежную часть контактного провода, боковые стенки ручья, примыкающие к дну ручья, выполнены с углом наклона α3-1, равным 2-4o, боковые стенки ручья, примыкающие к плоскости разъема предчистового калибра, выполнены с углем наклона к плоскости разъема α3-2, равным 1,11-1,15 угла наклона части ручья чистового калибра, образующей полку рабочей части контактного провода, при этом ширина дна В3-2 одного валка составляет 0,55-0,58 ширины В3-1 ручьев валков предчистового калибра, а высота Н3 предчистового калибра составляет 0,92-0,94 ширины В4 чистового калибра, кроме того, плоскость минимального сечения крепежного паза профиля в чистовом калибре АВ совпадает с плоскостью перехода от трапецеидальной части контактного провода А' В' в предчистовом калибре. Черновой формообразующий калибр (фиг.2) образован симметричными ручьями обоих валков с профилем ручья, боковые части которого выполнены радиусами R2-1 и R2-2, равными 0,81-0,84 соответствующих радиусов R3-1 и R3-2 предчистового формообразующего калибра, боковая часть дна ручья, примыкающая к поверхности, образованной радиусом R2-2 трапециевидной части калибра, имеет угол наклона α2-1, равным 3-5o к оси валка, а часть дна, примыкающая к поверхности ручья, образованной радиусом R2-1, имеет угол наклона α2-2, равный 50-52o к оси валка; при этом высота калибра Н2 составляет 0,88-0,92 ширины В3-1 предчистового калибра, ширина калибра В2 равна 1,22-1,26 высоты Н3 предчистового калибра, а высота калибра в трапециевидной части Н2-1 равна 0,96-0,97 от ширины дна В3-2 трапециевидной части предчистового калибра. Подготовительный формообразующий калибр (фиг.1) имеет профиль ручья одного валка, выполненный радиусом R1-1, равным 1,22-1,25 соответствующего радиуса R2-1 ручья чернового формообразующего калибра; профиль дна ручья второго валка выполнен радиусом R1-2, также равным 1,22-1,25 соответствующего радиуса R2-2 ручья чернового формообразующего калибра; боковые стенки ручья, примыкающие к дну ручья, выполнены с углом наклона α1-1, равным 10-14o; а боковые стенки, примыкающие к поверхности ручья, выполнены с углом наклона α1-2, равным 43-46o, при этом ширина дна ручья В1-1 составляет 0,58-0,62 от ширины В1 ручьев калибра, которая равна 1,18-1,22 высоты Н2 ручья чернового формообразующего калибра, общая высота подготовительного формообразующего калибра Н1 равна 0,91-0,92 ширины ручья В2 чернового формообразующего калибра. При этом в калибрах, несимметричных по ширине ручья (черновой и чистовой формообразующие калибры), чистоту поверхности части ручья калибра с большим катающим диаметром (поверхность ручья, формирующая трапецеидальную часть профиля в черновом формообразующем калибре, и поверхность ручья, формирующая крепежную часть контактного провода в чистовом калибре) рекомендуется изготавливать на 1-2 класса выше, чем остальную поверхность ручья.
Использование в калибровке четырех формообразующих калибров вместо двух в известном решении, позволило обеспечить более равномерное обжатие профиля по сечению калибра, что дало возможность получить контактный провод с более точно выполненными размерами и формой поперечного сечения (избежать местных утяжек), а также повысить срок службы инструмента, устранив значительный местный износ калибра, так как плоскость минимального сечения крепежного паза профиля в чистовом калибре совпадает с плоскостью перехода от трапецеидальной части в предчистовом калибре, то это предотвратило возможность образования закатов на поверхности полки рабочей части контактного провода, что позволило обеспечить плотное прилегание крепежных деталей подвески к контактному проводу. Изготовление калибров, несимметричных по ширине ручья, с более высокой чистотой поверхности части ручья с большими катающими диаметрами, способствовало уменьшению изгиба обрабатываемого провода при прокатке в этих калибрах.
Предлагаемая система калибров обеспечила получение качественного контактного провода из меди и высокопрочных износостойких медных сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2163173C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 2000 |
|
RU2174053C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 2003 |
|
RU2230617C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2178348C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1994 |
|
RU2048934C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
Система калибров предназначена для производства контактных фасонных проводов методом холодной прокатки на непрерывных станах в клетях с взаимно перпендикулярными валками. Система калибров содержит четыре формообразующих калибра - подготовительный, черновой, предчистовой и чистовой калибры, образованные ручьями двух валков, причем профили ручьев предчистового калибра выполнены в зависимости от профилей ручьев чистового калибра, профили ручьев чернового калибра выполнены в зависимости от профилей ручьев предчистового калибра, и профили ручьев подготовительного калибра выполнены в зависимости от профилей ручьев чернового калибра. Использование в калибровке четырех формообразующих калибров определенных профилей позволило обеспечить более равномерное обжатие профиля по сечению и получить контактный провод с более точными размерами и формой поперечного сечения. 4 ил.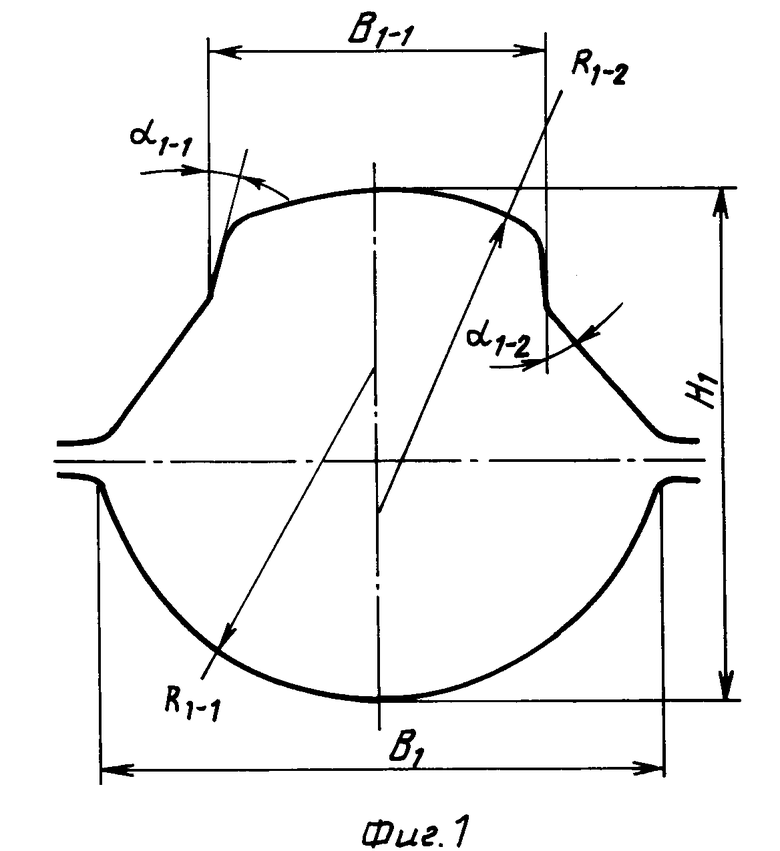
Система калибров для холодной прокатки фасонного контактного провода, содержащая чередующиеся овальные и круглые калибры, формообразующие предчистовой и чистовой калибры, образованные ручьями двух валков, причем чистовой калибр по форме соответствует поперечному профилю готового контактного провода, отличающаяся тем, что она содержит допольнительные формообразующие подготовительный и черновой калибры, причем предчистовой формообразующий калибр имеет профиль ручья одного валка, выполненный радиусом, равным 1,3 - 1,38 радиуса части ручья чистового калибра, образующей рабочую поверхность контактного провода, профиль дна ручья второго валка предчистового калибра выполнен радиусом, равным 1,5 - 1,6 части ручья чистового калибра, образующей крепежную часть контактного провода, боковые стенки ручья, примыкающие к дну ручья, выполнены с углом наклона 2 - 4o, боковые стенки ручья, примыкающие к плоскости разъема предчистового калибра, выполнены с углом наклона к плоскости разъема, равным 1,11 - 1,15 угла наклона части ручья чистового калибра, образующей полку рабочей части контактного провода, при этом ширина дна одного валка составляет 0,55 - 0,58 ширины ручьев валков предчистового калибра, а высота предчистового калибра составляет 0,92 - 0,94 ширины чистового калибра, кроме того, плоскость минимального сечения крепежного паза профиля в чистовом калибре совпадает с плоскостью перехода от трапецеидальной части контактного провода в предчистовом калибре, черновой формообразующий калибр образован симметричными ручьями обоих валков с профилем ручья, боковые части которого выполнены радиусами, равными 0,81 - 0,84 соответствующих радиусов предчистового формообразующего калибра, боковая часть дна ручья, примыкающая к поверхности, образованной радиусом трапециевидной части калибра, имеет угол наклона 3 - 5o к оси валка, а часть дна, примыкающая к поверхности ручья, образованной другим радиусом, имеет угол наклона 50 - 51o к оси валка, при этом высота калибра составляет 0,88 - 0.92 ширины предчистового калибра, ширина калибра равна 1,22 - 1,26 высоты предчистового калибра, а высота калибра в трапециевидной части равна 0,96 - 0,97 от ширины дна трапециевидной части предчистового калибра, подготовительный формообразующий калибр имеет профиль ручья одного валка, выполненный радиусом, равным 1,22 - 1,25 соответствующего радиуса ручья чернового формообразующего калибра, профиль дна ручья второго валка выполнен радиусом, также равным 1,22 - 1,25 соответствующего радиуса ручья чернового формообразующего калибра, боковые стенки ручья, примыкающие к дну ручья, выполнены с углом наклона 10 - 14o, а боковые стенки, примыкающие к поверхности ручья, выполнены с углом наклона 43 - 46o, при этом ширина дна ручья составляет 0,58 - 0,62 от ширины ручьев калибра, которая равна 1,18 - 1,22 высоты ручья чернового формообразующего калибра, общая высота подготовительного формообразующего калибра равна 0,91 - 0,92 ширины ручья чернового формообразующего калибра.
| Ватрушин Л.С | |||
| Прокатка контактных проводов, ЦНИИНЦветмет, 1962, N 2 | |||
| RU, патент, 2048934, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

