Изобретение относится к прокатному производству и может быть использовано при прокатке профилей с продольными пазами типа брусьев для футеровки шаровых мельниц, характеризующихся наличием подошвы, головки и продольных пазов, симметричных относительно одной оси.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки фасонного профиля РП-2 на линейном стане 300 [1, стр.176-178].
Данный способ предусматривает формирование готового профиля в полузакрытом чистовом и открытом предчистовом калибрах типа лежачей трапеции с разрезными гребнями, формирующими продольные пазы, которым предшествуют два подготовительных трапециевидных калибра с различным расположением осей симметрии при врезке в валки, из которых первый калибр открытого типа, второй - закрытого.
Недостатком этого способа является то, что для формирования профиля используются только два калибра сложной формы, предназначенных соответственно для прорезания продольных пазов и чистовой отделки профиля, что не обеспечивает полного заполнения фланцев и четкого выполнения их внешних углов. Использование только двух калибров для формирования продольных пазов профиля приводит к быстрой выработке разрезных гребней и появлению на профиле дефекта в виде ступенчатого паза. Использование закрытого трапециевидного калибра и чистового полузакрытого калибра в схеме прокатки требует применения одного валка большого диаметра, который не всегда можно применить в клетях со станинами закрытого типа.
Техническая задача, решаемая изобретением, состоит в улучшении качества прокатываемого профиля за счет точного выполнения его геометрии, стабилизации процесса прокатки и увеличении эксплуатационной стойкости валков.
Технический результат достигается тем, что в способе прокатки профилей с продольными пазами, включающем многопроходное обжатие заготовки в валках с калибрами, согласно изобретению формирование профиля начинают в ящичном несимметричном относительно вертикальной оси калибре с подготовительными углублениями с одной стороны ручьев для формирования будущей подошвы и после кантовки раската на 90° его задают в симметричный относительно вертикальной оси открытый трапециевидный калибр, образованный в верхней и нижней частях соответственно ручьями ящичных калибров меньшей и большей ширины, затем его кантуют на 90° и прокатывают в двух открытых калибрах типа лежачей трапеции с разрезными гребнями, формирующими продольные пазы профиля, где боковые грани гребней первого разрезного калибра выполняют по радиусам с углом при вершине гребня, равным 50-60°, и высотой гребня, равной 0,8 высоты продольного паза в готовом профиле. Далее раскат кантуют на 90° и прокатывают во втором симметричном относительно вертикальной оси открытом трапециевидном калибре, а окончательное оформление профиля после кантовки раската на 90° осуществляют в чистовом открытом калибре типа лежачей трапеции.
Известное и предложенное технические решения имеют следующие общие признаки: оба они являются способами прокатки профилей с продольными пазами, симметричными относительно одной оси, оба включают многопроходное обжатие заготовки в валках с калибрами.
Отличия предложенного способа состоят в том, что формирование профиля начинают в ящичном калибре, несимметричном относительно вертикальной оси, с подготовительными углублениями с одной стороны ручьев для формирования будущей подошвы профиля и после кантовки раската на 90° его задают в симметричный относительно вертикальной оси открытый трапециевидный калибр, образованный в верхней и нижней частях соответственно ручьями ящичных калибров меньшей и большей ширины, затем кантуют на 90° и прокатывают в двух открытых калибрах типа лежачей трапеции с разрезными гребнями, формирующими продольные пазы профиля, где боковые грани гребней первого разрезного калибра выполняют по радиусам с углом при вершине гребня, равным 50-60°, и высотой гребня, равной 0,8 высоты продольного паза в готовом профиле (hгр.разр=0,8 hгр.проф), далее раскат кантуют на 90° и прокатывают во втором симметричном относительно вертикальной оси открытом трапециевидном калибре, а окончательное оформление профиля, после кантовки раската на 90°, осуществляют в чистовом открытом калибре типа лежачей трапеции. Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в повышении точности выполнения геометрии профиля, стабилизации процесса прокатки и эксплуатационной стойкости валков.
Это свидетельствует о соответствии предложенного решения критерию изобретения «новизна». При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение, не были выявлены, и поэтому они обеспечивают заявляемому техническому решению «изобретательский уровень».
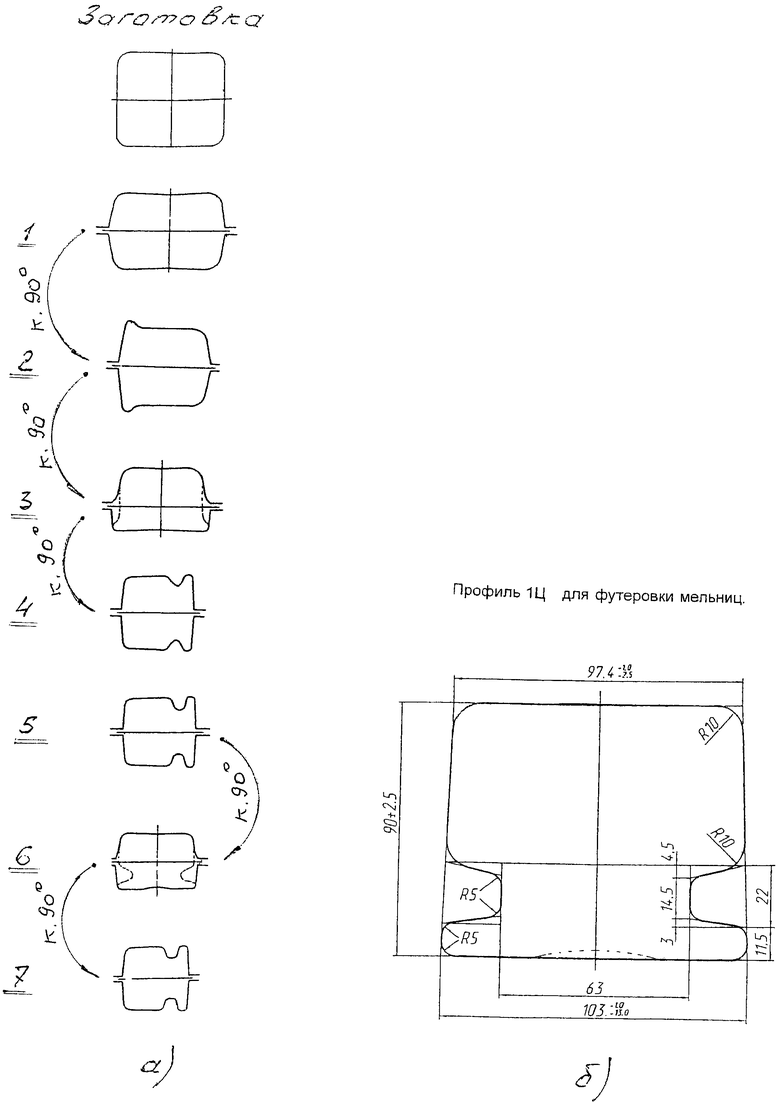
На чертеже «а» представлен предлагаемый способ прокатки профилей брусьев для футеровки шаровых мельниц.
Конкретный пример использования предложенного способа прокатки.
Данный способ использован при прокатке профиля бруса 1Ц (см. чертеж «б») для футеровки шаровых мельниц на стане 450 ОАО «НКМК».
Исходную заготовку сечением 150×150 мм нагревают до температуры 1230°С и прокатывают в ящичном калибре 1 до размеров h×b=118×160 мм. После кантовки раската на 90° дальнейшая прокатка осуществляется в ящичном несимметричном относительно вертикальной оси калибре 2 с подготовительными углублениями с одной стороны ручьев, равными 10 мм, для формирования будущей подошвы профиля, после чего раскат кантуют на 90° и задают в симметричный относительно вертикальной оси открытый трапециевидный калибр 3, образованный в верхней и нижней частях соответственно ручьями ящичных калибров меньшей - 118 мм и большей - 140 мм ширины и обжимают его до высоты, примерно равной высоте готового профиля в горячем состоянии - 95,5 мм. Затем раскат кантуют на 90° и прокатывают в двух открытых калибрах 4 и 5 типа лежачей трапеции с разрезными гребнями, формирующими продольные пазы профиля, где в первом разрезном калибре 4 боковые грани гребней выполнены по радиусам, равным 30 мм, которые сопрягаются в вершинах гребней и образуют угол при вершинах, равный 60°, высота гребней равна 16,3 мм, что составляет 0,8 от высоты продольного паза в готовом профиле. Крайние размеры подошвы и головки в калибре 4 равны соответственно 111,2 мм и 120 мм, ширина калибра - 98,5 мм, а в калибре 5 соответственно 101,1 мм и 110 мм, ширина - 101,5 мм, высота гребней - 22 мм. После прокатки во второй лежачей трапеции раскат кантуют на 90° и обжимают по высоте в предчистовом контрольном калибре 6, аналогичном по конструкции с калибром 3 и имеющим размеры по дну верхнего ручья - 101,3 мм, по дну нижнего - 112,0 мм, а по высоте калибра - 89,5 мм. Окончательное формирование профиля осуществляется в чистовом открытом калибре 7, аналогичном по конструкции калибрам 4 и 5, после кантовки раската на 90° из предчистового калибра. Размеры чистового калибра по элементам профиля следующие: по подошве - 104,5 мм, по головке - 96,5 мм, ширина калибра 91,3 мм, высота гребней - 20,3 мм.
Высотные коэффициенты деформации (η=H/h) по элементам профиля в калибрах типа лежачей трапеции 4, 5 и 7, формирующие продольные пазы профиля, имеют следующие значения
Такая схема прокатки брусьев для футеровки мельниц с вышеперечисленными коэффициентами высотой деформации по подошве, шейке и головке в калибрах типа лежачей трапеции обеспечивает устойчивую прокатку раската в калибрах, точность выполнения всех элементов профиля и повышает эксплуатационную стойкость валков.
При уменьшении угла гребней в 1-м разрезном калибре менее 50° значительно увеличивается выработка гребней в следующем по ходу прокатки калибре, а при увеличении угла гребней более 60° значительно увеличивается утяжка фланцев в этом калибре, что не обеспечивает их полного оформления при прокатке в следующих калибрах.
При уменьшении высоты разрезных гребней в 1-м разрезном калибре менее 0,8 от высоты продольного паза в готовом профиле увеличивается утяжка фланцев во 2-м разрезном калибре и быстрая выработка гребней этого калибра, при увеличении высоты разрезных гребней более 0,8 от высоты продольного паза в готовом профиле приводит к непроработке дна паза в следующих калибрах и к появлению на готовом профиле дефекта в виде ступенчатого паза.
Технико-экономические преимущества предложенного способа состоят в том, что в нем предусмотрено формирование продольных пазов профиля в трех открытых калибрах лежачей трапеции, а высота профиля контролируется в предчистовом симметричном относительно вертикальной оси трапециевидном калибре. В схеме калибровки профиля отсутствуют закрытые калибры, что ликвидирует необходимость в использовании валков большого диаметра, которые не всегда можно использовать в клетях с закрытыми станинами.
Источники информации
1. Б.М.Илюкович, Н.Е.Нехаев, В.П.Капелюшный. Прокатка и калибровка /справочник/. Под ред. проф. Б.М.Илюковича. В 6-ти Т. Т.3 - Днепропетровск: РВА «Днiпро-ВАЛ», 2003, - 429 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |
| Способ калибровки профилей П-образной формы | 1988 |
|
SU1526856A1 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2254942C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
Изобретение предназначено для улучшения качества профилей с продольными пазами типа брусьев для футеровки шаровых мельниц, характеризующихся наличием подошвы, головки и продольных пазов, симметричных относительно друг друга. Способ включает многопроходное обжатие заготовки в валках с калибрами. Повышение точности выполнения геометрии профиля, увеличение производительности и эксплуатационной стойкости валков обеспечивается за счет того, что начальное формирование профиля производят в ящичном несимметричном относительно вертикальной оси калибре с углублениями с одной стороны ручьев, затем осуществляют кантовку на 90° и прокатку раската в симметричном относительно вертикальной оси открытом трапециевидном калибре, образованном в верхней и нижней частях соответственно ручьями ящичных калибров меньшей и большей ширины, производят кантовку на 90° и прокатку в двух открытых калибрах типа лежачей трапеции с разрезными гребнями, формирующими продольные пазы профиля, где боковые грани гребней первого разрезного калибра выполняют по радиусам с углом при вершине гребня, равным 50-60°, и высотой гребня, равной 0,8 от высоты продольного паза в готовом профиле, кантовку на 90° и прокатку во втором симметричном относительно вертикальной оси трапециевидном калибре, являющемся предчистовым, а окончательное оформление профиля осуществляют в чистовом открытом калибре типа лежачей трапеции. 1 ил.
Способ прокатки профилей с продольными пазами типа брусьев для футеровки шаровых мельниц, включающий в себя многопроходное обжатие заготовки в валках с калибрами, отличающийся тем, что формирование профиля начинают в ящичном несимметричном относительно вертикальной оси калибре с подготовительными для формирования подошвы углублениями с одной стороны ручьев, а после кантовки раската на 90° его задают в симметричный относительно вертикальной оси открытый трапециевидный калибр, образованный в верхней и нижней частях соответственно ручьями ящичных калибров меньшей и большей ширины, затем кантуют на 90° и прокатывают в двух открытых разрезных калибрах типа лежачей трапеции с разрезными гребнями, формирующими продольные пазы профиля, где боковые грани гребней первого разрезного калибра выполнены по радиусам с углом при вершине гребня, равным 50-60°, и высотой гребня, равной 0,8 высоты продольного паза в готовом профиле, далее раскат кантуют на 90° и прокатывают во втором симметричном относительно вертикальной оси открытом трапециевидном калибре, а окончательное формирование профиля после кантовки раската на 90° осуществляют в чистовом открытом калибре типа лежачей трапеции.
| ИЛЮКОВИЧ Б.М | |||
| и др | |||
| Прокатка и калибровка (справочник), т.3 | |||
| - Днепропетровск: РВА Днiпро-ВАЛ, 2003, с.429 | |||
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2001 |
|
RU2223156C2 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| RU 99123482 А, 20.10.2001 | |||
| US 4400962 А, 30.08.1983. | |||

