Изобретение относится к области обработки металлов давлением, в частности к сортовой прокатке, и может быть использовано при холодной прокатке контактных фасонных проводов, используемых на железных дорогах и в городском транспорте (троллейбусы, трамваи).
Контактный фасонный провод из чистой или легированной меди производится в России и за рубежом методом волочения из круглой заготовки-катанки, полученной горячей прокаткой. Точность размеров и формы сечения провода обеспечивается профилем фильер, а необходимые механические свойства обеспечиваются суммарным обжатием 60-70% В основном применяется многократное волочение.
В СССР были попытки освоить холодную прокатку фасонных контактных проводов [1 и 2] которые закончились неудачей, в основном из-за трудности получения достаточно точного профиля провода при прокатке.
Цель изобретения обеспечение необходимой формы и размеров получаемого в чистовой клети профиля контактного фасонного провода.
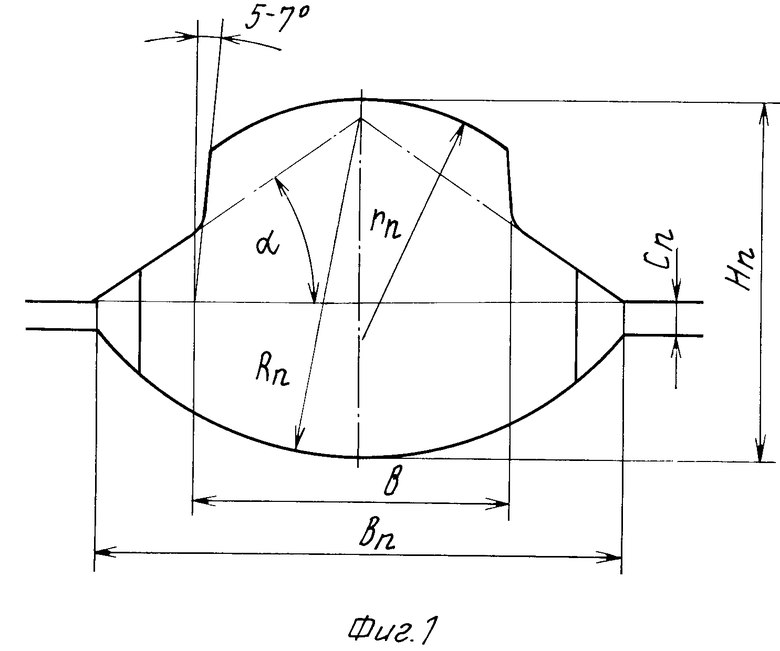
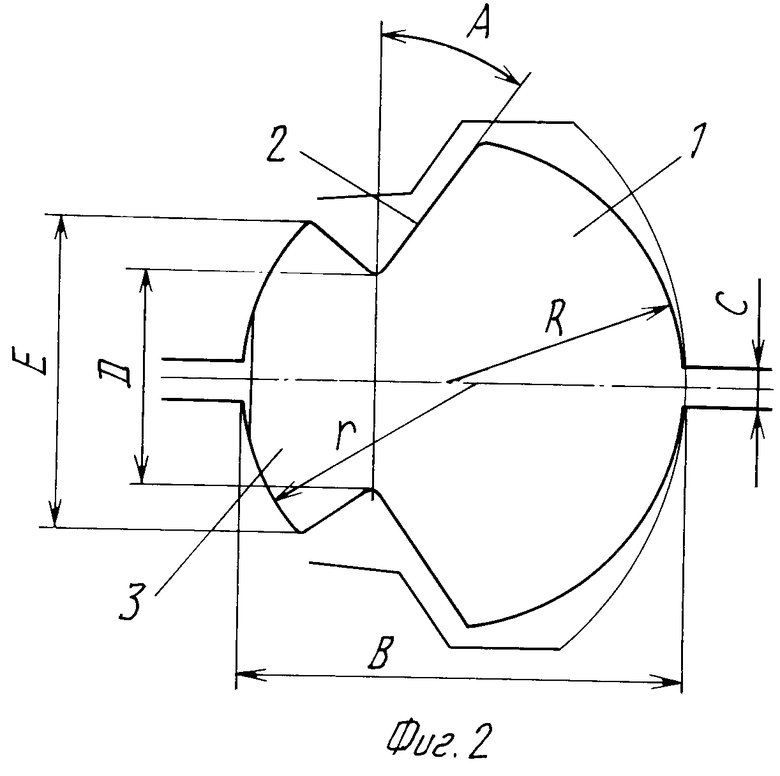
На фиг. 1 показан калибр предчистовой клети; на фиг. 2 калибр чистовой клети и профиль фасонного контактного провода.
Цель достигается специальной формой и размерами предчистового калибра, образуемого ручьями двух валков, из которых один выполнен в виде овала с радиусом Rп, равным 1,5-1,6 радиуса R рабочей части 1 профиля провода, а другой с профилем, совмещенным из сторон треугольника с углом а наклона к цилиндрической поверхности валка, равным 1-1,1 угла А наклона полки 2 крепежного паза профиля провода, из овала с радиусом rп, равным 1,1-1,4 радиуса r крепежной части 3 профиля провода, из сторон трапеции с наклоном 5-7о при ширине основания в трапеции, равной 0,6-0,7 ширины Вп ручья, а высота калибра Нп равна 0,95-0,98 ширины В чистового калибра. Эта форма предчистового калибра обеспечивает получение профиля, который при обжатии в чистовой клети устойчив от сваливания и, при соответствующей регулировке раствора валков С чистовой клети и Сп предчистовой клети, обеспечивает точное формирование рабочей части провода при небольшом незаполнении крепежной части провода, что допустимо.
Несимметричное заполнение калибра чистовой клети, дающее возможность точного формирования рабочей поверхности с радиусом R и крепежных пазов провода, обеспечивается именно предлагаемой формой предчистового калибра. При возникновении переполнения ("лампаса") или незаполнения (искажение радиуса R) рабочей части провода достаточно соответственно уменьшить или увеличить раствор валков Сп предчистовой клети при нормальных размерах D, E крепежного паза, которые регулируются изменением раствора валков С чистовой клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 2003 |
|
RU2230617C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2178348C2 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2163173C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1997 |
|
RU2113293C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 2000 |
|
RU2174053C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| Способ изготовления контактного провода | 1983 |
|
SU1101323A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
Использование: при производстве контактных фасонных проводов методом холодной прокатки. Сущность изобретения: калибровка содержитт ряд чередующихся овальных и круглых калибров двухвалковых клетей, предчистовой и чистовой калибры. Предчистовой калибр выполнен с профилем дна ручья одного валка, образованного радиусом, равным 1,5-1,6 радиуса соответствующей части ручьев чистового калибра, с профилем ручья второго валка, образованного радиусом, равным 1,1-1,4 радиуса соответствующей части ручьев чистового калибра, при этом боковые стенки ручья, примыкающие к плоскости разъема, выполнены с углом наклона к плоскости разъема, равным 1-1,1 угла наклона части ручья чистового калибра, образующей полку рабочей части контактного провода, ширина дна ручья одного валка составляет 0,6-0,7 ширины ручьев валков, а высота составляет 0,95-0,98 ширины чистового калибра. Это позволяет получить качественную продукцию методом прокатки. 2 ил.
КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА, содержащая ряд чередующихся овальных и круглых калибров двухвалковых клетей, предчистовой калибр и чистовой калибр по форме поперечного профиля готового контактного провода, образованные ручьями криволинейной формы, отличающаяся тем, что профиль ручья одного валка предчистового калибра выполнен радиусом, равным 1,5 1,6 радиуса части ручьев чистового калибра, образующих рабочую поверхность контактного провода, профиль дна ручья второго валка предчистового калибра выполнен радиусом, равным 1,1 1,4 радиуса части ручья чистового калибра, образующей крепежную часть контактного провода, боковые стенки ручья, примыкающие к дну ручья, выполнены с углом наклона 5 - 7o, боковые стенки ручья, примыкающие к плоскости разъема предчистового калибра, выполнены с углом наклона к плоскости разъема, равным 1 1,1 угла наклона части ручья чистового калибра, образующей полку рабочей части контактного провода, при этом ширина дна ручья одного валка составляет 0,6 - 0,7 ширины ручьев валков предчистового калибра, а высота предчистового калибра составляет 0,95 0,98 ширины чистового калибра.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ватрушин Л.С | |||
| Прокатка контактных проводов, ЦИИНЦветмет, 1962, N 9. | |||
