Изобретение относится к обработке металлов давлением, в частности к сортовой прокатке, и может быть использовано при холодной прокатке контактных фасонных профилей, в том числе на высокопрочных износостойких медных сплавов, используемых на железных дорогах и в городском транспорте (троллейбусы, трамваи).
Контактный фасонный провод из чистой или легированной меди производится методом волочения или сортовой прокатки из круглой заготовки-катанки, полученной горячей прокаткой, либо литьем в графитовый кристаллизатор на установке непрерывного литья. При волочении точность размеров и формы сечения провода обеспечиваются профилем фильер, а необходимые механические свойства обеспечиваются суммарным обжатием 60 - 70% [1] .
Холодная прокатка фасонных контактных проводов не обеспечивает необходимой точности профиля. При сортовой прокатке точность размеров и форма сечения провода обеспечивается системой калибров прокатного стана, содержащей ряд чередующихся овальных и круглых калибров, а также формообразующих предчистового и чистового калибров, образованных ручьями двух валков [2] .
Однако известная система калибров также не обеспечивает точность размеров и формы контактного провода.
Наиболее близкой системой калибров для холодной прокатки фасонного контактного провода к предлагаемой является система калибров [3] , содержащая чередущиеся овальные и круглые калибры, формообразущие предчистовой и чистовой калибры и дополнительные формообразующие подготовительный и черновой калибры, при этом профили ручьев какого калибра, начиная с предчистового, против хода прокатки, выполняют в зависимости от профиля ручьев каждого предыдущего калибра по определенным зависимостям.
Эта система калибров также не обеспечивает точность размеров и форму контактного провода в месте его крепежной части. Так как в чистовой калибр, имеющий форму разрезного калибра, подкат поступает из предчистового калибра такой формы и размеров поперечного сечения, которые не ликвидируют в чистовом калибре утяжки сечения профиля контактного провода в его крепежной части из-за большой разности величин вытяжки в той части чистового калибра по его ширине. Одновременно с этим, из-за принятой формы ручья предчистового калибра, соответствующего рабочей части контактного провода в виде однорадиусного сегмента заданных размеров, нарушается необходимое самоцентрирование сечения подката в чистовом калибре, из-за чего возникает незаполнение или переполнение чистового калибра в местах его разъема.
Целью изобретения является обеспечение необходимой формы и точности размеров контактного провода, за счет ликвидации утяжки части сечения профиля в чистовом калибре, соответствующей крепежной части контактного провода, а также создание условий самоцентрирования подката в черновом и чистовом калибрах, исключающих незаполнение одной части и переполнения противоположной части калибров по их разъемам.
Эта цель достигается тем, что в системе калибров для холодной прокатки фасонного контактного провода, включающей систему вытяжных калибров различной формы и систему формообразующих двухручьевых калибров, состоящую из подготовительного, чернового, предчистового и чистового калибров, где чистовой калибр по форме соответствует поперечному сечению профиля готового контактного провода, предчистовой калибр имеет профиль ручья одного валка, выполненный радиусом, равным 1-1,25 радиуса части ручья чистового калибра, образующей рабочую поверхность контактного провода, профиль ручья второго валка предчистового калибра выполнен радиусом, равным 1-1,09 радиуса части ручья чистового калибра, образующей крепежную часть контактного провода, высота ручья каждого валка составляет 0,1-0,3 высоты предчистового калибра, при этом центральная часть дна ручья каждого валка выполнена горизонтальной и составляет по длине 1-2 мм, черновой калибр образован симметричными ручьями обоих валков, составляющими разрезной калибр, причем форма и размеры ручьев по ширине калибра одинаковы с формой и размерами по ширине симметричных ручьев чистового разрезного калибра, высота чернового калибра составляет 1,02-1,2 высоты чистового калибра, подготовительный калибр имеет профиль дна ручья одного валка, выполненного радиусом, равным 1-1,25 радиуса части чистового калибра, образующей рабочую часть контактного провода, боковые стенки ручья, примыкавшие к линии разъема подготовительного калибра, выполнены с углом наклона к линии разъема калибра, равным 45-75o, ширина дна ручья составляет 0,65-0,80 ширины подготовительного калибра, профиль дна ручья второго валка подготовительного калибра выполнен радиусом, равным 1,7-2,55 радиуса части чистового калибра, образующей крепежную часть контактного провода, ширина дна ручья составляет 0,9-1,1 ширины дна смежного ручья подготовительного калибра, при этом расстояние по высоте в подготовительном калибре между плоскостями переходов от трапецеидальных частей контактного провода в подготовительном калибре составляет 0,8-0,95 той части ширины ручья чистового калибра, которая равна высоте рабочей части контактного провода.
Наличие в заявляемой системе калибров новых существенных признаков по сравнению с прототипом, позволяет сделать вывод о соответствии его критерию "новизна".
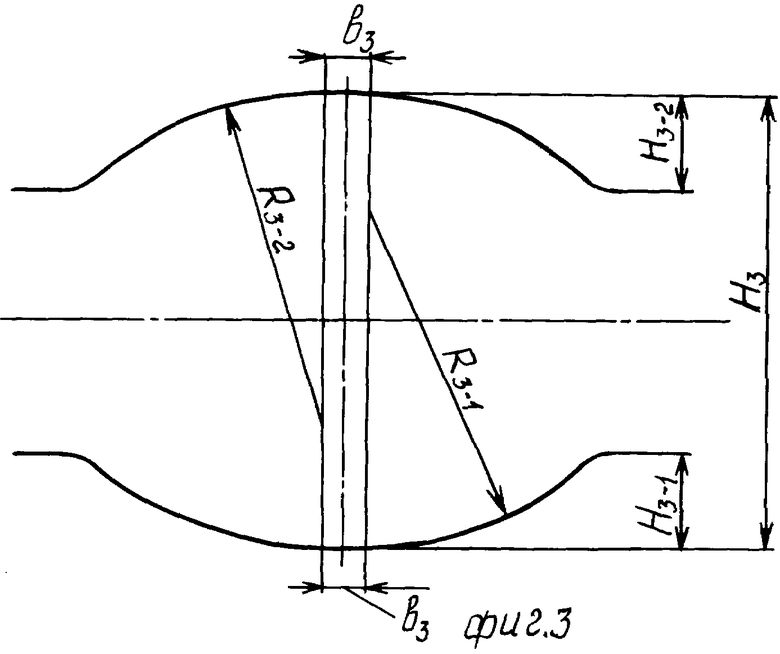
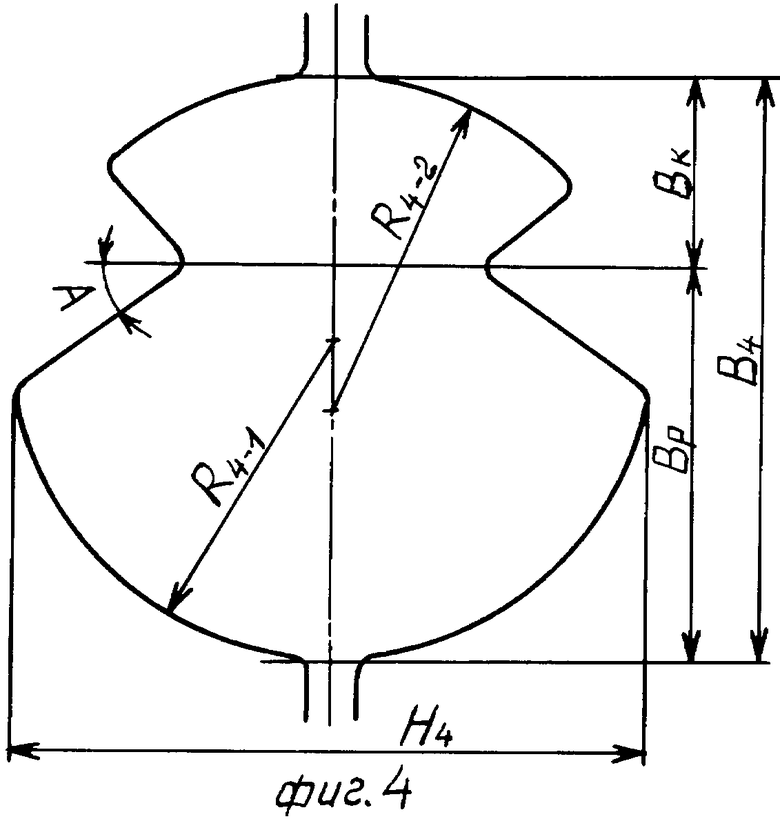
Заявляемое изобретение поясняется чертежами, где на фиг. 1 показан формообразующий подготовительный калибр. На фиг. 2 - черновой разрезной калибр, на фиг. 3 - предчистовой калибр, на фиг. 4 - чистовой калибр, форма и размеры которого соответствуют профилю готового контактного фасонного провода.
Чистовой калибр (фиг. 4) выполнен по размерам, соответствующим профилю готового контактного провода, ширина калибра В4 составляет сумму ширины ручья Вк, соответствующей высоте крепежной части провода и ширины ручья Вр, соответствующей высоте рабочей части провода, высота калибра H4 равна максимальной ширине контактного провода, радиусы R4-1 и R4-2 равны радиусам соответствующих частей провода, угол A равен углу наклона полки рабочей части провода к горизонтали.
Предчистовой калибр (фиг. 3) имеет профиль ручья одного валка, выполненный радиусом R3-1, равным 1-1,25 радиуса R4-1 части ручья чистового калибра, образующей рабочую поверхность контактного провода, профиль ручья второго валка предчистового калибра выполнен радиусом R3-2, равным 1-1,09 радиуса R4-2 части ручья чистового калибра, образующей крепежную часть контактного провода, высота ручья каждого валка H3-1 и H3-2 составляет 0,1-0,3 высоты H3 калибра, при этом центральная часть B3 дна ручья каждого валка выполнена горизонтальной и составляет по длине 1-2 мм.
Черновой калибр (фиг. 2) образован симметричными ручьями обоих валков, составляющих калибр, форма и размеры ручьев которого по ширине B2 одинаковы с формой и размерами ручьев по ширине В4 чистового калибра, высота чернового калибра H2 составляет 1,02-1,2 высоты чистового калибра H4, радиусы боковых частей ручьев калибра R4-1, R4-2.
Подготовительный калибр (фиг. 1) выполнен высотой H1, составляющей 0,9-0,98 ширины В4 чистового калибра, имеет профиль дна ручья одного валка, выполненного радиусом R1-1, равным 1-1,25 радиуса R4-1 части чистового калибра, образующей рабочую часть контактного провода, боковые стенки ручья, примыкающие к линии разъема подготовительного калибра, выполнены с углом наклона к линии разъема калибра α1-1, равным 45-75o, ширина дна ручья B1-1 составляет 0,65-0,8 ширины В1 ручья калибра, профиль дна ручья второго валка подготовительного калибра выполнен радиусом R1-2, равным 1,7-2,55 радиуса R4-2 части чистового калибра, образующей крепежную часть контактного провода, боковые стенки ручья, примыкающие к дну ручья, выполнены с углом наклона α1-3, равным 1-5,0o, боковые стенки ручья, примыкающие к линии разъема подготовительного калибра, выполнены с углом наклона к линии разъема α1-2, равным 1,05-1,2 угла наклона A части ручья чистового калибра, образующей полку рабочей части контактного провода, ширина дна ручья В1-2 составляет 0,9-1,1 ширины В1-1 дна смежного ручья калибра, при этом расстояние H1-1 по высоте в подготовительном калибре между плоскостями К-К и N-N переходов от трапецеидальных частей сечения контактного провода в подготовительном калибре составляет 0,8-0,95 части ширины чистового калибра Вр, равной высоте рабочей частя контактного провода.
Предлагаемая система формообразующих калибров выполнена по форма и размерам, полученным экспериментальным путем на опытной установке.
Использование в системе калибров предлагаемых по форме и размерам четырех последних по ходу прокатки калибров позволило устранить неполное заполнение, утяжку углов дна ручьев чистового калибра, примыкающих к полкам крепежной части контактного провода, а также обеспечить необходимую форму сечения готового контактного провода.
Источники информации
1. Ватрушин Л. С. Прокатка контактных проводов. ЦНИИНЦветмет, 1962 г. N 2.
2. Патент РФ N 2048934, кл. В 21 В 1/16, 1994 г.
3. Патент РФ N 2113293, кл. В 21 В 1/16, 1998 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 2003 |
|
RU2230617C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2163173C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1997 |
|
RU2113293C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 2000 |
|
RU2174053C1 |
| КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1994 |
|
RU2048934C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |

Система калибров предназначена для производства контактных фасонных проводов методом холодной прокатки на непрерывных станах в клетях с взаимно перпендикулярными валками. Задача изобретения - обеспечение точности изготовляемого изделия. Система калибров включает систему вытяжных калибров и систему формообразующих двухручьевых калибров, состоящую из подготовительного, чернового, предчистового и чистового калибров, причем чистовой калибр по форме соответствует поперечному сечению профиля готового контактного провода, профили ручьев предчистового калибра выполнены в зависимости от профилей ручьев чистового калибра, образующих рабочую поверхность и крепежную часть контактного провода, при этом высота ручья каждого валка составляет 0,1 - 0,3 высоты предчистового калибра, при этом центральная часть дна ручья каждого валка выполнена горизонтальной и составляет по длине 1 - 2 мм, профили ручьев чернового калибра образованы симметричными ручьями обоих валков, составляющими разрезной калибр, подготовительный калибр имеет профиль дна ручья одного валка, выполненного радиусом, равным 1 - 1,25 радиуса части чистового калибра, профиль дна ручья второго валка подготовительного калибра выполнен радиусом, равным 1,7 - 2,55 радиуса части чистового калибра. Использование в системе калибров предлагаемых по форме и размерам четырех последних по ходу прокатки калибров позволило устранить неполное заполнение, утяжку углов дна ручьев чистового калибра, примыкающих к полкам крепежной части контактного провода, а также обеспечить необходимую форму сечения готового контактного провода. 4 ил.
Система калибров для холодной прокатки фасонного контактного провода, включающая систему вытяжных калибров различной формы и систему формообразующих двухручьевых калибров, состоящую из подготовительного, чернового, предчистового и чистового калибров, причем чистовой калибр по форме соответствует поперечному сечению профиля готового контактного провода, отличающаяся тем, что предчистовой калибр имеет профиль ручья одного валка, выполняемый радиусом, равным 1-1,25 радиуса части ручья чистового калибра, образующей рабочую поверхность контактного провода, профиль ручья второго валка предчистового калибра выполнен радиусом, равным 1-1,09 радиуса части ручья чистового калибра, образующей крепежную часть контактного провода, высота ручья каждого валка составляет 0,1-0,3 высоты предчистового калибра, при этом центральная часть дна ручья каждого валка выполнена горизонтальной и составляет по длине 1-2 мм, черновой калибр образован симметричными ручьями обоих валков, составляющими разрезной калибр, причем форма и размеры ручьев по ширине калибров одинаковы с формой и размерами по ширине симметричных ручьев чистового калибра, высота чернового калибра составляет 1,02-1,2 высоты чистового калибра, подготовительный калибр имеет профиль дна ручья одного валка, выполненного радиусом, равным 1-1,25 радиуса части чистового калибра, образующей рабочую часть контактного провода, боковые стенки ручья, примыкающие к линии разъема подготовительного калибра, выполнены с углом наклона к линии разъема калибра, равным 45-75o, ширина дна ручья составляет 0,65-0,8 ширины подготовительного калибра, профиль дна ручья второго валка подготовительного калибра выполнен радиусом, равным 1,7-2,55 радиуса части чистового калибра, образующей крепежную часть контактного провода, ширина дна ручья составляет 0,9-1,1 ширины дна смежного ручья подготовительного калибра, при этом расстояние по высоте в подготовительном калибре между плоскостями переходов от трапецеидальных частей контактного провода в подготовительном калибре составляет 0,8-0,95 той части ширины ручья чистового калибра, которая равна по высоте рабочей части контактного провода.
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1997 |
|
RU2113293C1 |
| Способ прокатки арматурных стержней | 1985 |
|
SU1242265A1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1994 |
|
RU2048934C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОНОВ | 2003 |
|
RU2241954C1 |
| DE 1814238 С2, 19.05.1982. | |||

