Изобретение относится к прокатному производству и может быть использовано при прокатке асимметричных профилей, преимущественно железнодорожных типа бесшеечного трамвайного рельса, характеризующихся наличием по ширине профиля подошвы, головки, желоба и губы.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки трамвайных бесшеечных желобчатых рельсов [1, стр.350-353, табл.V].
Недостатком способа оказывается применение трапециевидных калибров 1-2 с большой горизонтальной осью. Такие калибры работают неустойчиво, требуют повышенного внимания к их настройке, что отражается на снижении производительности и ухудшении качества.
Другим недостатком способа прокатки оказывается то, что оформление высоты губы профиля производится за счет прямого обжатия по высоте окантованного в вертикальное положение симметричного трапециевидного раската 3; при этом резко ограничивается высота губы профиля, которую можно получить, и ухудшается ее оформление в верхней части, где происходит утяжка при прокатке.
Недостатками этого способа является также большое количество закрытого типа калибров с глубоким врезом в теле валков [калибры 1, 2, 3, 5, 7 (1, табл.V]. Это значительно ослабляет валки, усложняет изготовление калибров, а также прокатку полосы в них из-за значительного защемления ее в закрытых ручьях.
В указанных выше калибрах, включая также калибр 6, недостатком оказывается наличие «замков» по левой и правой стороне калибров в местах их раскрытии. Это усложняет расточку валков и приведет к повышенному их расходу в случае выкрашивания участков «замков» при прокатке и в процессе транспортировки валков и, соответственно, к ухудшению качества продукции.
Техническая задача, решаемая изобретением, состоит в улучшении качества прокатываемого профиля за счет точного выполнения его геометрии, увеличения производительности стана и эксплуатационной стойкости валков.
Технический результат достигается тем, что в способе прокатки асимметричных профилей преимущественно типа бесшеечного трамвайного рельса, включающем многопроходное обжатие заготовки в валках с калибрами, согласно изобретению начальное формирование профиля начинают в симметричном относительно вертикальной оси трапециевидном калибре, образованном в верхней и нижней частях соответственно ручьями ящичных калибров меньшей и большей ширины. Далее раскат поступает в наклоненный под углом 10°÷15° с раскрытием по диагонали типа неравнополочной трапеции калибр, образованный углообразными нижним и верхним ручьями, боковые стенки которых выполнены к основанию соответственно под углом 90° и 100°÷105°). Здесь раскат обжимается по высоте и по одной из диагоналей. По другой диагонали при этом происходит уширение.
Затем раскат после кантования на 90° прокатывается в системе фасонных калибров с чередованием по высоте раскрытия калибров в боковые стороны и с ориентацией большей стороны раската из первоначального трапециевидного калибра в сторону губы профиля. Окончательное оформление профиля производят в предчистовом и чистовом калибрах, имеющих одинаковые раскрытия ручьев.
Известное и предложенное технические решения имеют следующие общие признаки: оба они являются способами прокатки асимметричных профилей типа бесшеечного трамвайного рельса, оба включают многопроходное обжатие заготовки в валках с калибрами.
Отличия предложенного способа состоят в том, что формирование профиля начинают в симметричном относительно вертикальной оси трапециевидном калибре, образованном в верхней и нижней частях соответственно ручьями ящичных калибров меньшей и большей ширины, затем раскат поступает в наклоненный под углом 10°÷15° к горизонтали с раскрытием по диагонали типа неравнополочной трапеции калибр, образованный углообразными нижним и верхним ручьями, боковые стенки которых выполнены к основанию соответственно под углом 90° и 100°÷105°, где обжимаются по высоте и одной из диагоналей. Затем раскат после кантования на 90° прокатывается в системе фасонных калибров с чередованием по высоте раскрытия калибров в боковые стороны и с ориентацией большей стороны раската из неравнополочного трапециевидного калибра в сторону губы профиля. Окончательное оформление профиля производят в предчистовом и чистовом калибрах, имеющих одинаковое раскрытие.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в повышении точности выполнения геометрии профиля, увеличении производительности стана и эксплуатационной стойкости валков.
Это свидетельствует о соответствии предложенного решения критерию изобретения «новизна». При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение, не были выявлены, и поэтому они обеспечивают заявляемому техническому решению соответствие критерию «изобретательский уровень».
На фиг.1 «а» представлен предлагаемый способ прокатки асимметричного профиля бесшеечного трамвайного рельса (фиг.1 «б»). По этому способу из прямоугольной заготовки предусмотрено получение подката в трапециевидном калибре, образованном в верхней и нижней частях соответственно ручьями ящичных калибров меньшей и большей ширины. Далее раскат поступает в наклоненный под углом 10°÷15° с раскрытием по диагонали типа неравнополочной трапеции калибр, образованный углообразными нижним и верхним ручьями, боковые стенки которых выполнены к основанию соответственно под углом 90° и 100°÷105°, где деформируется по высоте и одной из диагоналей, затем раскат после кантования на 90° прокатывается в системе фасонных калибров с чередованием по высоте раскрытия калибров в боковые стороны и с ориентацией большой стороны раската в сторону губы профиля. Окончательное оформление профиля производят в предчистовом и чистовом калибрах, имеющих одинаковое раскрытие ручьев.
Пример реализации способа при прокатке профиля бесшеечного трамвайного рельса (фиг.1 «б»)
Необходимо отметить, что у данного профиля губа на 7 мм выше, а толщина верхнего основания ее меньше на 4 мм по сравнению с прототипом, поэтому получить такой профиль прокатки значительно сложнее.
Исходный раскат из стали М76 сечением 210×180 мм нагретый до температуры 1230°С прокатывают в клети «900» рельсобалочного стана в трапециевидном калибре 1 (фиг.1 «а») до размеров 150 мм на высоте, шириной верхнего основания 180 мм, а нижнего - 200 мм.
Далее в наклоненном под углом 12° калибре 2, являющемся первым калибром на линии 800 I, раскат приобретает форму неравнополочной трапеции с основными размерами 115 мм по толщине, 185 мм - ширина верхнего основания, 240 мм - ширина нижнего основания.
Наклон калибра предусмотрен с целью формирования несимметричной трапеции, а также повышения износостойкости и восстановимости калибра при ремонте валков, с целью уменьшения возникающих при прокатке осевых усилий на валки, воспринимаемых опорными конусами.
Затем раскат кантуется на 90° и прокатывается в калибре 3 с ориентацией широкого основания в сторону губы профиля. Наибольший размер высоты этого калибра по будущей губе составляет 172 мм.
Далее прокатка осуществляется в системе фасонных калибров (фиг.1 «а») с чередованием разъема ручьев калибров по высоте.
Предчистовой и чистовой калибры имеют одинаковое раскрытие.
Коэффициент деформации стенки профиля под губой в разрезных калибрах имеют следующие значения:
η6=1,185; η7=1,625; η8=1,625; η9=1,36.
Коэффициенты вытяжки по калибрам составляют:
λ2=1,36; λ3=1,21; λ4=1,12; λ5=1,06; λ6=1,22; λ7=1,14; λ8=1,14; λ9=1,11.
Приведенная в способе конструкция калибров и их расположение в валках в сочетании с вышеприведенными коэффициентами деформации и коэффициентами вытяжки по калибрам обеспечивают устойчивую прокатку полосы в калибрах, повышают точность выполнения всех элементов профиля, а также уменьшают расход прокатных валков.
При уменьшении наклона калибра 2 менее 10° увеличивается съем металла с валков при их ремонте.
Увеличение наклона калибра более 15° приводит к потере устойчивости полосы в калибре, что отрицательно сказывается на точности выполнения всех элементов готового профиля.
Технико-экономические преимущества предложенного способа состоят в том, что найденная форма деформации металла в черновых калибрах в сочетании с конструкцией промежуточных и чистовых калибров позволяют четко выполнить геометрию профиля, повысить устойчивость прокатки раската в калибрах и уменьшить расход прокатных валков.
Источник информации
1. Hutnik(c) - 1979 - №9 - с.350-353.
«Первые опыты по производству и практическому применению бесшейных желобчатых рельсов».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ | 2005 |
|
RU2288046C9 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2254942C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ДВУХГОЛОВЫХ НАКЛАДОК К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ | 2006 |
|
RU2333050C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке асимметричных профилей, преимущественно железнодорожных типа бесшеечного трамвайного рельса. Задача изобретения - улучшение качества профиля за счет точного выполнения его геометрии, увеличение производительности и эксплуатационной стойкости валков. Способ включает многопроходное обжатие заготовки в валках с калибрами. В соответствии с изобретением начальное формирование профиля производят в симметричном относительно вертикальной оси трапециевидном калибре, образованном в верхней и нижней частях соответственно ручьями ящичных калибров меньшей и большей ширины, а дальнейшую прокатку осуществляют в наклонном калибре типа неравнополочной трапеции с раскрытием по диагонали, образованном углообразными нижним и верхним ручьями. После кантовки раската на 90° его прокатывают в системе фасонных калибров с чередованием по высоте раскрытия калибров в боковые стороны. Окончательное формирование профиля производят в предчистовом и чистовом калибрах с одинаковым раскрытием. 1 ил.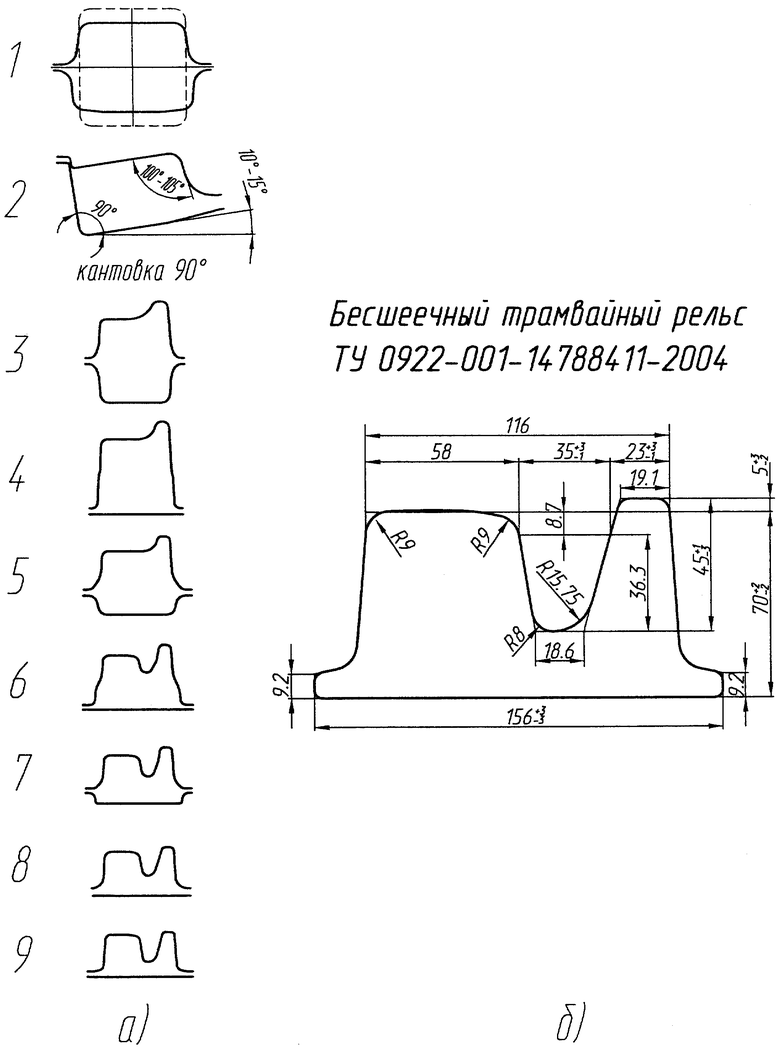
Способ прокатки асимметричных профилей, преимущественно железнодорожных, типа бесшеечного трамвайного рельса, включающий многопроходное обжатие заготовки в валках с калибрами, отличающийся тем, что формирование профиля начинают в симметричном относительно вертикальной оси трапециевидном калибре, образованном в верхней и нижней частях соответственно ручьями ящичных калибров меньшей и большей ширины, далее раскат подают в наклоненный под углом 10÷15° с раскрытием по диагонали, типа неравнополочной трапеции, калибр, образованный углообразным нижним и верхним ручьями, боковые стенки которых выполнены к основанию соответственно под углом 90° и 100÷105°, где его обжимают по высоте и одной из диагоналей, затем раскат после кантования на 90° прокатывают в системе фасонных калибров с чередованием по высоте раскрытия калибров в боковые стороны и с ориентацией большей стороны раската из неравнополочного трапециевидного калибра в сторону губы профиля, а окончательное оформление профиля производят в предчистовом и чистовом калибрах, имеющих одинаковые раскрытия.
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Трехвалковый калибр для прокатки трамвайных рельсов | 1989 |
|
SU1776469A1 |
| Универсальный четырехвалковый калибр | 1989 |
|
SU1676690A1 |
| ПРИСАДКА К СМАЗОЧНЫМ МАСЛАМ | 1993 |
|
RU2084496C1 |

