Изобретение относится к металлургии, в частности к термической обработке стальных поковок из легированных сталей, преимущественно шатунов.
Известен способ закалки стальных изделий, включающий нагрев до температуры аустенизации и охлаждение со скоростью, удовлетворяющей условию.
 ;
;
где
a, b, c - коэффициенты зависимости порогового значения вязкости разрушения от скорости охлаждения образцов;
KIrth = a/(lgV+b)+C;
KIrth - пороговое значение вязкости разрушения стали МПа•м1/2;
V - скорость охлаждения изделия, oC/с;
L - определяющий размер дефекта, мм;
σ
m - коэффициент местонахождения дефекта;
Способ трудно реализуем на практике, требует проведения значительного числа экспериментов в лабораторных условиях для различных плавок. Главное, что он не устраняет дефектов, а предлагает регламентировать скорость охлаждения для предотвращения их распространения [1].
Известен способ термической обработки шатунов автомобильных двигателей, заключающийся в нагреве до температуры аустенизации 830oC, выдержку в течение 0,5 ч, охлаждение в тосоле, нагрев до температуры 650oC, выдержку в 1 ч, медленное охлаждение до нормальной температуры и очистку окалины стальной дробью [2].
Недостаток выше названного способа состоит в том, что при наличии на поковке поверхностных дефектов при закалке происходит образование трещин и получается неисправимый брак. Кроме того, расходуется дорогостоящая охлаждающая жидкость тосол. В процессе использования тосола происходит его загрязнение окалиной и выгорание органических компонентов, что приводит к расслоению охлаждающей жидкости на тосол и воду. Таким образом, горячая поковка из легированной стали, соприкасаясь отдельными участками с водой, испытывает высокие термические напряжения, в результате действия которых происходит образование трещин даже при отсутствии концентраторов напряжений на поверхности. Наблюдаются случаи повального брака до 20%. Срочно меняют тосол на новый.
Поставлена задача разработать способ термической обработки поковок шатуна из легированных сталей, который обеспечит устранение поверхностных дефектов (концентраторов напряжений) в процессе нагрева и выдержки поковок под аустенизацию и применить закалку с низкой скоростью охлаждения для снижения величины термических напряжений. Кроме того, необходимо уйти от использования дорогостоящей охлаждающей жидкости с изменяющимися в процессе эксплуатации свойствами.
Технический результат в способе термической обработки поковок из легированных сталей, включающем нагрев до температуры аустенизации, закалку, высокотемпературный отпуск, очистку от окалины достигается тем, что нагрев ведут до температуры 860oC960oC, в окислительной атмосфере с коэффициентом избытка подачи воздуха 1,25 oC 2,25 в течение 60oC180 мин, а закалку осуществляют охлаждением сжатым воздухом в течение 6oC20 мин до температуры ниже 320oC.
Нагрев поковок шатуна из стали 40ХН2МА ведут до температуры 900±10oC в течение 144±5 мин с коэффициентом избытка воздуха 1,4±0,1, охлаждение проводят в течение 10oC12 мин до температуры ниже 320oC, а отпуск ведут при температуре 560±10oC в течение 240 мин.
Нагрев поковок в окислительной атмосфере с коэффициентом избытка воздуха более 1,25 (на 1 м3 газа приходится 12,5 м3 воздуха) приводит к выгоранию дефектов на поверхности поковок, тем самым устраняются концентраторы напряжений, которые в процессе закалки под действием термических напряжений раскрываются и приводят к окончательному браку. Экспериментально установлено, что нагрев с меньшим коэффициентом избытка воздуха не позволяет полностью устранить поверхностные дефекты. При нагреве с коэффициентом избытка воздуха более 2,25 происходит обильное окалинообразование и за время аустенизации выгорает не только поверхностный дефектосодержащий слой, но и основной металл поковки. Кроме того, снижается эффективность работы печи (необходимо нагревать много избыточного воздуха).
Повышение температуры нагрева под закалку до 860oC960oC позволяет увеличить степень легированности аустенита, что приводит к снижению величины верхней критической скорости закалки, а это, в свою очередь, позволяет получить структуру мартенсита закалки при охлаждении с малой скоростью, применяя охлаждение сжатым воздухом в течение 6oC20 мин. Кроме того, при нагреве под закалку до 860oC960oC скорость окисления стали превышает скорость обезуглероживания поверхностного слоя.
Время нагрева под аустенизацию зависит от размеров поковки. Мелкие поковки достаточно нагревать в течение 60 мин, а крупные поковки необходимо нагревать 180 мин. При меньшем времени нагрева процесс аустенизации пройдет неполностью.
Время охлаждения поковок сжатым воздухом также зависит от их размеров. Мелкие поковки достаточно охлаждать 6 мин, а крупные поковки необходимо охлаждать 20 мин. При меньшем времени охлаждения мартенситное преобразование пройдет неполностью.
Сопоставительный анализ предлагаемого технического решения с прототипом показывает, что предлагаемый способ термической обработки поковок отличается от прототипа.
Если в способе-прототипе нагрев ведут до 830oC, то в предлагаемом способе до 860oC960oC. В способе-прототипе атмосфера не регламентируется, а в предлагаемом способе создается окислительная атмосфера с коэффициентом избытка подачи воздуха 1,25 oC 2,25. В прототипе время выдержки при нагреве 30 мин, а в предлагаемом способе 60 oC 180 мин. В прототипе закалку осуществляют путем погружения поковки в тосол, а в предлагаемом способе - охлаждением сжатым воздухом в течение 6oC20 мин.
Эти отличительные признаки обеспечивают устранение дефектов на стадии нагрева поковок и снижают термические напряжения в процессе закалки, что приводит к получению качественной продукции.
Таким образом, данное техническое решение соответствует критерию "новизна".
Анализ авторских свидетельств, патентов и научно-технической информации не выявил использования новых существенных признаков предлагаемого изобретения по их функциональному назначению. Таким образом, предлагаемое изобретение соответствует критерию "изобретательский уровень".
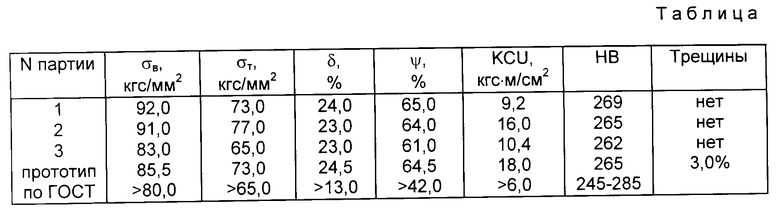
Пример конкретного выполнения. Обработке по предлагаемому способу подвергали поковки шатуна автомобиля КАМАЗ чертеж 740-1004050/55, изготовленные из прутка диаметром 70 мм, стали марки 40ХН2МА ТУ 14-1-2598-79. Масса поковки 4,3 кг. Величина опытно-промышленных партий по 720 штук каждая. Поковки укладывали в один слой по 15 штук на поддон (партии 1 и 2), в два слоя на поддон (партия 3) и нагревали в окислительной атмосфере с коэффициентом избытка подачи воздуха 1,4±0,1 в течении 144 мин до 900±10oC. Затем охлаждали сжатым воздухом в течение 10 мин в камере воздушного охлаждения до температуры ниже 320oC. Далее поковки на поддонах переносились в отпускную печь, где при температуре 560oC в течение 240 мин проводился отпуск. После этого поковки опрокидывали в тару и охлаждали на спокойном воздухе. Охлажденные поковки очищали стальной дробью в дробеструйных установках и подвергали визуальному контролю, контролю на твердость и люминесцентному контролю на наличие трещин и волосовин. Для очистки качества шатунов определяли микроструктуру и механические свойства.
Результаты испытаний приведены в таблице.
Для сравнения приведены данные о прототипе и требования ГОСТ 8479-70, КП 640.
Микроструктуру оценивали металлографическим способом. Микроструктура шатунов партии 1, 2 и прототипа - сорбит мелкодисперсный, партии 3 - сорбит среднедисперсный. Величина зерна у шатунов партий 1, 2 и 3 N 8 ГОСТ 5639-82.
Анализ опытных данных показал, что проведение термообработки по предлагаемому способу позволяет устранить трещины и получить качественную продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОВАНЫХ ВАЛКОВ ИЗ ЗАЭВТЕКТОИДНОЙ СТАЛИ ТИПА 150ХНМ | 2002 |
|
RU2235137C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2004 |
|
RU2256705C1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ КОВАНЫХ ЗАГОТОВОК ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВОЙ СТАЛИ | 2010 |
|
RU2431686C1 |
| Способ термической обработки поковок из конструкционно-легированной стали марки 4340 (варианты) | 2024 |
|
RU2837323C1 |
| Способ противоводородной термической обработки заготовок из сталей и сплавов | 2017 |
|
RU2667111C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЯЖЕЛОНАГРУЖЕННЫХ ДЕТАЛЕЙ МАШИН ИЗ СТАЛИ С ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ КРЕСТОВИН ИЗ СТАЛИ С ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТЬЮ | 2004 |
|
RU2252267C1 |
| Способ термической обработки поковок из низколегированной стали | 2021 |
|
RU2770925C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА ВАЛОВ | 1991 |
|
RU2012600C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1998 |
|
RU2133783C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2304625C2 |
Изобретение относится к металлургии, в частности к термической обработке стальных поковок шатуна из легированных сталей. Способ термической обработки поковок шатуна из легированных сталей, включающий нагрев до температуры аустенизации, закалку, высокотемпературный отпуск, очистку от окалины, заключается в том, что нагрев ведут до температуры 860-960oC, в окислительной атмосфере с коэффициентом избытка подачи воздуха 1,25-2,25 в течение 60-180 мин, а закалку осуществляют охлаждением сжатым воздухом в течение 6-20 мин до температуры ниже 320oC. Нагрев поковок шатуна из стали 40ХН2МА ведут до температуры 900±10oC в течение 144±5 мин с коэффициентом избытка воздуха 1,4±0,1, охлаждение проводят в течение 10-12 мин до температуры ниже 320oC, а отпуск ведут при температуре 560±10oC в течение 240 мин. Способ обеспечивает высокое качество изделий и снижение затрат на термообработку. 1 з.п. ф-лы, 1 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ закалки стальных изделий | 1987 |
|
SU1493683A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Семендий В.И | |||
| и др | |||
| Прогрессивные технологи и, оборудование и автоматизация кузнечно-штамповочного производства КАМАЗа | |||
| - М.: Машиностроение, 1989, с.304, ил | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |

