Изобретение относится к области термической обработки и может быть использовано для повышения комплекса механических свойств соединительных деталей трубопроводов из легированных, низколегированных или малоуглеродистых сталей.
Известен способ упрочняющей термической обработки изделий из легированных сталей, включающий нагрев до температуры аустенизации (860-960°С) в окислительной атмосфере с коэффициентом избытка подачи воздуха 1,25-2,25 в течение 60-180 мин, закалку сжатым воздухом в течение 6-20 мин до температуры ниже 320°С и высокотемпературный отпуск (см. п. РФ №2113509 по кл. С 21 D 1/18, заявл. 24.11.97, опубл. 20.06.98 “Способ термической обработки поковок шатуна из легированных сталей”).
Данный способ не позволяет получить мелкозернистую феррито-перлитную или феррито-бейнитную структуру металла, необходимую для получения комплекса механических свойств, соответствующих требованиям, предъявляемым к соединительным деталям трубопроводов.
Наиболее близким по технической сущности, достигаемому эффекту и выбранным в качестве прототипа является способ термической обработки изделий, включающий нагрев до температуры Ас3+(50-190°С), выдержку, охлаждение в несколько стадий и однократный отпуск в традиционном интервале температур. При этом на первой стадии охлаждение ведут со скоростью, обеспечивающей пересечение кривой охлаждения с линией начала структурного превращения аустенита в феррит термокинетической диаграммы ниже точки Ar1, на второй стадии, соответствующей области образования феррита, охлаждение ведут с меньшей скоростью или проводят изотермическую выдержку, а на третьей стадии охлаждение ведут до температуры охлаждающей среды со скоростью, обеспечивающей образование бейнита (см. а.с. СССР №1373735 по кл. С 21 D 1/56, заявл. 24.02.86, опубл. 15.02.88 “Способ термической обработки изделий”).
Данный способ позволяет получить металлоизделия с более прочной феррито-бейнитной структурой. Однако повышенный уровень остаточных напряжений в металле, возникающий при охлаждении изделий на третьей стадии до температуры охлаждающей среды, не позволяет снизить до требуемого уровня коробление изделий, повысить ударную вязкость металла.
Задачей настоящего изобретения является снижение уровня коробления изделий, повышение ударной вязкости металлоизделий.
Техническим результатом, получаемым при реализации данного изобретения, является оптимизация параметров обработки.
Указанная задача решается за счет того, что в известном способе термической обработки изделий, включающем нагрев до температуры Ас3+(50-190°С), выдержку, охлаждение в несколько стадий и отпуск, при котором на первой стадии охлаждение ведут со скоростью, обеспечивающей пересечение кривой охлаждения с линией начала структурного превращения аустенита в феррит термокинетической диаграммы ниже точки Аr1, на второй стадии, соответствующей области образования феррита, охлаждение ведут с меньшей скоростью или проводят изотермическую выдержку, а на третьей стадии охлаждение ведут со скоростью, обеспечивающей образование бейнита, согласно изобретению на третьей стадии охлаждение осуществляют до температуры 250-180°С, затем продолжают охлаждение со скоростью не более 3°С/с.
Подъем температуры при отпуске может быть осуществлен, по крайней мере, в два этапа, после каждого из которых проводят изотермическую выдержку, причем первую выдержку проводят при температуре не менее 180°С, а заключительную - при температуре не более Ac1-20°C.
После изотермической выдержки, выполняемой после первого и/или одного или нескольких последующих этапов подъема температуры, может быть осуществлено охлаждение до прекращения стадии кипения в воде с температурой не менее 80°С.
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый способ неизвестен и не следует явным образом из изученного уровня техники, т.е. соответствует критериям новизна и изобретательский уровень.
Способ может быть осуществлен на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование, и широко использован при изготовлении соединительных деталей трубопроводов, т.е. является промышленно применимым.
Экспериментально установлено, что использование прерывания ускоренного охлаждения и замена его на охлаждение со скоростью не более 3°С/с на третьей стадии при температуре ниже 250-180°С создает условия для снижения уровня остаточных напряжений настолько, что обеспечивается снижение уровня коробления изделий (в частности, их торцов), повышается ударная вязкость металла изделий.
Применение поэтапного подъема температуры с последующей изотермической выдержкой, проведенного в интервале температур 180°C-(Ac1-20°C) после прерванного охлаждения, позволяет при сохранении сниженного уровня коробления улучшить условия структурообразования, проявляющиеся прежде всего в получении большого количества частиц вторичной фазы (карбидов, карбидонитридов и др.), что улучшает такие механические свойства изделий, как ударная вязкость, предел текучести, количество вязкой составляющей в изломах ударных образцов, а также снижает порог хладноломкости металлоизделий.
Дополнительное охлаждение после очередного этапа подъема температуры с изотермической выдержкой при проведении отпуска вызывает образование дополнительного количества дефектов кристаллической решетки. Такая операция, подобно холодной пластической деформации или облучению частицами с высокой энергией, приводит к дополнительному упрочнению обрабатываемого металла. При этом последующий этап подъема температуры до более высокого значения приводит к образованию полигонизованной или ячеистой субструктуры, что повышает вязкость и устойчивость к разупрочнению при последующем нагреве металла, например при сварке.
Кроме того, применение такой схемы отпуска обеспечивает сокращение времени изотермической выдержки при отпуске.
Предлагаемый способ термической обработки изделий был опробован в промышленных условиях при упрочнении соединительных деталей трубопроводов - штампосварных тройников диаметром 530 мм и толщиной стенки 20 мм из стали 15 ХСНД. В идентичных условиях был опробован способ-прототип.
Термообработку проводили следующим образом.
Термообрабатываемые изделия - тройники после изготовления помещали в печь с выкатным подом, нагревали до 930-980°С и выдерживали в печи при этой температуре. Затем с помощью крана проводили съем изделий с пода печи и осуществляли их охлаждение. Характеристики охлаждения на каждой стадии и свойства металла изделий представлены в таблице 1.
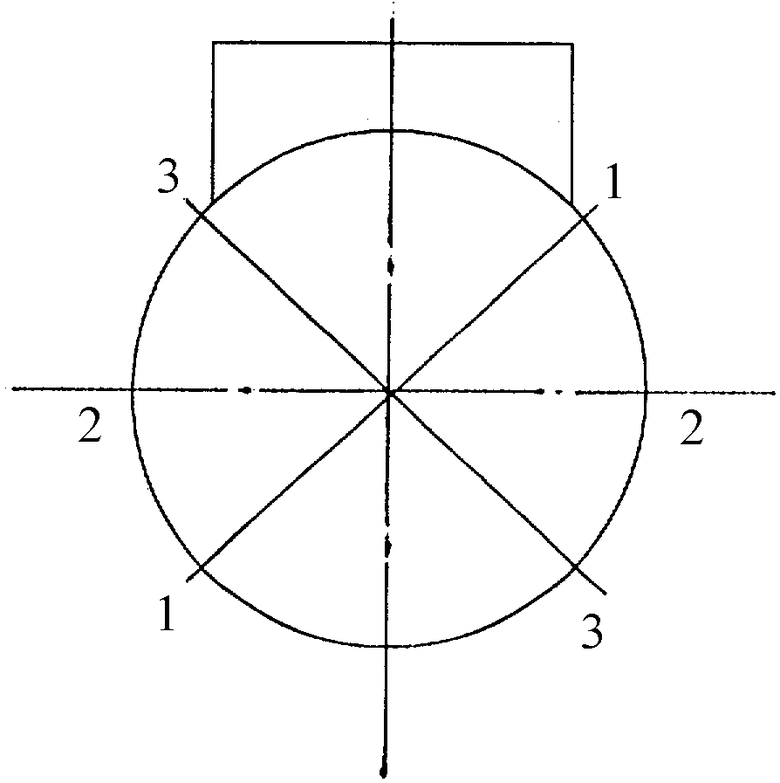
Изобретение поясняется чертежом, на котором представлен вид спереди (со стороны торца) на соединительную деталь трубопровода - тройник. На этом чертеже показано положение мест измерения диаметра торца тройника. Измерения были проведены после различных режимов (характеристики режимов приведены в таблице 1) обработки для определения степени коробления тройника. Результаты измерения для определения степени коробления изделий по заявляемому способу и способу-прототипу приведены в таблице 2.
Анализ данных, приведенных в таблицах, показывает, что предлагаемый способ позволяет повысить по сравнению с прототипом механические свойства изделия и снизить уровень коробления изделий.
температура металла в конце стадии - 690°С;
охлаждающая среда - вода при 57-60°С; скорость охлаждения 1,5-2,0°С/с.
2 стадия охлаждения: изотермическая выдержка длительностью 8 с
3 стадия охлаждения: охлаждающая среда - вода при 90°С
Изотермическая выдержка 90 мин
Охлаждение на воздухе
3 стадия охлаждения:
охлаждение до температуры поверхности металла 250°С(охлаждающая среда -вода при
температуре 90°С),
далее охлаждение на воздухе со скоростью 1,5°С/с
Изотермическая выдержка90 мин
Охлаждение на воздухе
3 стадия охлаждения: охлаждение до температуры поверхности металла 250°С
(охлаждающая среда - вода при температуре 90°С), далее охлаждение на воздухе со скоростью 1,5° С/с
Изотермическая выдержка 30 мин
Нагрев до 500°С
Изотермическая выдержка 40 мин
Охлаждение на воздухе
3 стадия охлаждения: охлаждение до температуры поверхности металла 250°С (охлаждающая среда - вода при температуре 90°С), далее охлаждение на воздухе со скоростью 1,5° С/с
Охлаждение до прекращения кипения в воде при температуре 90°С
Нагрев до 500°С
Изотермическая выдержка 40 мин
Охлаждение на воздухе
3 стадия охлаждения: охлаждение до температуры поверхности металла 250°С (охлаждающая среда - вода при температуре 90°С), далее охлаждение на воздухе со скоростью 1,5° С/с
Изотермическая выдержка 30 мин
Охлаждение до прекращения кипения в воде при температуре 90°С
Нагрев до 500°С
Изотермическая выдержка 30 мин
Охлаждение до прекращения кипения в воде при температуре 90°С
Нагрев до 550°С
Изотермическая выдержка 30 мин
Охлаждение на воздухе
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2279487C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2265066C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1993 |
|
RU2034051C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2277593C1 |
| Способ термической обработки изделий | 1986 |
|
SU1373735A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОМПЛЕКСНО-ЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2564196C2 |
| СПОСОБ РЕГУЛИРУЕМОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2606665C1 |
| СПОСОБ ОТПУСКА ЗАКАЛЕННЫХ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2004 |
|
RU2255984C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2348701C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АЗОТИРУЕМЫХ ДЕТАЛЕЙ ИЗ ЛЕГИРОВАННОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2006 |
|
RU2321645C1 |
Изобретение относится к области термической обработки соединительных деталей трубопроводов из легированных, низколегированных или малоуглеродистых сталей. Техническим результатом является оптимизация параметров обработки. Способ термической обработки изделий включает нагрев до температуры Ас3+(50-190°С), выдержку, охлаждение в несколько стадий и отпуск, причем на первой стадии охлаждение ведут со скоростью, обеспечивающей пересечение кривой охлаждения с линией начала структурного превращения аустенита в феррит термокинетической диаграммы ниже точки Ar1, на второй стадии, соответствующей области образования феррита, охлаждение ведут с меньшей скоростью или проводят изотермическую выдержку, а на третьей стадии охлаждение ведут со скоростью, обеспечивающей образование бейнита до температуры 250-180°С, затем продолжают охлаждение со скоростью не более 3°С/с. Подъем температуры при отпуске может быть осуществлен, по крайней мере, в два этапа, после каждого из которых проводят изотермическую выдержку, причем первую выдержку проводят при температуре не менее 180°С, а заключительную - при температуре не более Aс1-20°C. После изотермической выдержки, выполняемой после первого и/или одного или нескольких последующих этапов подъема температуры, может быть осуществлено охлаждение до прекращения стадии кипения в воде с температурой не менее 80°С. 2 з.п. ф-лы, 1 ил., 2 табл.
| Способ термической обработки изделий | 1986 |
|
SU1373735A1 |
| SU 17441225 A1, 30.06.1992 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2044067C1 |
| СПОСОБ УЛУЧШАЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 1998 |
|
RU2131932C1 |

