Изобретение относится к машиностроению, в частности к нанесению покрытий в вакууме, и может быть использовано при нанесении покрытий на режущий инструмент, изготовленный из сталей, твердых сплавов и керамических материалов.
Известен способ нанесения покрытий в вакууме, при котором изделие помещают в вакуумную камеру, прикладывают к нему напряжение смещения и конденсируют на его поверхность покрытие из паровой фазы, содержащей компоненты покрытия [1].
Способ высокотемпературный и неприменим для нанесения покрытий на стальные изделия.
Другой недостаток способа - низкая адгезия образуемого покрытия к основе. Связано это с тем, что покрытие имеет монолитную кристаллическую структуру, в которой возникающие при изготовлении и эксплуатации дефекты мгновенно распространяются по всему слою, что сопровождается его растрескиванием и преждевременным отслаиванием, накоплением напряжений.
Наиболее близким по технической сути и достигаемому результату является способ нанесения покрытий в вакууме, при котором изделие помещают в вакуумную камеру, оснащенную плазмохимической системой, зажигают электрическую дугу для испарения материала катода, к изделию прикладывают напряжение смещения и проводят его разогрев потоком ионов испаряемого материала до температуры конденсации покрытия, после чего напряжение смещения снижают, одновременно в камеру подают газ-реагент, фокусируют на изделие поток ионов с помощью плазмооптической системы и выдерживают в этих условиях изделие в течение времени конденсации покрытия [2].
Этот способ более универсален относительно газофазного метода в части материалов изделий, однако он имеет тот же недостаток, а именно низкую адгезию покрытия к основе вследствие формирования также монолитной кристаллической структуры покрытия.
Технический результат, который может быть достигнут при осуществлении способа, обладающего заявляемой совокупностью существенных признаков, это улучшение адгезии покрытия с подложкой, что в конечном итоге повышает долговечность изделий при эксплуатации.
Поставленная задача решается тем, что в известном способе, при котором изделие помещают в вакуумную камеру, оснащенную плазмооптической системой, зажигают электрическую дугу для испарения материала катода, к изделию прикладывают напряжение смещения и проводят его разогрев потоком ионов испаряемого материала катода до температуры конденсации покрытия, после чего напряжение смещения снижают, одновременно в камеру подают газ-реагент, фокусируют на подложке поток ионов с помощью плазмооптической системы и выдерживают изделие в этих условиях в течение времени конденсации покрытия, согласно изобретению перед размещением изделия в камере на его поверхность наносят полифункциональный мономер, а конденсацию покрытия проводят при давлении газа-реагента (2-3)•10-3 мм рт.ст. в течение 1/3 общего времени конденсации при токе фокусирующей плазмооптической системы 0,5-0,6 А, после чего давление снижают до (3-6)•10-4 мм рт.ст. с синхронным снижением тока до 0,2-0,3 А и продолжают конденсацию в течение 2/3 общего времени конденсации, затем гасят электрическую дугу, давление газа-реагента повышают до (2-5)•10-2 мм рт.ст. и выдерживают изделие в камере в течение 3-5 мин. Затем изделия выгружают из камеры.
Сопоставительный анализ предлагаемого способа с прототипом позволяет сделать вывод о соответствии его критериям патентоспособности и новизны, а в сравнении с другими известными аналогичными техническими решениями в данной области о том, что заявленная совокупность существенных признаков явным образом не следует из уровня техники, следовательно способ обладает "изобретательским уровнем".
Именно заявленная совокупность существенных признаков достаточна и необходима для достижения обеспечиваемого изобретением технического результата.
Увеличение адгезии и улучшение эксплуатационных характеристик образуемого данным способом покрытия достигается путем изменения его структуры.
Под влиянием термического и механического воздействия потока ионов испаряемого материала катода на стадии разогрева изделия происходит разрыв связей в структуре мономера, нанесенного на поверхность изделия, и распад его на различные радикалы (функциональные группы), то есть инициирование процесса полимеризации.
Вследствие того, что мономер является полифункциональным, протекание последующего процесса полимеризации происходит в разных направлениях (по разным полимерным цепям) и таким образом на поверхности изделия образуются "сшитые" сетчатые структуры.
На первой стадии образования покрытия, т.е. при давлении газа-реагента (2-3)•10-3 мм рт.ст. и токе в плазмооптической системе 0,5-0,6 А, конденсат осаждается преимущественно на растущих полимерных сетках. На этой стадии формируют состав сетчатой структуры. При времени менее заданного диапазона этот процесс не успевает завершиться, а в случае превышения его "сетки" могут зарасти, т. е. нарушится заданная структура слоя. При давлении газареагента менее (2-3)•10-3 мм рт.ст. и токе в плазмооптической системе менее 0,5 А образующаяся сетка не полностью покрывается конденсатом, а при превышении этих параметров сверх заданных рост конденсата превышает скорость роста сеток, что не обеспечивает получение остова "сшитых" структур. На этой стадии по мере осаждения конденсата на сетках их рост затормаживается и в итоге прекращается.
После формирования остова давление газа-реагента снижают до (3-6)•10-4 мм рт.ст., ток до 0,2-0,3 А и проводят вторую стадию формирования покрытия. На данном этапе конденсацию проводят не на полимер, а на остов покрытия, имеющий значительную твердость, поэтому требуется более мягкий режим конденсации, так как в противном случае формировались бы хрупкие слои покрытия, имеющие большую дефективность и слабую адгезию к остову.
При этом залечиваются дефекты остова и выравнивается толщина покрытия во впадинах.
В случае нанесения покрытия при параметрах ниже заданных, выравнивание конденсата на поверхности изделия не завершается, покрытие не имеет однородной толщины во впадинах, что снижает ее качество. Превышение режимов нанесения покрытия влечет за собой частичное зарастание впадин между сетками, на сетках нарастают очень толстые слои конденсата, которые отслаиваются при эксплуатации.
После завершения второй стадии проводят третью стадию процесса. Для этого прекращают испарение материала катода, повышают давление в камере до (2-2,5)•10-2 мм рт.ст. и проводят окончательную выдержку изделий в течение 3-5 мин. При этой операции завершается формирование покрытия. Воздействие ионов металла на поверхность изделий прекращается, прекращается процесс конденсации, происходит выравнивание химического состава, заполнение покрытия и частичное снятие напряжений при постоянной температуре, что повышает качество покрытия. При времени менее 3 мин эти процессы не успевают произойти, а при времени более 5 мин изделия начинают остывать и процессы также прекращаются. Давление азота поддерживают в интервале (2-5)•10-2 мм рт.ст. При меньших значениях давления заполнение пор газом-реагентом не происходит, что снижается качество покрытия, а при давлении более 5•10-2 мм рт.ст. в камере появляется большее количество примесных атомов, которые изменяют состав покрытия и снижают его характеристики.
После этого подачу газа прекращают, с изделий снимают напряжение и охлаждают в камере до комнатной температуры.
Общее время формирования покрытия и другие технологические параметры процесса устанавливаются в зависимости от требований к покрытию по составу, толщине покрытия, от конденсируемого материала и материала изделия.
Выбор мономера определяется его способностью в процессе полимеризации образовывать сетчатые структуры.
Предложенным способом могут быть нанесены покрытия различного состава с использованием в качестве материала катода переходных металлов и в качестве газа-реагента всевозможных газов (азота, метана, борана и пр.).
Покрытия могут быть однослойными, многослойными, композиционными различной толщины и нанесены на любые металлические изделия. Сущность изобретения поясняется примерами его конкретного выполнения.
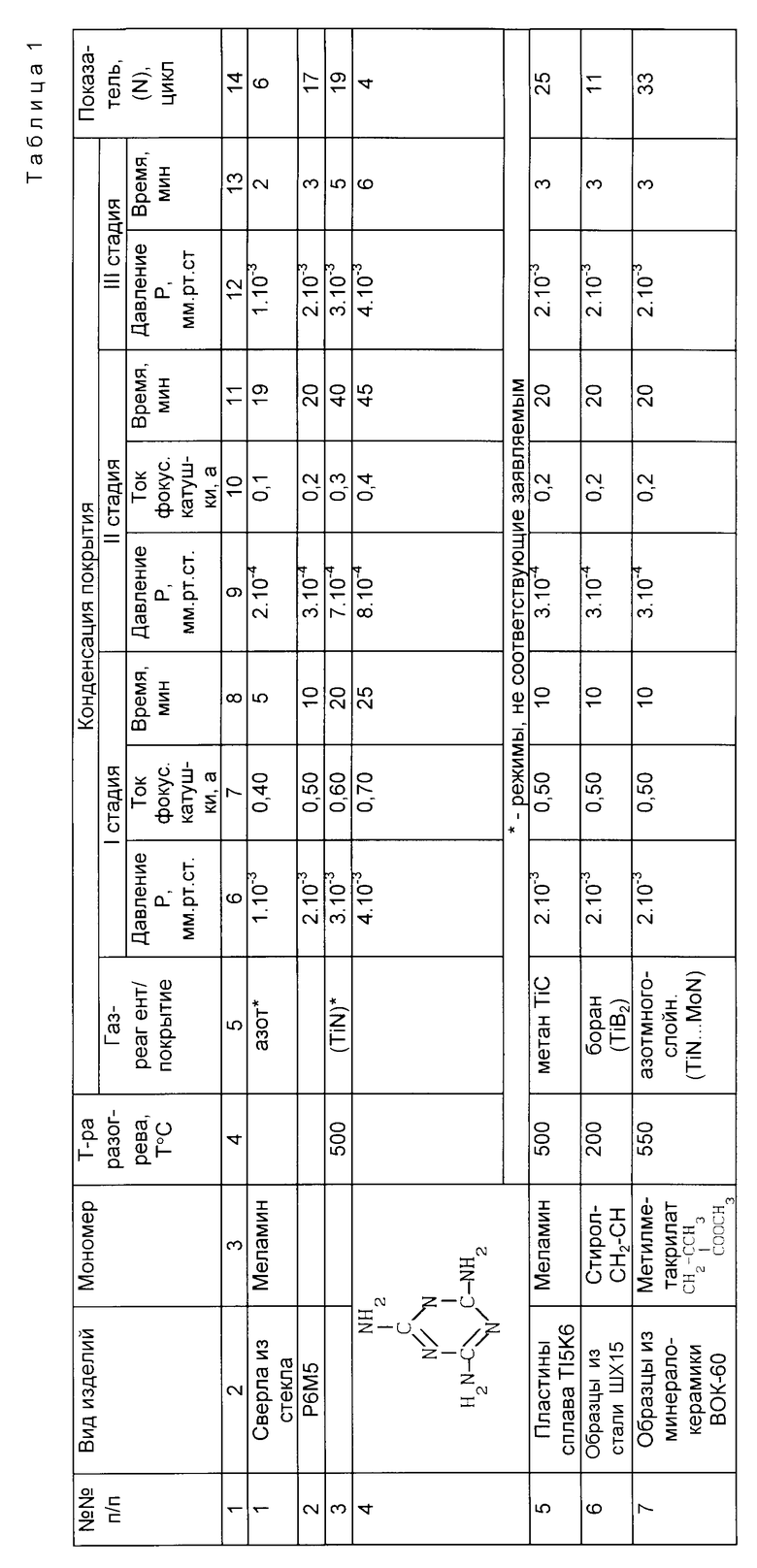
Покрытия наносили на ионно-плазменной установке ННВ 6.6-Т1 на сверла из быстрорежущей стали, пластины из сплава Т15К6, образцы из минералокерамики и стали ШХ15.
Перед загрузкой в вакуумную камеру установки все изделия, предварительно очищенные, погружали в мономер, избыток которого удалялся стеканием. Затем с мономером на поверхности их помещали в вакуумную камеру. В камере зажигали дуговой разряд и испаряли с его помощью титановый катод. К изделиям приложили напряжение смещения 1000 В и осуществляли нанесение покрытий при режимах, указанных в табл. 1.
Для сравнения приведено нанесение покрытия на аналогичные изделия по способу-прототипу при постоянном давлении 3•10-4 мм рт.ст. и при тех же температурах и общем времени нанесения покрытия. Конденсация покрытий во всех случаях проводилась при напряжении смещения 200-250 В и 80 В для поддержания на поверхности изделий температуры, соответственно, 500-550oC и 200oC. Даны также примеры выполнения способа с режимами, выходящими за пределы заявленных.
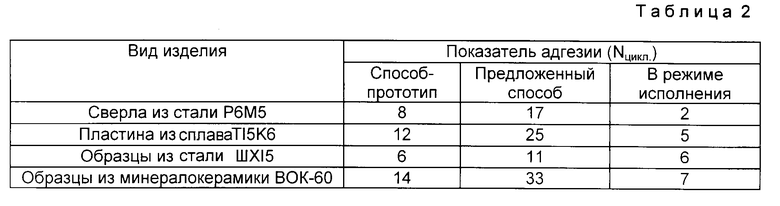
На сверлах и образцах исследовали микроструктуру и адгезию покрытия к основе. Адгезию определяли как количество циклов нагружения (N) до разрушения единичной шероховатости покрытия. Результаты испытаний приведены в табл. 1, 2.
Анализ результатов испытаний показал преимущества способа в части улучшения адгезии покрытия к основе, что оказывает положительное влияние на эксплуатационные свойства изделий в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2073743C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1993 |
|
RU2061788C1 |
| УЗЕЛ ТРЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2100671C1 |
| БИОКАРБОН, СПОСОБ ЕГО ПОЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2095464C1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 1994 |
|
RU2080684C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2000 |
|
RU2180472C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ В ВАКУУМНОЙ КАМЕРЕ | 2005 |
|
RU2296180C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОЛОЧЕЧНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2459888C2 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1994 |
|
RU2072642C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1997 |
|
RU2145362C1 |
Использование: нанесение покрытий на режущий инструмент, изготовленный из сталей, твердых сплавов и керамических материалов. Сущность изобретения: перед размещением изделий в вакуумной камере, оснащенной плазмооптической системой, на его поверхность наносят полифункциональный мономер, затем изделия помещают в вакуумную камеру, подают на них напряжение смещения и осуществляют обработку потоком ионов испаряемого дуговым разрядом материала катода на стадии разогрева, а также конденсации покрытия в среде газа-реагента. При этом конденсацию покрытия проводят при давлении газа-реагента (2-3)•10-3 мм рт.ст. в течение 1/3 общего времени конденсации при токе фокусирующей плазмооптической системы 0,5-0,6 A, после чего давление снижают до (3-6)•10-4 мм рт.ст. с синхронным снижением тока до 0,2-0,3 A и продолжают конденсацию в течение 2/3 общего времени конденсации, затем испарение материала катода прекращают, давление газа-реагента повышают до (2-5)•10-2 мм рт.ст. и выдерживают изделие в камере в течение 3-5 мин. После этого изделия выгружают из камеры. 2 табл.
Способ нанесения покрытий в вакууме, включающий размещение изделия в вакуумной камере, испарение материала катода в плазме дугового разряда, приложение к изделию напряжения смещения и разогрев потоком ионов испаряемого материала до температуры конденсации покрытия, снижение напряжения смещения с одновременной подачей в камеру газа-реагента, фокусирование потока ионов плазмооптической системой на поверхность изделия и его выдержку в течение времени конденсации покрытия, отличающийся тем, что перед размещением изделия в камере, на его поверхность наносят полифункциональный мономер, конденсацию покрытия проводят при давлении газа-реагента (2 - 3)•10-3 мм рт.ст. в течение времени t1= 1/3 tк, где tк - общее время конденсации, при токе фокусирующей плазмооптической системы 0,5 - 0,6 A, с последующим снижением давления до (3 - 6)•10-4 мм рт.ст. и тока до 0,2 - 0,3 A, а после окончания процесса конденсации повышают давление газа-реагента до (2 - 5)•10-2 мм рт. ст. и выдерживают изделие в камере в течение 3 - 5 мин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Узел вращения магнитных головок кассетного видеомагнитофона | 1978 |
|
SU970456A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Физика и химия обработ ки материалов, N 4, 81, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
