Изобретение относится к металлургии, конкретнее к способам подготовки рудовосстановительных закрытых печей для выплавки ферросплавов после длительного простоя.
В настоящее время рудовосстановительные печи, выплавляющие ферросплавы, после капитального ремонта готовят к работе в соответствии с графиком разогрева печи. При этом осуществляют сушку футеровки и обжиг электродов вначале газом, затем электрическим током. Газ подают через горелку, установленную на подине печи, тепло от сжигания газа в основном используют для сушки футеровки, а обжиг электродов при этом не обеспечивается. Обжиг электродов осуществляется с переходом на токовую нагрузку длительное время при нагрузке 150-200А без завалки шихты. Электрод подвергается вибрации под влиянием электрической дуги в период обжига, что приводит к облому электрода.
До набора полной токовой нагрузки расход электроэнергии составляет 600000 кВт•ч, т.е. энергоемкость процесса велика.
Известны способы разогрева рудовосстановительной печи (подготовки для выплавки ферросплавов), например разогрев печи с режимом коксования электродов, исключающих образование перекоксованных участков самоспекающихся электродов, путем удаления летучих из рабочих концов электродов через просверленные в шахматном порядке отверстия диаметром 3-4 мм [1], а также разогрев ферросплавной печи путем сжигания природного газа в горелке, установленной на подине печи, в течение 170 ч, затем перевод печи на электрообогрев в течение 2,5 суток [2].
Недостатки аналогов следующие:
высокая энергоемкость процесса разогрева печи под токовой нагрузкой;
отрицательное влияние температурных перепадов по сечению электрода в период перехода от разогрева газом на электрообогрев, что приводит к образованию микротрещин и последующему обрыву электрода.
В качестве прототипа принят способ подготовки рудовосстановительной печи для выплавки ферросплавов, заключающийся в установке газовых горелок по периметру ванны и диаметру распада электродов на высоте 400 мм от уровня подины. А сушку футеровки и обжиг электродов производят в течение 4-х суток, заправляют ванну печи коксом и переходят на обжиг электродов электрическим током в течение 3,5 суток. Завалку шихты начинают при токе 250 А на шестые сутки после начала сушки печи [3].
Недостатки прототипа - обжиг электродов проводят подачей газа в зону нижних рабочих концов электродов, тепловой поток формируют от нижних концов электродов вверх за счет теплопроводности электродной массы, обжиг остальной части электродов ниже щек и в щеках осуществляют за счет электрического тока.
Сущность изобретения заключается в том, что подготовку закрытой сводом рудовосстановительной печи ведут с помощью четырех кольцевых горелок, расположенных вокруг каждого электрода и по периметру ванны печи.
Газовыми горелками, расположенными вокруг электродов, подают газ к электродам в районе загрузочных воронок, формируя тепловой поток по электроду вверх к контактным щекам и вниз к рабочим концам электродов. Выравнивание теплового потока по сечению электродов достигают подачей газа в секторе 60o к центру печи в количестве 2-3%, в примыкающих секторах по 60o в количестве 6-7% и в составной части - 10-12%.
При такой подаче газа тепловой поток по периметру электродов будет одинаковым, что способствует равномерному прогреву электродов по всему сечению. Поверхность электрода, обращенная к центру печи, прогревается за счет тепла от сжигания газа и взаимного теплоизлучения электродов, поэтому в секторе 60o к центру печи подается газа меньше, количество газа, подаваемого в остальной части нарастает от центра к периферийной поверхности. Потери тепла с периферийной поверхности электродов максимальные, так как возрастают теплопотери от поверхности электродов в окружающую среду. В этой части поверхности электродов расход газа устанавливают 10-12% от общего расхода.
В зоне подины горелкой, расположенной по периметру ванны печи, подают газ в секторах 60o между электродами в количестве 25-27%, а в остальной части 13-15% от общего расхода. Тепловой поток в электроде направлен снизу вверх для выделения летучих.
Распределение тепла по электроду обеспечивает в начальной стадии расплавление кусков электронной массы в зоне загрузочных воронок, стекание ее в нижней части и опускание кусков электродной массы в зоне контактных щек электрода, что позволяет получить однородный состав без ликвидации к моменту коксования.
Повышенная тепловая нагрузка в зоне воронок позволяет получить скоксованный участок электрода под контактными щеками с оптимальной скоростью, увеличить прочностные характеристики электродов в целом и за короткое время начать обжиг электрода электрическим током без опасения его облома в зоне максимальных нагрузок в районе ниже контактных щек.
Этот режим предупреждает локальное перекоксование электродной массы газом. Переход на обжиг электрическим током проводят тогда, когда скоксованный участок электрода в районе загрузочных воронок достигнет оптимального уровня коксования.
Последующий обжиг электрода электрическим током формирует электроды с равномерными физико-механическими и эксплуатационными свойствами.
После обжига электродов газом, как показала практика, заканчивается сушка футеровки ванны печи, и печь подготовлена для выплавки ферросплава, т. е. к загрузке шихты при токовой нагрузке.
Если в кольцевые горелки, расположенные вокруг каждого электрода, подают газ в секторе 60o к центру печи менее 2%, в примыкающих секторах по 60oC менее 6% и в остальной части менее 10%, то увеличивается продолжительность обжига электродов, электрод по сечению обжигается неравномерно со значительным запозданием центральной части и при переходе на токовую нагрузку возможен облом электродов по неспекшемуся сечению ниже контактных щек.
Если подают газ в секторе 60o к центру печи более 3%, в примыкающих секторах по 60o более 7% и в остальной части более 12% от общего расхода, то внутри электродов возникают термические напряжения, которые снижают механические свойства (прочностные) электродов.
Если расход газа в секторах 60o между электродами в кольцевой горелке, расположенной на подине печи, менее 25% и в остальной части горелки менее 13%, то к периоду перехода печи на токовую нагрузку футеровка ванны печи будет недостаточно просушена по всей толщине, что вызовет термические трещины в футеровке и приведет к снижению ее стойкости.
Если расход газа в секторах 60o между электродами в кольцевой горелке, расположенной на подине печи, более 27% и в остальной части горелки более 15% от общего расхода, то нижние концы электродов скоксовываются раньше, чем в районе загрузочных воронок, что приводит к расслоению массы и, как следствие, к потере механической прочности и к обрыву электродов при переводе печи на токовую нагрузку.
Если температура в зоне контактных щек ниже 600oC, то при переводе печи на токовую нагрузку происходит обрыв электродов ниже контактных щек. Если температура более 800oC, то электрод не пластичен в зоне контактных щек и вследствие плохого контакта между щекой и электродом происходит локальный перегрев и щеки выходят из строя.
Пример. Промышленное осуществление способа проводили на трехфазной закрытой рудовосстановительной печи мощностью 23 мВА после капитального ремонта.
Диаметр и глубина ванны печи составили 7620 и 2700 мм соответственно. Самоспекающиеся электроды диаметром 1200 мм расположены по вершинам равностороннего треугольника, диаметр распада электродов 3400 мм.
После капитального ремонта на печи были установлены кожухи трех электродов, в которые загрузили электродную массу в виде брикетов.
Подачу природного газа осуществляли в четыре кольцевые горелки, три из которых расположены вокруг электродов в зоне загрузочных воронок и одна на подине.
Кольцевые горелки вокруг электродов выполнены из трубы диаметром 50 мм. На горелке просверлено 90 отверстий диаметром 3 мм в секторе 60o, ориентированном к центру печи, 11 отверстий с шагом 100 мм; в примыкающих секторах по 60o - по 15 отверстий с шагом 75 мм; в сектор, отделенный от центра печи, 49 отверстий с шагом 20 мм. Внутренний диаметр кольцевой горелки 1400 мм.
Подовая горелка выполнена из трубы диаметром 100 мм в виде двух полуколец с внутренним диаметром 7200 мм. На горелках просверлены отверстия диаметром 4 мм: количество отверстий в секторах между электродами по 60 шт. с шагом 60 мм, в остальной части - 102 отверстия с шагом 115 мм.
Расход газа на подовую горелку 400 м3/ч, в горелке вокруг электрода 60-70 м3/ч. Обогрев газом осуществляли в течение 90 ч до достижения температуры электродной массы в зоне контактных щек 700oC. Температуру контролировали штыковой хромельалюмелевой термопарой в промежутке между щеками поверхности электродной массы.
Затем перешли на токовую нагрузку и набор нагрузки до 300А осуществляли в течение 26 ч, после чего в течение суток осуществляли завалку шихты в печь. Печь эксплуатировали в нормальном рабочем режиме.
Обломов электродов в течение 3 суток после подготовки и в начальный период эксплуатации не было.
По прототипу разогрев ферросплавной печи осуществляли сжиганием природного газа в подовой горелке в течение трех суток, затем перешли на электрообгрев в течение 57 ч при нагрузке 150-250 А. Без завалки шихты печь работала 28 ч. Завалку шихты начали при наборе нагрузки 250 А.
На вторые сутки работы печи в эксплуатационном режиме произошел облом электрода I фазы и на третьи сутки - II фазы.
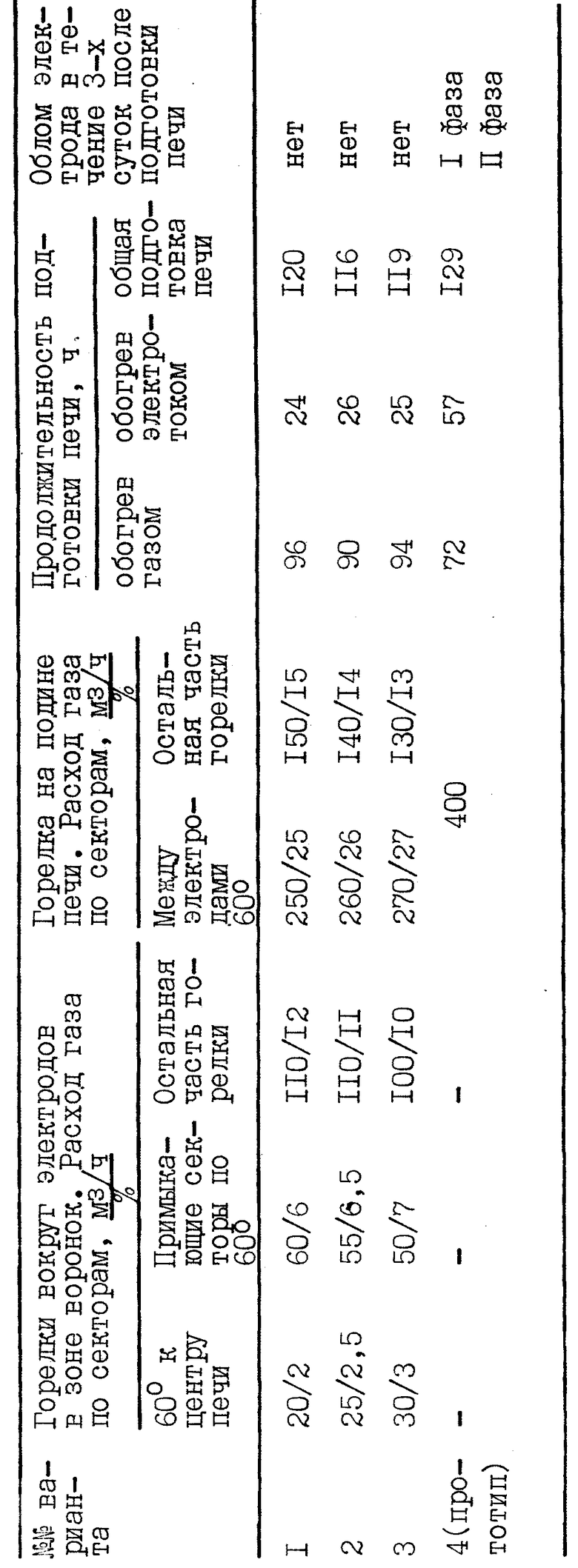
Показатели промышленного осуществления предложенного способа по трем вариантам и прототипу приведены в таблице.
Предложенный способ подготовки печи позволил существенно снизить расход электроэнергии на разогрев печи до 350 тыс. кВт • ч и провести безаварийно разогрев печи и обжиг электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОУГЛЕРОДИСТОГО ФЕРРОХРОМА | 1997 |
|
RU2115627C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ САМОСПЕКАЮЩИХСЯ ЭЛЕКТРОДОВ ТРЕХФАЗНОЙ РУДОТЕРМИЧЕСКОЙ ПЕЧИ ДЛЯ ВЫПЛАВКИ ФЕРРОСИЛИЦИЯ | 1994 |
|
RU2115872C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАНТРАЦИТА ВО ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ | 1996 |
|
RU2115634C1 |
| ОФЛЮСОВАННЫЙ ХРОМОРУДНЫЙ АГЛОМЕРАТ | 1997 |
|
RU2114060C1 |
| СПОСОБ ФУТЕРОВКИ СВОДОВ | 1991 |
|
RU2094720C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ФЕРРОСИЛИЦИЯ | 1994 |
|
RU2109836C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРОМОЛИБДЕНА | 1994 |
|
RU2110596C1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАНТРАЦИТА ВО ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ | 1995 |
|
RU2119531C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДНОГО МОЛИБДЕНОВОГО КОНЦЕНТРАТА | 1993 |
|
RU2061076C1 |
Изобретение может быть использовано в металлургии, конкретнее в способе подготовки рудовосстановительных закрытых печей для выплавки ферросплавов после длительного простоя. Согласно изобретению газ для обжига электродов (2-З% от общего расхода) подают через кольцевые горелки, расположенные вокруг каждого электрода в зоне загрузочных воронок, в секторе 60o к центру печи. 6-7% в примыкающих секторах по 60o, а в остальной части 10-12%. Через кольцевую горелку, расположенную на подине по периметру футеровки ванны печи. подают газ в количестве 25-27% в секторах 60o между электродами, в остальной части -13-15% от общего расхода до достижения температуры электродной массы в зоне контактных щек 600-800oС. Затем проводят обжиг электрическим током до полного формирования электрода в этой зоне. 1 табл.
Способ подготовки рудовосстановительной закрытой печи для выплавки ферросплавов, включающий обжиг самоспекающихся электродов и сушку футеровки газом, подаваемым через газовые горелки, и последующий обжиг электродов электрическим током, отличающийся тем, что подачу газа осуществляют через кольцевые горелки, расположенные вокруг каждого электрода в зоне загрузочных воронок, и через кольцевую горелку, расположенную на подине по периметру футеровки ванны печи, при этом через горелки, расположенные вокруг каждого электрода, подают газ в количестве 2 - 3% от общего расхода в секторе 60o к центру печи, 6 - 7% - в примыкающих секторах по 60o и 10 - 12% - в остальной части, а через горелку, расположенную на подине ванны печи, подают газ с расходом 25 - 27% от общего расхода газа в секторах 60o между электродами и 13 - 15% - в остальной части до достижения температуры электродной массы в зоне контактных щек 600 - 800oC, а затем проводят обжиг электрическим током до полного формирования электрода в этой зоне.
| Мизин В.Г | |||
| и др | |||
| Разогрев закрытой ферросплавной печи после капитального ремонта; Сб | |||
| "Совершенствование производства ферросилиция на Кузнецком зав оде ферросплавов" | |||
| вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зеркальный стереовизир | 1922 |
|
SU382A1 |
| Васильев В.И | |||
| и др | |||
| Насос | 1917 |
|
SU13A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
