Изобретение относится к машиностроению, в частности к способам изготовления несущих деталей с опорными поверхностями. Оно может быть использовано в вагоностроении при изготовлении надрессорных балок тележек грузовых вагонов, соединительных балок и других крупногабаритных несущих деталей с опорными поверхностями, подверженными в эксплуатации ударно-контактным нагрузкам, а также на вагоноремонтных предприятиях при ремонте вышеназванных деталей.
Известен способ изготовления деталей [1], при котором на опорных поверхностях получают прямым прессованием износостойкое полимерное покрытие. Недостатком этого способа является длительность процесса отверждения покрытия на опорной поверхности и недостаточная прочность при действии сосредоточенной нагрузки.
Наиболее близким к заявляемому техническому решению является способ [2], при котором на опорную поверхность, нагретую до 950 - 1200oК наносят износостойкий сплав в жидком виде при температуре на 400 - 700oК выше температуры плавления материала изготавливаемой детали и нагружение производят путем приложения равномерного давления к поверхности износостойкого материала при температуре его нулевой жидкотекучести, а снятие нагрузки производят после охлаждения износостойкого материала. Недостатком этого способа является получение литой грубозернистой структуры износостойкого покрытия, а также низкая производительность процесса получения этого покрытия на детали и высокие энергозатраты.
Целью изобретения является повышение износостойкости и размерной точности опорных поверхностей крупногабаритных несущих деталей без применения механической обработки.
Сущность разработанного способа заключается в том, что на опорную поверхность детали, имеющей отклонение "в" от номинального размера, без механической обработки этой поверхности наносят износостойкий слой из железоуглеродистого сплава путем осаживания на ней равномерно распределенной статической нагрузкой накладки, нагретой до температуры ковки (на 150 - 200oC ниже линии солидуса диаграммы состояния Fe - C), при этом осаживание ведут до толщины, равной отклонению положения опорной поверхности от номинального размера в направлении приложения нагрузки, после чего осуществляют охлаждение накладки с выдержкой при максимальной нагрузке до температуры 350 - 550oC, а затем разгружают деталь и приваривают накладку к опорной поверхности по линии их сопряжения. Охлаждение накладки осуществляют в нагруженном состоянии со скоростью 10 - 70 град/с, а приварку производят при ее температуре 250 - 350oC.
Существенность отличительных признаков заключается в следующем. Крупногабаритные несущие детали транспортных средств являются преимущественно тонкостенными конструкциями, запас прочности которых в зонах опорных поверхностей недостаточен для проведения осаживания накладок при температуре их нагрева ниже температуры ковки. Накладки представляют собой тонкостенные пластины, поэтому при контактном теплообмене с опорной поверхностью детали и с пуансоном происходит их быстрое охлаждение. Чем выше теплосодержание накладок, тем большую степень осаживания можно реализовать без трещинообразования, а это возможно при нагреве накладок до температуры ковки (на 150 - 200oC ниже линии солидуса).
Поскольку разработанный способ не предусматривает механическую обработку опорных поверхностей, то размеры накладки должны соответствовать объему, заключенному между чертежными и фактическими размерами данной зоны детали. Это обуславливает необходимость определения у изготавливаемой детали отклонения положения опорной поверхности от номинального размера в направлении приложения нагрузки к накладке.
Охлаждение накладки должно осуществляться в нагруженном состоянии во-избежании ее коробления вследствие различных скоростей теплоотвода через поверхность, находящуюся в контакте с деталью, и наружную поверхность накладки. По экспериментальным данным нагружение можно прекращать при 550oC. Минимальная температура, при которой накладка может находиться под нагрузкой, не должна превышать 350oC, что диктуется условиями приварки с подогревом сталей с повышенным содержанием углерода при температуре 250 - 350oC.
Интервал скорости охлаждения накладки 10 - 70 град/с обусловлен требованиями предотвращения трещинообразования в железоуглеродистых сплавах.
На чертеже представлена реализацию разработанного способа на примере изготовления литой надрессорной балки тележки грузового вагона. Надрессорную балку 1 из низкоуглеродистой стали устанавливают в горизонтальном положении на двух опорах, расположенных на столе пресса под ее концевыми частями, а под средней частью размещают симметрично оси ползуна пресса дополнительную клиновую опору 2 с регулируемым в вертикальном направлении положением верхней опорной плоскости для предотвращения прогиба нижнего пояса балки. Перед нанесением износостойкого слоя определяют по шаблону отклонение положения опорной поверхности подпятника 3 от номинального размера "в" в направлении действия нагрузки g. Износостойкую накладку 4 из стали 30ХГСА, нагретую до 1200oC укладывают на опорную поверхность подпятника балки. С помощью пуансона 5 к наружной поверхности накладки прикладывают равномерную нагрузку g и осуществляют ее пластическое деформирование таким образом, чтобы при осаживании наружная поверхность накладки занимала номинальное положение в соответствии с чертежными размерами данной зоны детали.
После завершения осаживания накладки ее продолжают выдерживать под максимальной нагрузкой и охлаждают со скоростью 10 - 70 град/с. При снижении температуры накладки до 350 - 550oC деталь разгружают и при температуре 250 - 350oC производят приварку накладки по линии ее сопряжения с опорной поверхностью подпятника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 1998 |
|
RU2156681C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 1998 |
|
RU2126317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 2001 |
|
RU2214899C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 2002 |
|
RU2226460C2 |
| СПОСОБ УПРОЧНЕНИЯ ПЯТНИКОВ ГРУЗОВЫХ ВАГОНОВ | 2002 |
|
RU2223166C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФРИКЦИОННОЙ ПЛАНКИ ТЕЛЕЖКИ ВАГОНА | 2001 |
|
RU2201859C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ | 2008 |
|
RU2394673C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКОВОГО УЗЛА НАДРЕССОРНОЙ БАЛКИ | 2003 |
|
RU2247015C1 |
| Способ изготовления деталей | 1986 |
|
SU1404229A2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАКЛОННЫХ ПЛОСКОСТЕЙ НАДРЕССОРНЫХ БАЛОК | 2005 |
|
RU2287415C1 |
Изобретение относится к машиностроению и в частности к способам изготовления несущих деталей с опорными поверхностями. Оно может найти применение в вагоностроении при изготовлении надрессорных балок тележек, соединительных балок грузовых вагонов и других деталей с опорными поверхностями, подверженными в эксплуатации износу, а также при ремонте изношенных опорных поверхностей вышеназванных деталей. Сущность изобретения: на опорной поверхности детали получают износостойкий слой путем осаживания на ней при температуре ковки накладки из износостойкого железоуглеродистого сплава. Осадку производят равномерно распределенной статической нагрузкой до толщины, равной отклонению положения опорной поверхности от номинального размера в направлении приложения нагрузки. Затем осуществляют охлаждение накладки с выдержкой при максимальной нагрузке до температуры 350-550oC. После чего разгружают деталь и производят приварку накладки по линии ее сопряжения с опорной поверхностью детали. При этом охлаждение накладки осуществляют в нагруженном состоянии со скоростью 10-70 град/с, а приварку накладки производят при температуре 250-350oC. 1 ил.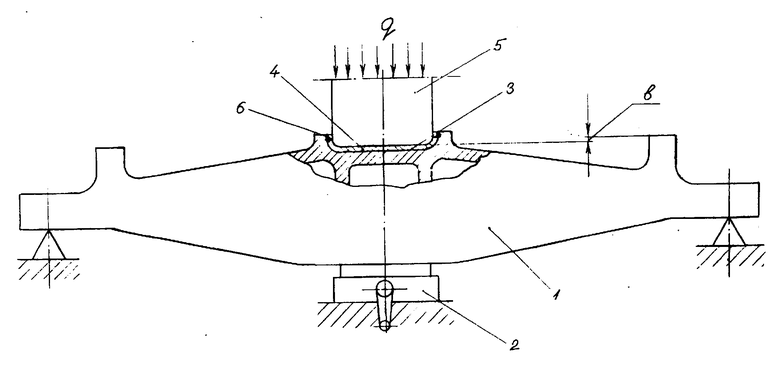
Способ изготовления литых несущих деталей с опорными поверхностями, включающий размещение на опорной поверхности детали материала покрытия из износостойкого железоуглеродистого сплава, нагружение статической нагрузкой, равномерно распределенной по поверхности материала покрытия, нагрев материала покрытия, сварку, охлаждение с выдержкой при максимальной нагрузке и разгрузку детали, отличающийся тем, что сначала материал покрытия нагревают до температуры ковки, затем размещают на опорной поверхности, нагружают при этой температуре, осаживая до толщины, равной отклонению положения опорной поверхности от номинального размера в направлении приложения нагрузки, осуществляют охлаждение до температуры 350 - 550oC с выдержкой при максимальной нагрузке, после чего разгружают деталь и проводят сварку материала покрытия с деталью по линии его сопряжения с ее опорной поверхностью.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1278172, B 24 B 39/00, 1985 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, автор ское свидетельство , 1433688, B 23 K 13/00, 1988. | |||
