Изобретение относится к железнодорожному транспорту, в частности к ремонту трущихся поверхностей деталей фрикционного гасителя колебаний тележек грузовых вагонов.
Восстановление (ремонт) фрикционных планок на вагоноремонтных предприятиях осуществляют в основном способом наплавки металла на изношенные поверхности планок (Инструкция по сварке и наплавке при ремонте вагонов и контейнеров РТМ 32 ЦВ 201-88).
Недостатком данного способа является большой расход наплавочного материала, электроэнергии, некачественная наплавка и трудоемкость механической обработки наплавленной поверхности.
Наиболее близким к заявленному техническому решению является "Способ изготовления несущих деталей с опорными поверхностями" (RU 95122201 A1, патент 2116182 от 27.07.98 г., В 23 К 28/00), при котором получение на опорной поверхности износостойкого слоя достигается осаживанием на ней накладки, нагретой до температуры ковки с последующим охлаждением и выдержкой.
Этот способ имеет следующие недостатки.
Для осаживания износостойкой накладки на опорной поверхности детали требуется ее предварительный нагрев до температуры ковки и высокое давление прессования.
При существующей технологии ремонта вагонов техническим оснащением вагонных депо и заводов необходимые оборудование, оснастка и приспособления не предусмотрены, а на приобретение и изготовление оборудования требуются значительные капитальные затраты.
Задачей заявленного изобретения является продление срока службы и ремонтопригодности фрикционных планок.
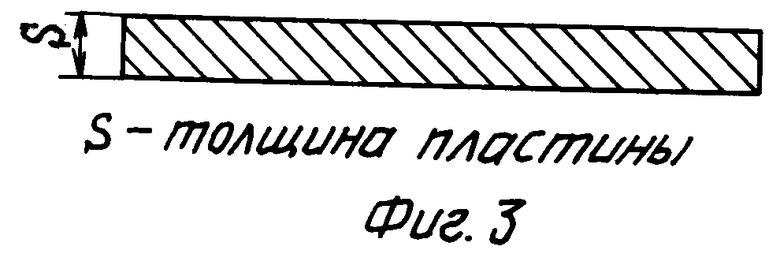
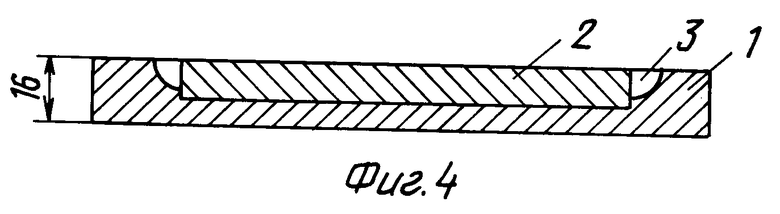
Сущность изобретения заключается в напрессовке пластины из износостойкой стали с регламентированной твердостью на изношенную поверхность фрикционной планки глубиной 4-11 мм. Планку перед напрессовкой нагревают до температуры 900-950oС, далее на ее изношенной поверхности размещают пластину, прессуют, выдерживают при максимальной нагрузке до температуры 300-400oС, разгружают и приваривают пластину к фрикционной планке по всему периметру сплошным швом. Длину и ширину пластины принимают на 14-16 мм меньше длины и ширины изношенной поверхности планки, а толщину пластины принимают на 0,7-1,0 мм больше глубины износа планки.
Сущность заявленного способа поясняется чертежами.
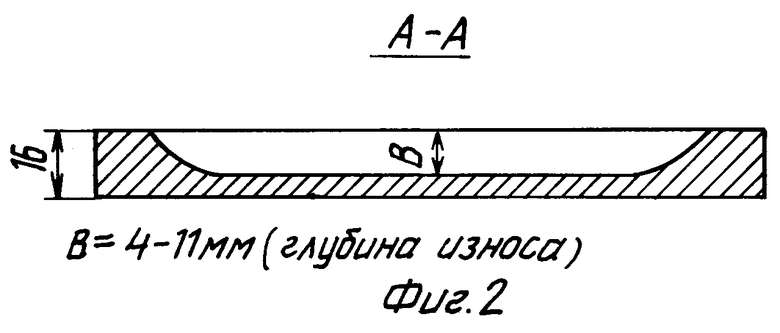
На фиг. 1 представлена фрикционная планка; на фиг.2 - разрез по А-А на фиг. 1 с глубиной износа; на фиг.3 - износостойкая пластина в разрезе; на фиг.4 изображена в разрезе фрикционная планка (1), восстановленная и упрочненная пластиной (2) на изношенной поверхности планки, пластина приварена к планке по периметру сплошным швом (3).
Пример осуществления способа.
Определяется длина, ширина и глубина износа фрикционной планки. Изготавливается пластина из листовой стали, например Ст45, 85Г, 35ХГСА и др. термообработанной до твердости по Бринелю 320-400 HB. Длина и ширина пластины принимается на 14-16 мм меньше длины и ширины изношенной поверхности планки (для сварного шва), а толщина пластины на 0,7-1,0 мм больше глубины износа планки. Фрикционная планка перед напрессовкой нагревается до температуры 900-950oС, далее она размещается на стола пресса, укладывается на ее изношенную поверхность пластина так, чтобы зазор по периметру между кромкой пластины и кромкой изношенной поверхности планки составлял 7-8 мм. Пластина напрессовывается на планку усилием, обеспечивающим посадку пластины вровень с поверхностью планки, затем под нагрузкой охлаждается до температуры 300-400oС, снимается со стола пресса и производится приварка пластины к планке по всему периметру сплошным швом заполняя зазор.
При необходимости сварной шов подвергается механической обработке по уровню поверхности.
Преимуществом заявленного технического решения является то, что экономится наплавочный материал, электроэнергия, не требуется специального оборудования, оснастки и приспособлений, снижаются затраты на восстановление (ремонт) износа фрикционных планок и улучшаются условия труда.
Изобретение относится к железнодорожному транспорту, в частности к ремонту трущихся поверхностей деталей фрикционного гасителя колебаний тележек грузовых вагонов. Способ заключается в том, что на изношенную поверхность фрикционной планки напрессовывают пластину из износостойкой листовой стали. Фрикционную планку перед запрессовкой нагревают до температуры выше 900-950oС. Толщину пластины выбирают на 0,7-1,0 мм больше глубины износа планки. Размещают пластину с зазором по периметру между кромкой пластины и кромкой изношенной поверхности планки, равным 7-8 мм. После выдерживания пластины в прессе под нагрузкой до температуры 300-400oС производят приварку пластины к фрикционной планке сплошным швом по ее периметру. Изобретение направлено на продление срока службы и ремонтопригодности фрикционных планок. 4 ил.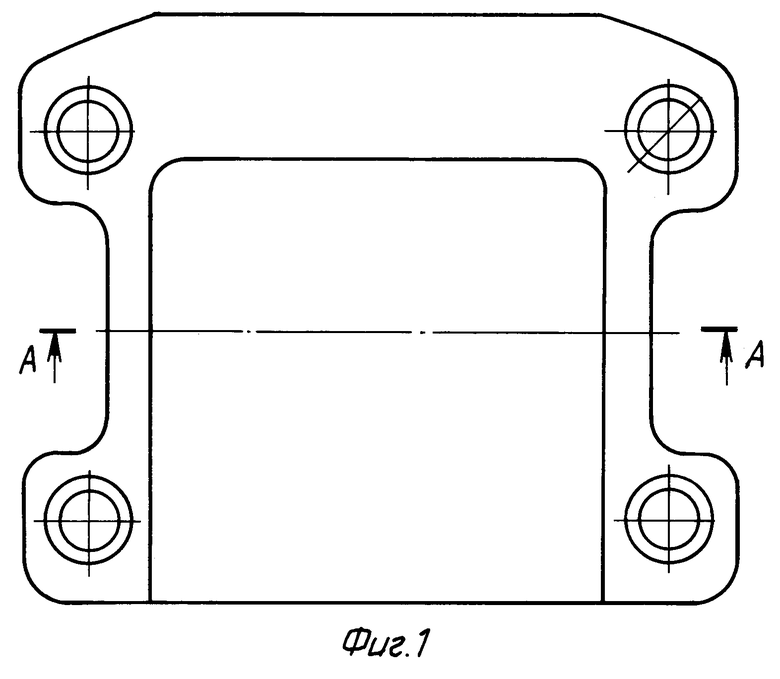
Способ восстановления фрикционной планки тележки вагона, отличающийся тем, что на изношенную поверхность фрикционной планки, нагретой до температуры выше 900-950oC, напрессовывают пластину из износостойкой листовой стали толщиной на 0,7-1,0 мм больше глубины износа планки с зазором по периметру между кромкой пластины и кромкой изношенной поверхности планки, равным 7-8 мм, а после выдерживания пластины в прессе под нагрузкой до температуры 300-400oC производят приварку пластины к фрикционной планке сплошным швом по ее периметру.
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСУЩИХ ДЕТАЛЕЙ С ОПОРНЫМИ ПОВЕРХНОСТЯМИ | 1995 |
|
RU2116182C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 1998 |
|
RU2156681C2 |
| RU 2056252 C1, 20.03.1996 | |||
| US 5522134, 04.06.1996. | |||

