Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте звеньев рельсошпальной решетки в составе поточных линий на производственных базах путевых машинных станций.
Известны устройства, повышающие производительность поточных линий по сборке и разборке рельсовых звеньев за счет совершенствования системы транспортировки рельсового звена или же его элементов. Например, устройство по авт. св. СССР №717207, Е 01 В 29/24 с использованием конвейера с приводным валом, позволяющее осуществлять обработку звеньев с одновременной их транспортировкой за счет взаимодействия храпового механизма приводного вала с зубчатой рейкой механизма протяжки звена под рабочими органами.
Недостатком устройства является жесткая временная зависимость работы смежных позиций рабочего оборудования.
Известны транспортные системы, включающие передвижные тележки, длина которых равна длине звена, позволяющие выполнять обработку рельсовых звеньев на тележках при прохождении ими позиций с рабочим оборудованием, а также в процессе их транспортировки к этим позициям. Например, устройства по авт. св. СССР №1451080, B 65 G 36/08, пат. РФ №2116398, Е 01 В 29/24, позволяющие выполнять работу над каждым звеном одновременно на разных рабочих позициях без жесткой временной зависимости смежных позиций друг от друга.
К недостаткам таких систем можно отнести зависимость расстояния между рабочими станками от длины транспортной тележки, равной длине звена, что приводит к значительной протяженности поточных линий.
Наиболее близкой по технической сущности к заявленной является транспортная система поточной линии по пат. РФ №2116398, Е 01 В 29/24, выполненная в виде отдельных, размещенных на направляющих тележек-спутников с механизмами их продольного перемещения по замкнутому двухярусному контуру и с передаточными агрегатами между ярусами (потоками).
Недостаток транспортной системы, входящей в состав поточной линии, состоит в том, что зависимость длины транспортной тележки от длинномерных элементов звена усложняет конструкцию линии и ведет к ее значительной протяженности, что при размещении в цехе требует больших площадей.
Задача, решаемая заявителем, состоит в том, чтобы при сохранении ритмичной работы технологического оборудования линии за счет одновременного и независимого выполнения последовательных технологических операций сократить общую протяженность линии с возможностью упрощения конструкции передаточных агрегатов транспортных тележек.
Задача решается за счет того, что в известной транспортной системе линии для сборки звеньев передвижных по замкнутому двухпоточному контуру тележек-спутников и передаточных устройств между потоками каждая тележка выполнена в виде сплотки платформ с возможностью отсоединения или присоединения их с помощью автоматических сцепных устройств на контактирующих поверхностях, при этом длина передаточных устройств соответствует длине одной платформы.
По сравнению с прототипом выполнение конструкции транспортирующей тележки, позволяющее изменять в процессе перемещения свою длину, позволит сократить расстояние между рабочими станками при выполнении работ с малогабаритными элементами рельсового звена, что в конечном итоге приведет к значительному сокращению длины рабочей линии, а также позволит упростить конструкцию передаточных устройств между потоками, сократив их размер.
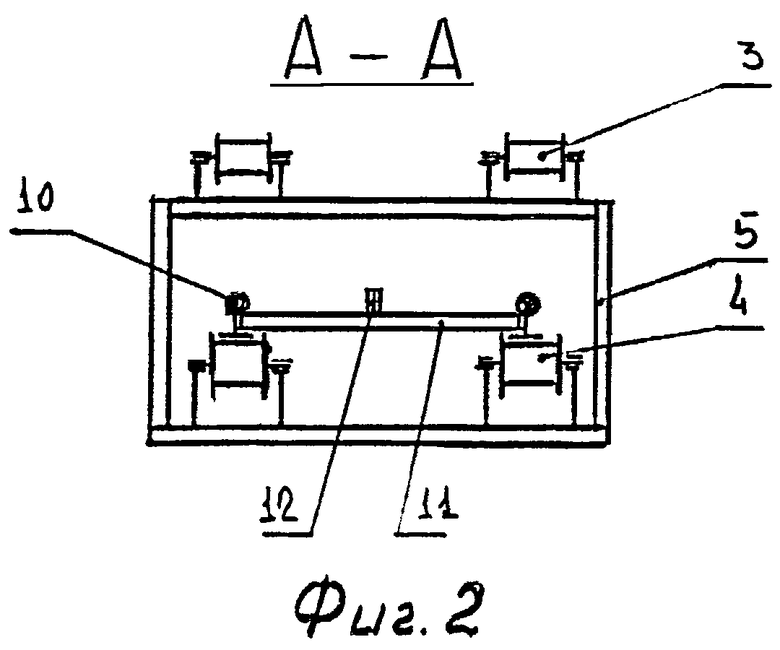
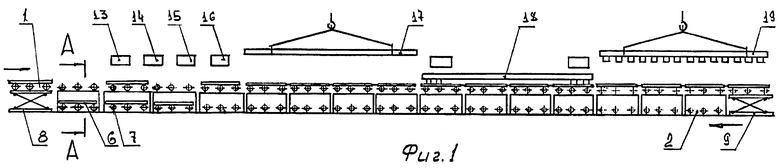
На фиг.1 схематически изображен общий вид транспортной системы линии для сборки звеньев железнодорожного пути. На фиг.2 - сечение А-А.
Транспортная система для сборки звеньев железнодорожного пути включает в себя расположенные в двух уровнях друг над другом технологические потоки 1 и 2, состоящие из роликовых аппарелей 3 и 4, смонтированных на раме 5, платформы 6, установленные на роликовых аппарелях 3 и 4 и перемещающиеся по ним приводными роликами 7, передаточные устройства 8 и 9, длина которых соответствует длине платформ 6, расположены в начале и конце технологических потоков 1 и 2.
Платформа 6 содержит параллельно расположенные боковины 10, связанные между собой поперечинами 11, и механизм автоматического сцепления и расцепления платформ 12, контактирующих с поверхностями поперечин 11 платформы 10. При этом длина каждой платформы 6 в несколько раз меньше длины собираемого звена, платформы сцепляются между собой, образуя сплотку платформ, длина которой соответствует длине рельсового звена. Вдоль технологических потоков 1 и 2 размещены позиции 13, 14, 15, 16, на которых размещаются элементы собираемого рельсового звена железнодорожного пути шпалы, прокладки, подкладки, сборки клеммных и закладных болтов, а также позиции 17, 18, 19, на которых размещаются рельсы, технологическое оборудование для завинчивания гаек и устройство для уборки собранного рельсового звена.
Транспортная система для сборки звеньев железнодорожного пути работает следующим образом.
Каждая платформа 6, перемещаясь по роликовым аппарелям 3, расположенным на технологическом потоке 1, последовательно проходит позиции 13, 14, 15, 16. При этом на платформу 6 укладываются элементы собираемого звена железнодорожного пути: шпалы, прокладки, подкладки, сборки клеммных и закладных болтов.
В зоне расположения позиции 17. где производится установка рельсов, платформы 6 соединяются друг с другом, срабатывает механизм автоматического сцепления платформ 12, образуя сплотку платформ. При этом количество платформ 6 в сплотке должно соответствовать длине собираемого звена. После укладки на сплотку платформ рельсов сплотка платформ перемещается через позицию 18, где производится завинчивание гаек клеммных и закладных болтов, и выходит на позицию 19, где убирается собранное звено.
После этого включается передаточное устройство 9, платформа 6, расположенная на нем, автоматически отцепляется от сплотки и опускается на технологический поток 2.
Остальные платформы, входящие в состав сплотки, последовательно друг за другом отцепляются от сплотки и переводятся на технологический поток 2. На технологическом потоке 2 каждая платформа перемещается по роликовым аппарелям 4 к передаточному устройству 8, которое поднимает их на уровень технологического потока 1, и процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2006 |
|
RU2304191C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2298608C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2441960C1 |
| СПОСОБ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ ПРИ БЕСПОДКЛАДОЧНОМ ТИПЕ СКРЕПЛЕНИЙ | 2010 |
|
RU2437979C1 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте звеньев рельсошпальной решетки в составе поточных линий на производственных базах путевых машинных станций. Транспортная система линии состоит из передвижных по замкнутому двухпоточному контуру тележек-спутников и передаточных устройств между потоками. Каждая тележка-спутник выполнена в виде сплотки платформ с возможностью присоединения или отсоединения каждой из них с помощью автоматических сцепных устройств на контактирующих поверхностях. При этом длина каждого передаточного устройства соответствует длине одной платформы. Техническим результатом изобретения является сокращение общей протяженности линии с возможностью упрощения конструкции передаточных агрегатов транспортных тележек. 2 ил.
Транспортная система линии для сборки звеньев железнодорожного пути, состоящая из передвижных по замкнутому двухпоточному контуру тележек-спутников и передаточных устройств между потоками, отличающаяся тем, что каждая тележка-спутник выполнена в виде сплотки платформ с возможностью присоединения или отсоединения каждой из них с помощью автоматических сцепных устройств на контактирующих поверхностях, при этом длина каждого передаточного устройства соответствует длине одной платформы.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М.: Транспорт, 1984, с | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |

