Изобретение относится к цветной металлургии, конкретно, к полунепрерывному литью плоских слитков из алюминия и сплавов на его основе.
Известен способ полунепрерывного литья слитков из алюминия и его сплавов, заключающийся в том, что металл из летки печи попадается в разливочный желоб, а из него - в кристаллизатор скольжения, в который предварительно вводят поддон, установленный на литейной машине, обеспечивающей вытягивание затвердевающего слитка с определенной скоростью. При этом размеры поддонов в поперечном сечении должны быть на 2-2,5% меньше соответствующих размеров кристаллизаторов. Кроме этого, рекомендуют до начала литья на поддон, установленный в кристализаторе, заливать расплав алюминия на высоту 30-40 мм, которому дают затвердеть на 30-40%, после чего начинают литье основного металла, чем, по мнению авторов, обеспечивается самоотжиг донной части слитка (см. Плавка и литье алюминиевых сплавов. Справочное рук-во под ред. В.И.Добаткина.М.; Металлургия, 1970, 416 с.).
Основные недостатки этого способа состоят в том, что, во-первых, неизбежна вероятность заклинивания поддона в начале литья из-за возможного попадания жидкого металла в зазор между поддоном и кристаллизатором, и, во-вторых, снижается выход годного металла из-за увеличения массы донной обрези слитка вследствие разнородности ее структуры с структурой основной массы слитка.
Наиболее близким изобретению по технической сущности является способ полунепрерывного литья плоских слитков из алюминия и его сплавов, включающий подготовку к работе литейной машины и уплотнения зазора между поддоном и кристаллизатором скольжения асбестовым шнуром, открывание летки печи и выход на рабочую скорость литья с начальной скоростью литья, составляющей 0,5-0,6 от рабочей скорости (см. ТИ 48-01-07-1-02-96. Технологическая инструкция по производству плоских алюминиевых слитков для проката и алюминиевых шин.1996, АО "Волгоградский алюминий"). В данном способе исключается возможность попадания металла в зазор между кристаллизатором и поддоном, что как следствие позволяет избежать заклинивания поддона в кристаллизаторе.
Основной недостаток этого способа заключается в неизбежном попадании невыгораемого шнурового асбеста в объем донной части слитка, что приводит к увеличению массы обрези и, как следствие, - к снижению выхода годного металла. Кроме того, установлено, что асбест содержит канцерогенные вещества, вследствие чего в мировой практике отказываются от его использования.
Технической задачей изобретения является повышение выхода годного металла за счет снижения обрези донной части слитка.
Техническая задача решается тем, что в известном способе полунепрерывного литья слитков из алюминия и его сплавов, включающем предварительное уплотнение зазора между поддоном и кристаллизатором неметаллическим материалом и постепенное наращивание рабочей скорости литья. Зазор уплотняют материалом, сгорающим при температуре разливаемого металла, причем толщина материала составляет 1,15-1,3 величины зазора, а процесс литья начинают со скоростью 0,8-0,9 от рабочей скорости литья.
На начальной стадии литья в период заполнения металлом кристаллизатора прилегающая к поддону донная часть слитка успевает закристаллизоваться к моменту полного выгорания уплотняющего зазор материала, что обеспечивается подбором соответствующего и экологически чистого материала, выбором необходимого соотношения его толщины и величины зазора. Поэтому после заполнения кристаллизатора со скоростью даже весьма близкой к рабочей скорости литья запуск литейной машины на вытягивание слитка является безопасным с точки зрения возможного заклинивания поддона в кристаллизаторе. При этом исключается попадание уплотняющего материала в объем слитка, следствием чего является увеличение выхода годного металла за счет исключения донной обрези слитка.
Из всех испытанных уплотняющих материалов наиболее эффективными зарекомендовали себя пеньковый и хлопчатобумажный шпагаты по ГОСТ 1738-88, которые показали весьма близкое время выгорания. Время выгорания сухого шпагата толщиной 6-8 мм составляет 1-2 с, увлажненного водой - 5-7 с и увлажненного и обмазанного огнеупорным материалом - 8-12 с.
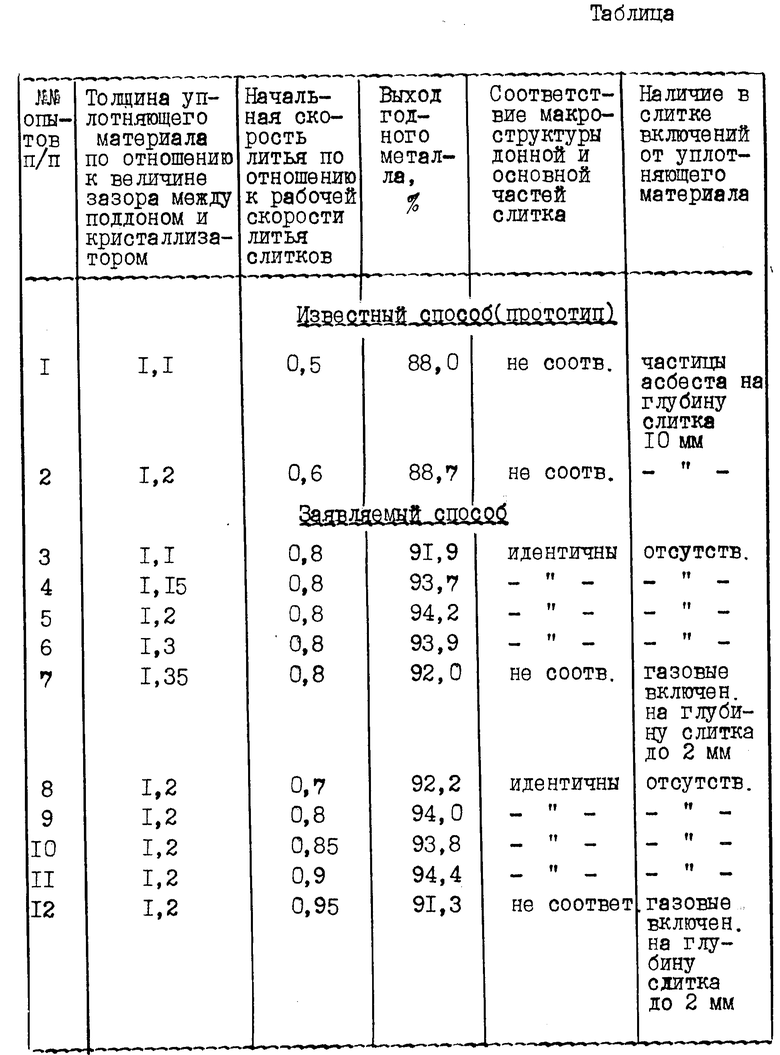
Выбранные параметры изобретения лимитируются следующими факторами. При выборе толщены выгораемого шпагата меньше 1,15 величины соответствующего зазора между поддоном и кристаллизатором не обеспечивается достаточная плотность заполнения зазора материалом, что может привести к попаданию некоторого количества жидкого металла в зазор в начальный момент заливки металла в кристаллизатор; когда же толщина шпагата превышает 1,3 соответствующей величины зазора, то увеличивается время выгорания уплотняющего материала.
При выборе начальной скорости литья (при заполнении кристаллизатора, когда в нем находится поддон) меньше 0,8 величины рабочей скорости литья слитков возрастает время разливки; когда скорость начала литья превышает 0,9 величины рабочей скорости литья слитков возникает возможность попадания продуктов сгорания уплотняющего материала в объем донной части слитка.
Способ испытан в промышленных условиях завода при литье плоских слитков из алюминия размерами 1100х340х2650 мм и осуществлялся следующим образом
Пример выполнения способа.
Перед началом разливки в кристаллизаторы скольжения (одновременное литье трех слитков) ввели поддоны, затем в зазор между поддоном и кристаллизатором плотно уложили предварительно увлажненный шпагат толщиной 7,82 мм (что составляет 1,15 от величины зазора), проверили систему водоохлаждения, открыли летку печи и начали подачу металла через предварительно разогретые литейный желоб и распределительную коробку в кристаллизатор со скоростью 88 мм/мин (что составляет 0,8 от рабочей скорости литья слитков). После заполнения катализатора металлом и выдержки в течение 30-60 с включили литейную машину на вытяжку слитка и постепенно увеличили скорость до рабочей величины. После завершения литья извлекли слитки и взвесили их. Затем резали литниковую часть слитка и донную часть - для сравнительного анализа макроструктуры донной и основной частей слитка, а также с целью определения возможного попадания уплотняющего материала и продуктов его выгорания в донную и основную части слитка. Установлено, что макроструктура донной и основной частей слитка идентичны. При этом в обеих частях отсутствуют как взвешенные включения уплотняющего материала, так и включения продуктов сгорания этого материала, что позволяет практически исключить отрезку донной части слитка. При массе слитка 2650 кг масса донной отрези составляют 150 кг, откуда следует, что исключение донной отрези даст прирост выхода годного металла на 5,7%.
Способ исследовался с запредельными и предельными значениями выбранных параметров также. Исследовался и известный способ (прототип). Результаты исследования представлены в таблице.
Из данных в таблице следует, что наиболее высокие показатели процесса литья достигаются при использовании заявляемого способа и соблюдения выбранных параметров процесса. Так, выход годного металла по сравнению со способом-прототипом возрастает не менее чем на 5% за счет того, что исключается необходимость обрезки донной части слитка, поскольку, во-первых, ее макроструктура идентична макроструктуре основной части слитка и, во-вторых, и в донной, и в основной частях слитка отсутствуют взвешенные и газовые включения, вносимые при использовании способа-прототипа. Кроме того, в качестве уплотняющего материала используются экологически чистые вещества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для полунепрерывного литья плоских слитков | 2018 |
|
RU2714453C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2143959C1 |
| ПОДДОН ДЛЯ ОТЛИВКИ ПЛОСКИХ СЛИТКОВ | 1998 |
|
RU2156178C2 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2000 |
|
RU2164957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ И ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2171312C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ МАГНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2190679C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОМ КРИСТАЛЛИЗАТОРЕ | 2003 |
|
RU2263003C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466197C1 |
| СПОСОБ ОТЛИВКИ ПОЛЫХ СЛИТКОВ ПРИ НЕПРЕРЫВНОМ ВЕРТИКАЛЬНОМ ЛИТЬЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2125920C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 1999 |
|
RU2149196C1 |
Изобретение относится к полунепрерывному литью плоских слитков из алюминия и его сплавов. Сущность изобретения заключается в том, что в известном способе полунепрерывного литья слитков из алюминия и его сплавов, включающем предварительное уплотнение зазора между поддоном и кристаллизатором неметаллическим материалом и постепенное наращивание рабочей скорости литья, согласно изобретению, зазор уплотняют материалом, сгорающим при температуре разливаемого металла, причем толщина материала составляет 1,15 - 1,3 величины зазора, а процесс литья начинают со скоростью 0,8 - 0,9 от рабочей скорости литья. Выход годного металла возрастает не менее чем на 5%. Техническим результатом изобретения является повышение выхода годного металла за счет снижения массы обрези донной части слитка. 1 табл.
Способ полунепрерывного литья слитков из алюминия и его сплавов, включающий предварительное уплотнение зазора между поддоном и кристаллизатором неметаллическим материалом и постепенное наращивание рабочей скорости литья, отличающийся тем, что зазор уплотняют материалом, сгорающим при температуре разливаемого металла, причем толщина материала составляет 1,15 - 1,3 величины зазора, при этом процесс литья начинают со скоростью 0,8 - 0,9 от рабочей скорости литья.
| Плавка и литье алюминиевых сплавов | |||
| Справочное руководство / Под ред.В.И.Добаткина | |||
| - М.: Металлургия, 1970, с.217 | |||
| Технологическая инструкция по производству плоских алюминиевых слитков для проката и алюминиевых шин, ТИ 48-01-07-1-02-96, АО "Волгоградский алюминий", 1996. |

