Изобретение относится к области металлургии и может быть использовано в установках непрерывного и полунепрерывного литья слитков в электромагнитном кристаллизаторе, преимущественно в тонкую полосу.
Известен способ разливки металла с использованием электромагнитного поля индуктора для удержания геометрии слитка с последующим охлаждением боковой поверхности слитка (авторское свидетельство СССР №437331, М.кл.2 В 22 D 11/ 00, приоритет от 04.10.65 опубл. 25.02.77) - аналог. В известном способе разливки металла над закристаллизировавшейся частью слитка сохраняют слой жидкого металла высотой 15-80 мм, а охлаждающую среду подают на слиток таким образом, чтобы фронт кристаллизации располагался в пределах высоты индуктора.
Недостаток вышеуказанного известного способа заключается в ограниченности размеров отливаемых слитков, толщина которых должна превышать 80-400 мм. Для отливки полос известным способом очень трудно поддерживать постоянным уровень расплавленного металла в кристаллизаторе, а значит, и фронт кристаллизации подвержен порой недопустимым колебаниям с частичным или полным нарушением непрерывности процесса формирования геометрии слитка. Все это не дает возможности получения тонких слитков до 80 мм с нужной геометрией и внутренней структурой.
Известен способ разливки металла в электромагнитном кристаллизаторе, включающий подачу расплава металла на поддон, его опускание и введение в зону действия электромагнитного поля индуктора кристаллизатора для удержания расплава и формирования требуемой геометрии поверхности слитка и последующую фиксацию профиля слитка охлаждением. С целью улучшения качества и структуры отливаемых слитков толщиной до 80 мм и обеспечения устойчивости процесса литья объем слоя жидкого металла над формирующейся частью слитка определяют соотношением:
V[(10-50)+(1-3)δ2]×1, где
δ - толщина слитка, 1 - ширина слитка, при этом отношение ширины слоя жидкого металла к толщине слитка выдерживают в пределах 2-20, отношение длины этого слоя к ширине слитка - в пределах 1,05-1,5, а угол падения струй охладителя на поверхность слитка плавно меняют от 10° до 40° в начале процесса при минимальной скорости литья и до 70°-90° при достижении технологической скорости литья (авторское свидетельство СССР №908487, МКИ В 22 D 11/ 00, приоритет от 11.03.80 г., опубл.28.02.82 г.)- прототип.
Недостатком рассматриваемого способа является то, что подача расплава металла на поддон, введенный в зону индуктора, чрезвычайно затруднена особенно при отливке тонких слитков до 80 мм, так как направленный в поддон расплавленный металл быстро кристаллизуется, затвердевание происходит вплоть до верхнего мениска слитка с частичным или полным нарушением непрерывности процесса формирования слитка. Это влечет за собой проливы жидкого металла и выброс его при взаимодействии с охлаждающей средой.
Существующие способы не разрешают задачу отливки тонких слитков до 80 мм на начальной стадии процесса. Задачей изобретения является повышение устойчивости литья тонких слитков на начальной стадии и обеспечение равномерного поступления расплава металла на торцевую поверхность поддона.
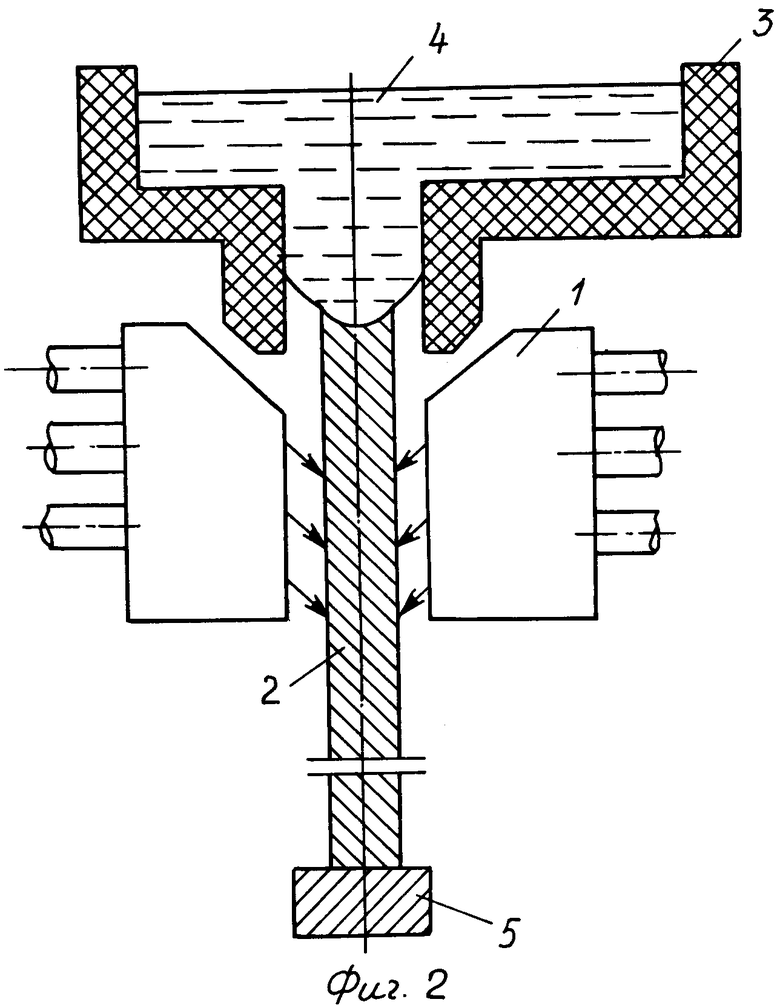
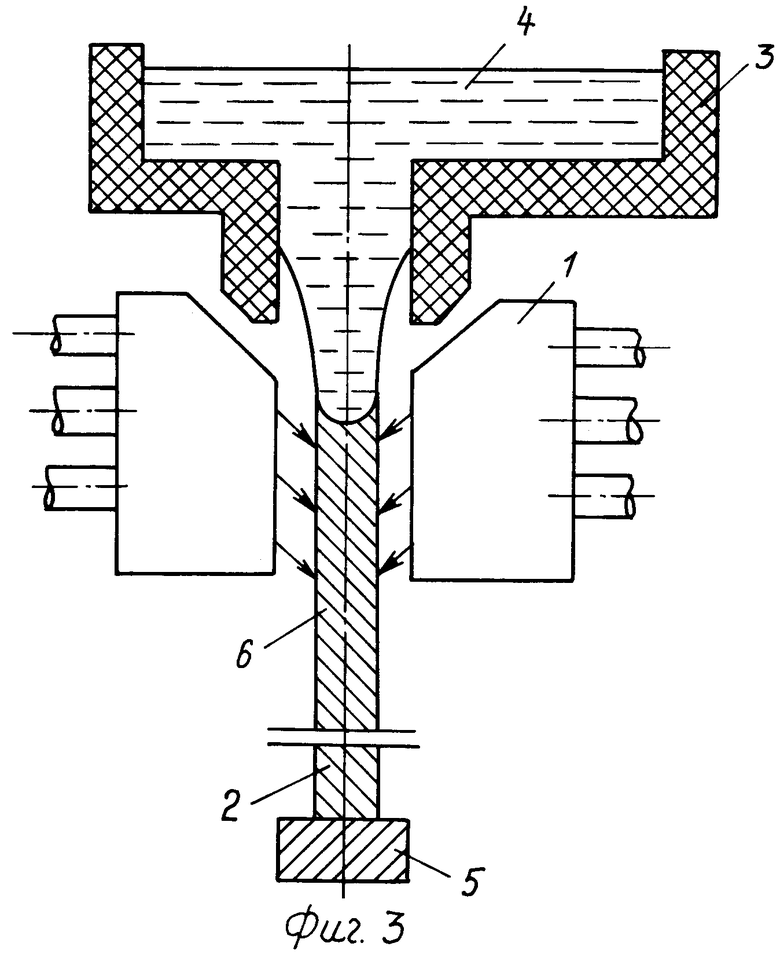
Достижение технического результата обеспечивается тем, что в электромагнитном кристаллизаторе поддон вводят в расположенный над индуктором кристаллизатора промежуточный резервуар, имеющий донное отверстие, с профилем, аналогичным профилю поддона, удерживают внешним электромагнитным полем индуктора (его радиальной составляющей) поступающий в него расплав до заполнения им торцевой поверхности поддона, после чего опускают поддон и вводят расплав в зону действия внутреннего электромагнитного поля индуктора (тангенциальной его составляющей) для формирования требуемой геометрии поверхности слитка и последующую фиксацию профиля слитка охлаждением. Сущность изобретения поясняется следующими чертежами.
На фиг.1, 2, 3 схематически изображена установка для реализации предложенного способа, включающая в себя электромагнитный кристаллизатор, состоящий из индуктора 1, совмещенного с системой охлаждения, поддон 2, промежуточный резервуар 3, выполненный с донным отверстием, аналогичным профилю поддона, расплав 4, стол литейной машины 5, слиток 6. Стрелками показана охлаждающая вода, вытекающая из поясов охлаждения, которые конструктивно совмещены с индуктором 1. Начальная стадия реализации способа показана на фиг.1. Поддон 2 вводят в расположенный над индуктором 1 кристаллизатора промежуточный резервуар 3, подают ток на индуктор 1 электромагнитного кристаллизатора. Прогревают индукционными токами промежуточный резервуар 3 и поверхность поддона 2. Расплав 4 подают на поддон 2 и удерживают его внешним электромагнитным полем индуктора 1 до заполнения им торцевой поверхности поддона 2 за счет расталкивающих электромагнитных сил, возникающих между жестко закрепленным индуктором 1 и расплавом 4, направленных вдоль оси слитка 6. После чего опускают поддон 2 с плавно возрастающей скоростью до технологически требуемой и вводят расплав 4 в зону действия внутреннего электромагнитного поля индуктора 1 (фиг.3). Возникающие силы внутреннего электромагнитного поля внутри индуктора 1 воздействуют на кристаллизирующийся слиток 6, направлены нормально к продольной оси слитка 6 и формируют требуемую геометрию слитка 6. Затем производят фиксацию профиля слитка 6 охлаждением.
Для повышения срока службы поддона 2 рекомендуется его изготавливать из металла с температурой плавления выше, чем у расплава 4. На поверхность поддона 2 с той же целью целесообразно нанести покрытие, исключающее разъедание его расплавом 4.
Применение предлагаемого способа в производстве позволит обеспечить высокопроизводительный и качественный процесс непрерывной разливки металла в электромагнитном кристаллизаторе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |
| Способ разливки металла в электромагнитный кристаллизатор | 1983 |
|
SU1375403A1 |
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА СИСТЕМЫ ВОЛКОВА | 2004 |
|
RU2338622C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 1999 |
|
RU2180361C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СОДЕРЖАЩИХ ЛИТИЙ | 2008 |
|
RU2381865C1 |
| Способ непрерывного литья слитков | 1978 |
|
SU806236A1 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОГО МЕТАЛЛА | 2009 |
|
RU2517066C2 |
| Способ непрерывной разливки металла | 1980 |
|
SU908487A2 |
Изобретение относится к области металлургии и может быть использовано в установках непрерывного и полунепрерывного литья слитков, преимущественно в тонкую полосу. Технический результат - повышение устойчивости литья тонких слитков на начальной стадии и обеспечение равномерного поступления расплавленного металла на торцевую поверхность поддона. Способ непрерывной разливки металла в электромагнитном кристаллизаторе включает введение поддона в расположенный над индуктором кристаллизатора промежуточный резервуар, имеющий донное отверстие с профилем, аналогичным профилю поддона. Удерживают поступающий в промежуточный резервуар расплав внешним электромагнитным полем индуктора до заполнения им верхней торцевой поверхности поддона. Затем опускают поддон и вводят расплав в зону действия внутреннего электромагнитного поля индуктора. Возникающие силы электромагнитного поля внутри индуктора воздействуют на кристаллизирующийся слиток, направлены нормально к продольной оси слитка и формируют его требуемую геометрию. Перед подачей расплава промежуточный резервуар и поддон желательно прогревать индукционными токами. 1 н. и 1 з. п.ф-лы, 3 ил.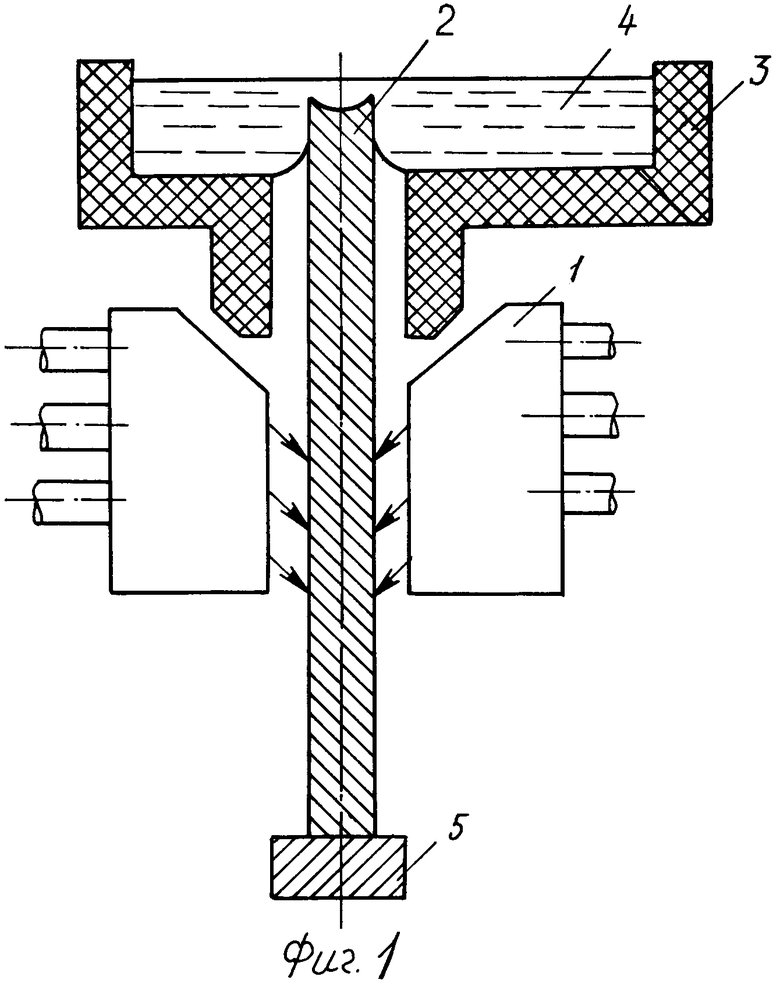
| Способ непрерывной разливки металла | 1980 |
|
SU908487A2 |

