1
Настоящее изобретение относится к области литейного производства и, в частности, к метода.м получения отливок в магнитном поле в формах из ферромагнитных сыпучих материалов по газифицируемым моделям.
Известеп способ получения литейных форм из ферромагнитных материалов в магнитном поле, который заключается в следующем: для получения отливки в магнитном поле модель из пенопласта устанавливают в о-локу, засыпают стальной или чугунной дробью и в процессе заливки и кристаллизации металла в форме на нее накладывают постоянное магнитное поле необходимой величины, в результате чего частицы металлического песка (дроби) сцепляются между собой, предотвращая тем самым деформацию формы под действием динамического и гидростатического напора металла. Под воздействием тепловой энергии расплава модель газифицируется и замещается металлом. После кристаллизации отливки, магнитное поле снимается, металлический песок практически размагничивается, и отливка извлекается из формы. Однако прл установке модели по известному способу магнитный поток, обеспечивающий сцепление частиц металлического песка, распределяется nepaiBHOMepHo.
Неравномерное распределение магнитного потока приводит к тому, что частицы материала в разных точках объе.ма литейной формы сцепляются с различной силой. При малой плотности магнитного потока сцепление частиц металлического песка незначительно, и стенки формы деформируются под действием гидростатического напора металла, а при большой плотности магнитного потока частицы металлического песка устанавлпваются вдоль своей большой оси по наиравленпю
магнитных силовых в сторону больше величины напряженности магнитного поля, и отливка в плоскости, перпендикулярной направлению магнитного поля, оказывается иссеченной част1щами материала.
Цель настоящего изобретения заключается в разработке способа изготовлепия литейных форм из сынучих ферромагнитных материалов, который бы обеспечил равномерное распределение магнитного потока по всему
объему опоки.
Достижение поставленной цели ocyniecTBляется тем, что в литейной форме, помеи еи гой в зону воздействия постоянного магнитного поля, вокруг модели устанавливают немагнитные и ферромагнитные (с высокой магнитной проницаемостью) стерл н 1 соответствующей конфигурации.
Сущность изобретения поясняется чертежом.
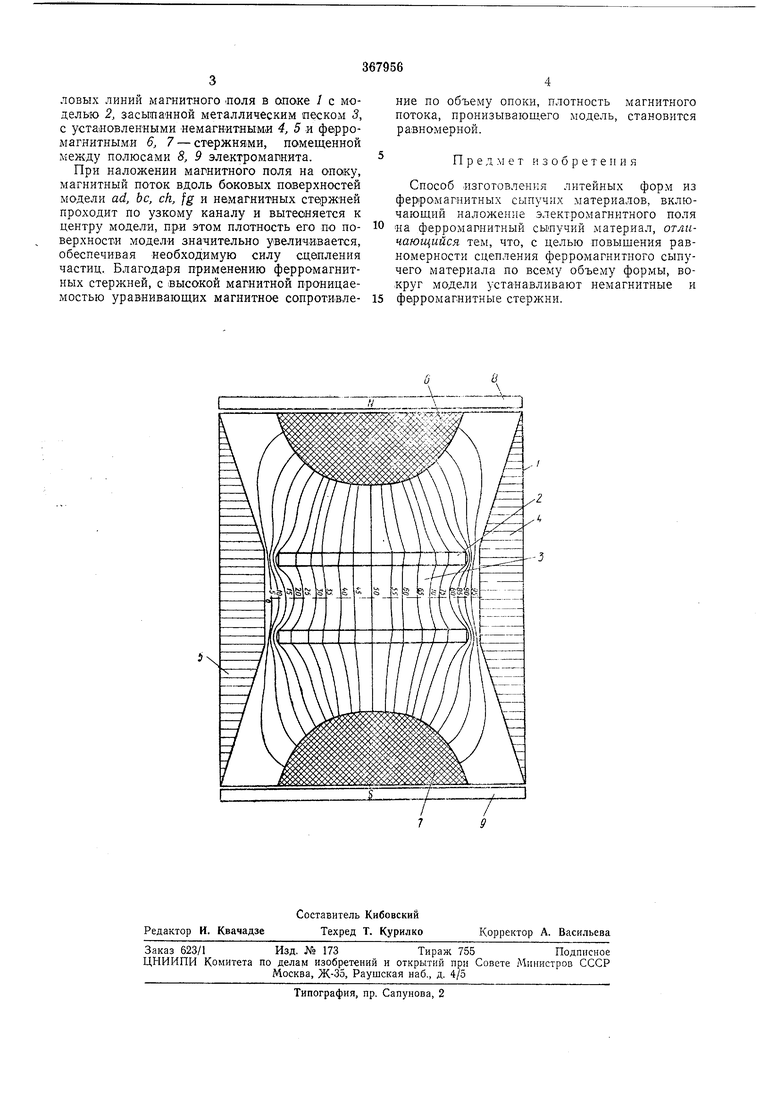
Па чертеже изображено распределение силовых линий магнитного лоля в опоке / с моделью 2, засыпанной металлическим песком 5, с устаиовленными немагнитными 4, 5 и ферромагнитными 6, 7 - стержнями, помещенной между полюсами 8, 9 электромапнита.
При наложении магнитного поля на опаку, магнитный поток вдоль боковых поверхностей модели ad, be, ch, fg и немагнитных стержней проходит по узкому каналу и вытесняется к центру модели, при этом плотность его по поверхности модели значительно увеличивается, обеспечивая необходимую силу сцепления частиц. Благодаря применению ферромагнитных стержней, с высокой магнитной проницаемостью уравнивающих магнитное сопротивление по объему опоки, плотность магнитного потока, пронизывающего модель, становится равномерной.
П р е д м е т и 3 о б р е т е п и я
Способ изготовления литейных форм из ферромагнитных сыпучих материалов, включающий наложение электромагнитного поля
«а ферромагнитный сыпучий материал, отличающийся тем, что, с целью повышения равномерности сцепления ферромагнитного сыпучего материала по всему объему формы, вокруг модели устанавливают немагнитные и
ферромагнитные стержни.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1994 |
|
RU2089330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2079388C1 |
| Способ изготовления литейных форм | 1981 |
|
SU946786A1 |
| Облицовочная смесь для изготовления литейных форм и стержней | 1977 |
|
SU707672A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ изготовления литейной формы | 1980 |
|
SU925520A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1999 |
|
RU2165819C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1997 |
|
RU2118225C1 |
| Литейная форма для получения отливок по газифицируемым моделям | 1979 |
|
SU880610A1 |
| Способ получения стальных отливок по газифицируемым пенополистироловым моделям | 1988 |
|
SU1660831A1 |
