Изобретение относится преимущественно к литейному производству, в частности к способам изготовления литейных разъемных и неразъемных магнитных форм с полюсными наконечниками по разовым и постоянным моделям.
Известен способ изготовления двухполюсных неразъемных магнитных форм с цилиндрической газифицируемой моделью, при котором у полюсов намагничивающего устройства размещают ферромагнитные стержни в виде полюсных наконечников (ПН) с криволинейной вогнутой рабочей поверхностью, а между ПН цилиндрическую модель, засыпают их ферромагнитным формовочным материалом (ФФМ) и упрочняют ФФМ воздействием магнитного поля, затем удаляют газифицируемую модель, замещая ее жидким металлом. Вогнутая поверхность ПН как бы охватывает часть поверхности модели, а ее конфигурация определяется моделированием на электроинтеграторе ЭГДА-9 (1).
Основные недостатки способа:
повышенные стоимости, трудоемкость и погрешность определения конфигурации ПН на электроинтеграторе ЭГДА-9 и изготовления ПН с криволинейной поверхностью;
необходимость изготовления индивидуальных ПН для каждого наименования отливки;
повышенный брак отливок от разрушения формы из-за малой эффективности ПН по устранению флокул, т.к. конфигурация ПН не позволяет создать необходимую пондеромоторную силу.
Наиболее близким по технической сути и достигаемому результату (прототипом) является способ изготовления двухполюсных неразъемных магнитных форм с цилиндрической газифицируемой моделью, при котором вокруг модели с криволинейной поверхностью размещают неферромагнитные стержни, а у полюсов намагничивающего устройства размещают ферромагнитные стержни, выполняющие роль ПН и имеющие криволинейную выпуклую рабочую поверхность, обращенную в сторону модели с криволинейной поверхностью, засыпают их ФФМ и упрочняют его воздействием магнитного поля, а затем удаляют модель путем заливки магнитной формы расплавом. При этом продольные оси ПН и модели размещают в разных плоскостях перпендикулярно друг к другу (2).
Основные недостатками способа:
повышенные стоимость, трудоемкость и погрешность определения конфигурации ПН на электроинтеграторе ЭГДА-9;
необходимость и сложность изготовления индивидуальных ПН для каждого наименования отливки;
повышенный брак отливок от разрушения форм из-за недостаточной эффективности ПН по устранению флокул, т.к. конфигурация ПН не позволяет создать необходимую пондеромоторную силу;
повышенные трудоемкость и стоимость, связанные с установкой неферромагнитных стержней.
Сущность изобретения заключается в том, что в известном способе изготовления магнитных форм с ПН, включающем размещение у полюсов намагничивающего устройства по меньшей мере одного ПН в виде стержня с выпуклой поверхностью, обращенной в сторону модели с криволинейной поверхностью, засыпку наконечника и модели ФФМ, упрочнение формовочного материала путем воздействия магнитного поля и удаление модели, у полюсов намагничивающего устройства размещают ПН с треугольным сечением, при этом вершину угла треугольного поперечного сечения, ПН, обращенную в сторону модели, размещают у модели в поверхности, включающей ось этой модели.
Угол при вершине треугольного сечения ПН, обращенной к модели, выбирают из диапазона 20 - 90o. Вершину угла треугольного поперечного сечения полюсного наконечника размещают по возможности ближе к модели. При изготовлении разъемных магнитных форм по разъемным моделям ПН разделяют поверхностью разъема на две части. ПН изготовляют из материала с повышенной магнитной проницаемостью. При изготовлении магнитных форм с применением опоки ПН устанавливают у стенки опоки, обращенной к полюсу намагничивающего устройства. При изготовлении форм по моделям с переменным вдоль ее оси поперечным сечением применяют ПН с соответствующим изменением треугольного поперечного сечения.
Техническим результатом является:
устранение брака магнитных форм и отливок путем исключения флокулизации криволинейной поверхности (цилиндрической, овальной, конической и т.п.) полости магнитных форм за счет применения полюсного наконечника с треугольным сечением;
снижение трудоемкости изготовления магнитной формы и подготовки производства путем исключения операций определения конфигурации ПН, установки немагнитных стержней и облегчения изготовления универсальных треугольных ПН.
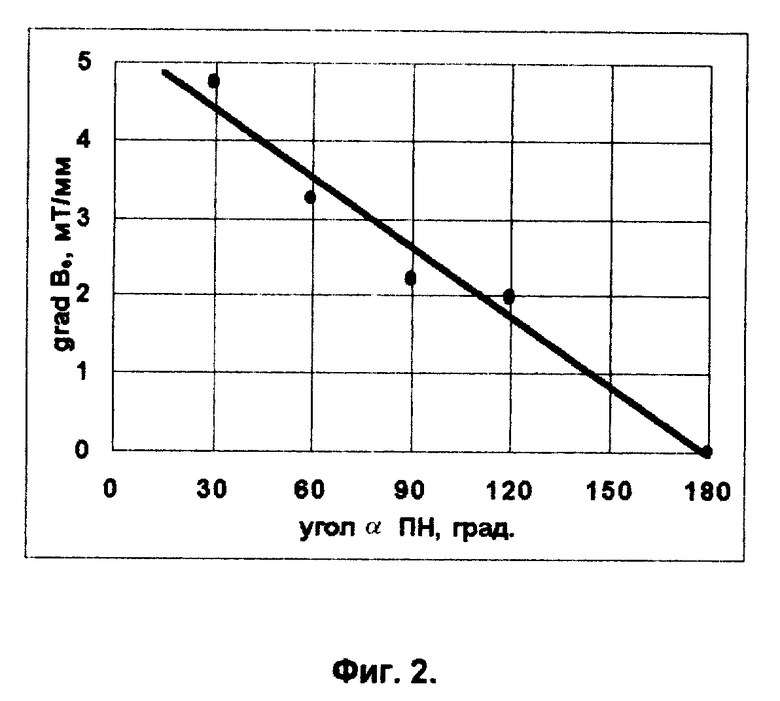
Изобретение поясняется чертежами, где на фиг. 1 показана схема размещения ПН в разъемной магнитной форме с горизонтальным разъемом, в разрезе; на фиг. 2. - график изменения градиента индукции Be от величины выпуклого угла α ПН.
Предложенный способ осуществляется следующим образом. Каждый ПН 1, 2 в виде стержня, изготовленного из материала с повышенной магнитной проницаемостью, переменного или постоянного (по длине или высоте) треугольного сечения с криволинейной или прямой осью, соответствующей конфигурации модели 3, размещают у полюсов намагничивающего устройства 4, 5, если опока 6, 7 не применяется, либо у стенки опоки 6, 7, обращенной к полюсу намагничивающего устройства 4, 5. Одновременно с ПН 1, 2 между полюсами 4, 5 или в опоке 6 размещают постоянную или разовую модель 3 с криволинейной поверхностью (цилиндрической, овальной, конической и т.п.) переменного или постоянного сечения с криволинейной или прямой осью так, чтобы вершина каждого ПН 1, 2, обращенная в сторону модели 3, была расположена как можно ближе к модели 3 в поверхность 8, включающей ось этой модели. Это обеспечивает примерно одинаковое минимальное расстояние между вершиной треугольного сечения ПН 1, 2 и моделью 3. При изготовлении разъемных магнитных форм по разъемным моделям этой поверхностью 8 является поверхность разъема формы 8 (криволинейная или плоская), а ПН 1, 2 разделяют ею на две части, находящиеся в разных частях 4, 5 разъемной формы, а требуемый выпуклый угол α ПН 1, 2 образуется при сборке формы. В этом случае магнитная форма может изготовляться как по односторонней, так и двухсторонней модели. При этом для разъемных магнитных форм используют два или несколько намагничивающих устройств, например в виде U-образного электромагнита, а для изготовления неразъемных достаточно одного намагничивающего устройства. После чего в незанятый полюсными наконечниками 1, 2 и моделью 3 объем намагничивающего устройства 4, 5 или опоки 6, 7 засыпают ФФМ 9, уплотняют его при необходимости и упрочняют воздействием магнитного поля. При этом каждый ферромагнитный ПН 1, 2 треугольного сечения, намагничиваясь, создает существенную неоднородность магнитного поля как в разных частях 4, 5 разъемной несобранной формы, так и в собранной или неразъемной форме и, как следствие этого, возникают градиент поля и пондеромоторная сила, направленные в сторону большей величины индукции (напряженности) поля, имеющей место у вершины ПН 1, 2. В результате частицы ФФМ 9, находящиеся в непосредственной близости от ПН 1, 2 фронтальной поверхности формы, обращенной к наконечнику 1, 2, притягиваются, в т.ч. через посредство других частиц, к ПН 1, 2 и флокулы не образуются, а устойчивость этой поверхности возрастает. Поскольку у вершины ПН 1, 2 индукция и градиент поля имеют наибольшие значения и убывают по мере удаления от него, то для более эффективного устранения флокул модель 3 следует располагать по возможности ближе к ПН 1, 2. При изготовлении ПН 1, 2 из магнитомягкого материала с повышенной проницаемостью (отожженные низкоуглеродистая сталь, армко-железо, пермалой и т.п.). Этот эффект еще более усиливается, т.к. они намагничиваются до более высокого значения индукции, чем, например, неотожженные среднеуглеродистые стали, применяемые для изготовления опок.
На фиг. 2 приведен график изменения градиента индукции Be от величины угла α в диапазоне 20 - 90o. Использование ПН 1, 2 с углом α при вершине менее 20o затрудняет их изготовление, особенно при использовании в разъемных магнитных формах. Применение ПН 1, 2 с углом α при вершине более 90o снижает его эффективность по устранению флокулизации магнитной формы из-за снижения градиента поля. Когда форма приобретает заданную прочность, модель 3 удаляют известным образом, а именно протяжкой постоянной модели, растворением или выжиганием разовой модели. Если форма разъемная, то по окончании изготовления каждой из ее частей 4, 5 и после протяжки модели 3 и простановки в образовавшуюся полость магнитного или немагнитного литейного стержня 10 (если он необходим) форму собирают. После чего полая форма заливается расплавом. Если форма изготовлена по разовой газифицируемой модели, то во время заливки формы расплавом происходит термодеструкция модели. После частичного или полного затвердевания отливки снимают воздействие магнитного поля, в результате чего ФФМ 9 разупрочняется и его удаляют из намагничивающего устройства 4, 5 или опоки 6, 7.
Применение предложенного способа по сравнению с прототипом позволяет
устранить брак магнитных форм и отливок путем исключения флокулизации криволинейных поверхностей рабочей полости магнитных форм,
снизить трудоемкость изготовления магнитных форм путем исключения операций определения конфигурации ПН, установки немагнитных стержней и облегчения изготовления универсальных ПН с треугольным поперечным сечением.
Источники информации:
1. Литье по газифицируемым моделям. /Под ред. Ю.А.Степанова. - М.: Машиностроение, 1976, с.162.
2. Авт. св. СССР N 367956, кл. B 22 C 9/00. Способ изготовления магнитных форм из ферромагнитных сыпучих материалов. /Л.С. Паносюк, В.С.Шуляк, М. Б.Закута, Л.Н.Тульчинский и И.А.Тавелинский.
Изобретение предназначено для изготовления литейных разъемных и неразъемных магнитных форм по разовым и постоянным моделям. У полюсов немагничиваемого устройства размещают по меньшей мере один полюсный наконечник треугольного сечения, вершина которого обращена в сторону модели с криволинейной поверхностью переменного или постоянного сечения. Полюсные наконечники изготавливают с повышенной магнитной проницаемостью переменного или постоянного по длине или высоте треугольного поперечного сечения. При этом вершину треугольного поперечного сечения полюсного наконечника, обращенную в сторону модели, размещают у модели в поверхности, включающей ось этой модели. Угол при вершине треугольного поперечного сечения полюсного наконечника, обращенной в сторону модели, выбирают из диапазона 20-90o. Затем полюсные наконечники и модель засыпают ферромагнитным формовочным материалом, уплотняют его при необходимости и упрочняют воздействием магнитного поля. После этого модель удаляют. Обеспечивается устранение брака магнитных форм и отливок путем исключения флокулизации криволинейных поверхностей магнитных форм, а также снижение трудоемкости изготовления магнитных форм за счет изготовления универсальных полюсных наконесников. 6 з.п.ф-лы, 2 ил.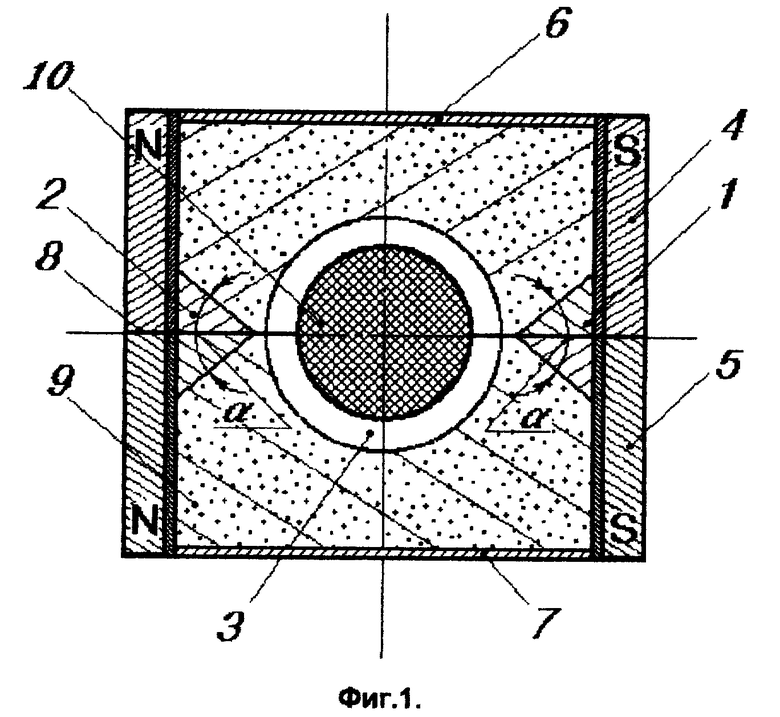
\ \ \ 1 1. Способ изготовления магнитных форм с полюсными наконечниками, включающий размещение у полюсов намагничивающего устройства по меньшей мере одного полюсного наконечника в виде стержня с выпуклой поверхностью, обращенной в сторону модели с криволинейной поверхностью, засыпку наконечника и модели ферромагнитным формовочным материалом, упрочнение формовочного материала путем воздействия магнитного поля и удаление модели, отличающийся тем, что у полюсов намагничивающего устройства размещают полюсные наконечники с треугольным поперечным сечением, при этом вершину угла треугольного поперечного сечения полюсного наконечника, обращенную в сторону модели, размещают у модели в поверхности, включающей ось этой модели. \\\2 2. Способ по п. 1, отличающийся тем, что угол при вершине треугольного сечения полюсного наконечника, обращенной в сторону модели, выбирают из диапазона 20 - 90<198>. \ \ \ 2 3. Способ по п.1 или 2, отличающийся тем, что вершину угла треугольного поперечного сечения полюсного наконечника, обращенную в сторону модели, размещают как можно ближе к этой модели. \\\2 4. Способ по любому из пп. 1 - 3, отличающийся тем, что при изготовлении разъемных магнитных форм полюсный наконечник разделяют поверхностью разъема на две части. \\\2 5. Способ по любому из пп. 1 - 4, отличающийся тем, что полюсный наконечник изготовляют из материала с повышенной магнитной проницаемостью. \\\2 6. Способ по любому из пп.1 - 5, отличающийся тем, что при изготовлении магнитных форм с применением опоки полюсный наконечник устанавливают у стенки опоки, обращенной к полюсу намагничивающего устройства. \\\2 7. Способ по любому из пп.1 - 6, отличающийся тем, что при изготовлении форм по моделям с переменным вдоль ее оси поперечным сечением применяют полюсный наконечник с соответствующим изменением треугольного поперечного сечения.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ИЗ ФЕРРОМАГНИТНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 0 |
|
SU367956A1 |
| Литье по газифицируемым моделям | |||
| /Под ред | |||
| Степанова Ю.А | |||
| - М.: Машиностроение, 1976, с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
