Изобретение относится к литейному производству, в частности к конструкциям магнитных форм для получения отливок
Цель изобретения - снижение энергозатрат, трудоемкости операций манипулирования полуформами и брака форм за счет устранения неравномерной прочности в горизонтальном направлении, а также в уменьшении габаритов формы и снижении себестоимости за счет исключения подопоч- ных плит.
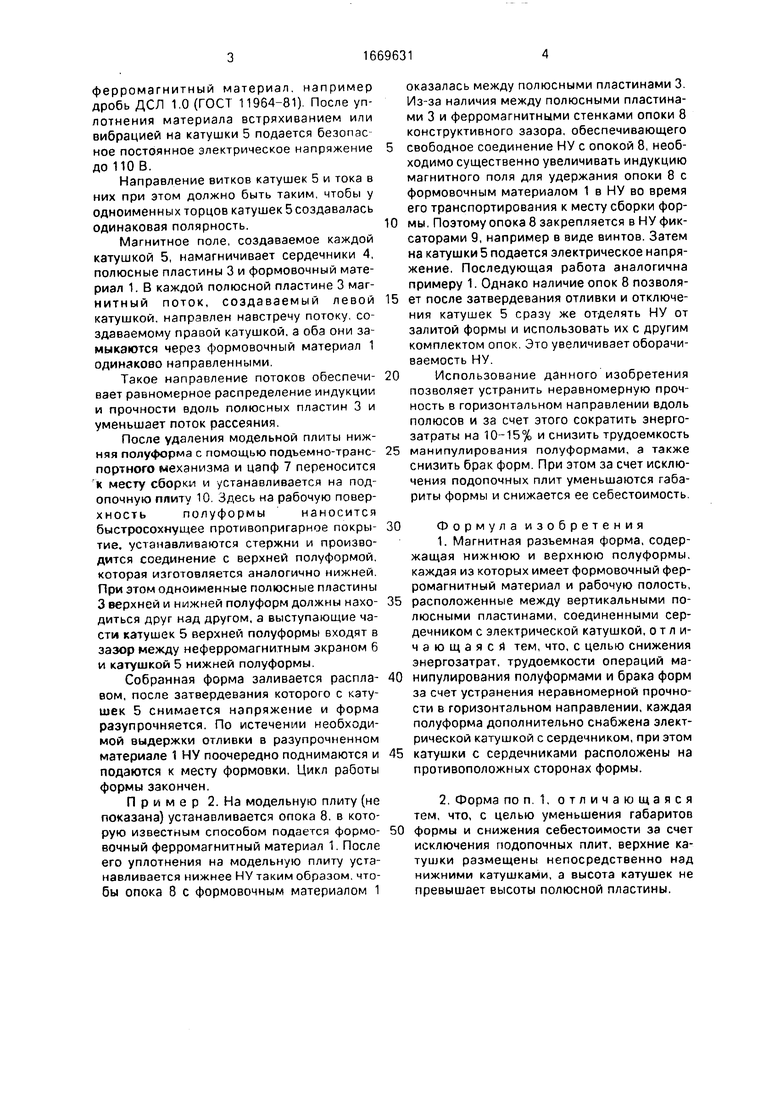
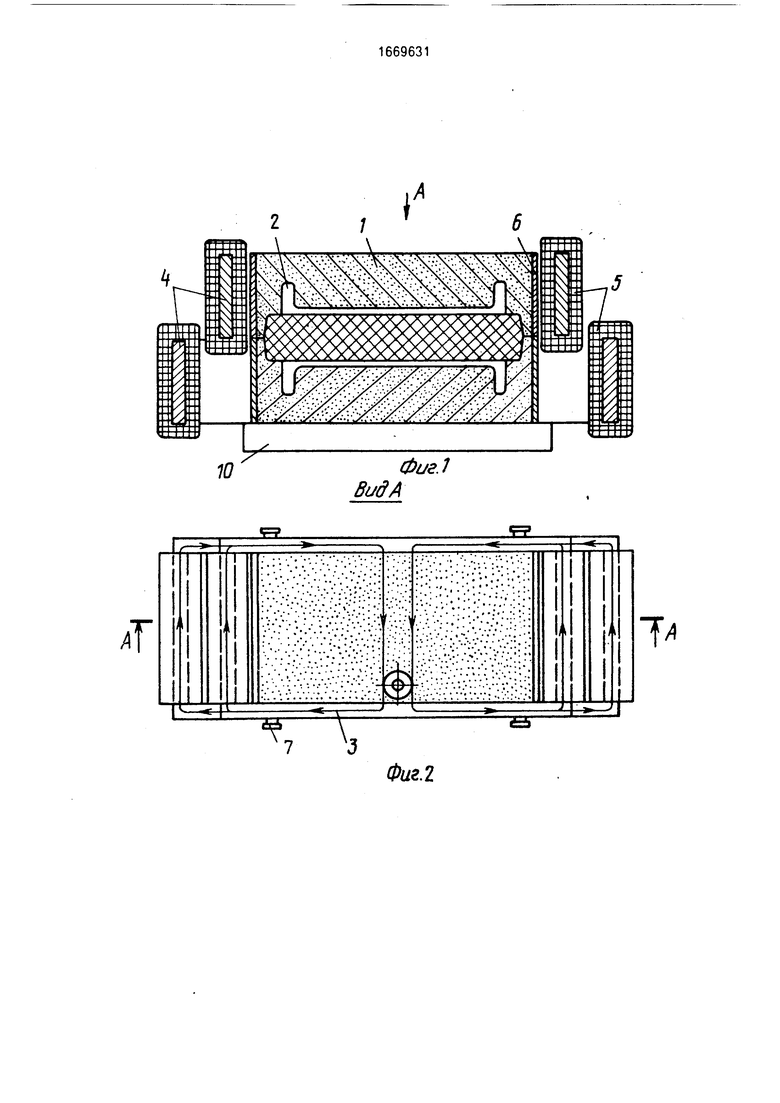
На фиг. 1 изображена форма, разрез, на фиг. 2 - вид А на фиг 1; на фиг. 3 - форма с расположенными друг над другом катушками, разрез; на фиг. 4 - вид Б на фиг. 3. на фиг. 5 - разрез В-В на фиг. 4.
Форма имеет нижнюю и верхнюю полуформы, каждая из которых содержит формовочный ферромагнитный материал 1 с рабочей полостью 2, и намагничивающее устройство, включающее вертикальные параллельные полюсные пластины 3, соединенные у противоположныл боковых верти кальных торцов двумя сердечниками 4 с электрическими катушкамг 5 неферромагнитный экран 6 для защиты катушки от внешних воздействий, окружающий ее со всех сторон или частично Для переноса полуформ к месту сборки, а формы к месту заливки пластины 3 оснащены цапфами 7.
Кроме того, форма имеет опоки 8, у которых стенки, обращенные к полюсам выполнены из ферромагнитного материала, а другие стенки из неферромагнитного.
Для предотвращения падения опоки 8 аместе с формовочным материалом 1 при переносе полуформы к месту сборки предусмотрены фиксаторы 9
Предложенная форма изготавливается и работает следующим образом.
Пример 1. На модельную плиту (не показана) устанавливается нижнее намагничивающее устройство (НУ), в полость которого подается формовочный
о о ю о ы
ферромагнитный материал, например дробь ДСЛ 1.0 (ГОСТ 11964-81) После уплотнения материала встряхиванием или вибрацией на катушки 5 подается безопасное постоянное электрическое напряжение до 110 В.
Направление витков катушек 5 и тока в них при этом должно быть таким, чтобы у одноименных торцов катушек 5 создавалась одинаковая полярность.
Магнитное поле, создаваемое каждой катушкой 5, намагничивает сердечники 4, полюсные пластины 3 и формовочный материал 1. В каждой полюсной пластине 3 магнитный поток, создаваемый левой катушкой, направлен навстречу потоку, создаваемому правой катушкой, а оба они замыкаются через формовочный материал 1 одинаково направленными.
Такое направление потоков обеспечивает равномерное распределение индукции и прочности вдоль полюсных пластин 3 и уменьшает поток рассеяния.
После удаления модельной плиты нижняя полуформа с помощью подъемно-транспортного механизма и цапф 7 переносится к месту сборки и устанавливается на под- опочную плиту 10. Здесь на рабочую поверхностьполуформынаноситсябыстросохнущее противопригарное покрытие, устанавливаются стержни и производится соединение с верхней полуформой, которая изготовляется аналогично нижней. При этом одноименные полюсные пластины 3 верхней и нижней полуформ должны находиться друг над другом, а выступающие части катушек 5 верхней полуформы входят в зазор между неферромагнитным экраном 6 и катушкой 5 нижней полуформы.
Собранная форма заливается расплавом, после затвердевания которого с катушек 5 снимается напряжение и форма разупрочняется. По истечении необходимой выдержки отливки в разупрочненном материале 1 НУ поочередно поднимаются и подаются к месту формовки. Цикл работы формы закончен.
Пример 2. На модельную плиту (не показана) устанавливается опока 8, в которую известным способом подается формовочный ферромагнитный материал 1. После его уплотнения на модельную плиту устанавливается нижнее НУ таким образом, чтобы опока 8 с формовочным материалом 1
оказалась между полюсными пластинами 3. Из-за наличия между полюсными пластинами 3 и ферромагнитными стенками опоки 8 конструктивного зазора, обеспечивающего
свободное соединение НУ с опокой 8, необходимо существенно увеличивать индукцию магнитного поля для удержания опоки 8 с формовочным материалом 1 в НУ во время его транспортирования к месту сборки формы, Поэтому опока 8 закрепляется в НУ фиксаторами 9, например в виде винтов. Затем на катушки 5 подается электрическое напряжение. Последующая работа аналогична примеру 1. Однако наличие опок 8 позволяет после затвердевания отливки и отключения катушек 5 сразу же отделять НУ от залитой формы и использовать их с другим комплектом опок. Это увеличивает оборачиваемость НУ.
Использование данного изобретения
позволяет устранить неравномерную прочность в горизонтальном направлении вдоль полюсов и за счет этого сократить энергозатраты на 10-15% и снизить трудоемкость
манипулирования полуформами, а также снизить брак форм. При этом за счет исключения подопочных плит уменьшаются габариты формы и снижается ее себестоимость
Формула изобретения
1.Магнитная разъемная форма, содержащая нижнюю и верхнюю полуформы, каждая из которых имеет формовочный ферромагнитный материал и рабочую полость,
расположенные между вертикальными полюсными пластинами, соединенными сердечником с электрической катушкой, отличающаяся тем, что, с целью снижения энергозатрат, трудоемкости операций манипулирования полуформами и брака форм за счет устранения неравномерной прочности в горизонтальном направлении, каждая полуформа дополнительно снабжена электрической катушкой с сердечником, при этом
катушки с сердечниками расположены на противоположных сторонах формы.
2.Форма по п. 1, отличающаяся тем, что, с целью уменьшения габаритов
формы и снижения себестоимости за счет исключения подопочных плит, верхние катушки размещены непосредственно над нижними катушками, а высота катушек не превышает высоты полюсной пластины.
L
Фиг.1
Изобретение относится к литейному производству, в частности к конструкциям магнитных форм. Цель изобретения - снижение энергозатрат, трудоемкости операций манипулирования полуформами и брака форм, а также уменьшение габаритов и снижение себестоимости. Форма состоит из двух полуформ, каждая из которых содержит манагничивающее устройство, предствляющее собой полюсные пластины и сердечники с электрическими катушками. Катушки с сердечниками размещены на противоположных сторонах формы непосредственно друг над другом, а высота катушек не превышает высоты полюсной пластины. 1 з.п.ф-лы, 5 ил.
/if
т
V
ВидА
У/4
Й/г.2
6 8
Ir
В
т
й-6
5
Т
в
ess
В
Фиг.
| Литейная магнитная разъемная форма | 1985 |
|
SU1311839A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
