Изобретение относится к технологии поверхностной термической обработки инструментальных материалов и изделий из них концентрированными потоками энергии и может быть использовано в машиностроении для упрочнения инструмента.
Наиболее близким по технической сущности является способ обработки твердых сплавов на основе карбида вольфрама - кобальта ВК8 и ВК10ХОМ, описанный в [1], который заключается в том, что для увеличения износостойкости твердосплавного режущего инструмента его рабочую поверхность облучают мощным ионным пучком состава 70% C+ + 30% H+ с длительностью 50 нс. Для получения необходимых значений плотности тока на поверхности (до 150 А/см2) и, соответственно, требуемых значений плотности энергии пучка (2 - 3 Дж/см2) амплитуда ускоряющего напряжения в ионных источника данного типа составляет обычно ≃ 30 кэВ [1, 2]. Недостатками данного способа являются необходимость защиты от рентгеновского излучения, повышенный уровень которого связан с наличием паразитной электронной нагрузки в сильноточных диодах, используемых для формирования мощных ионных пучков [3]; связанная с этим же необходимость больших затрат на оборудование помещений для ускорителя и пультовой [4]; наличие микрократеров на облученной поверхности [5], являющихся концентраторами напряжений и, следовательно, очагами разрушения (повышенная склонность к кратерообразованию связана с короткой длительностью импульса и, соответственно, с малым временем жизни расплава на поверхности, а также с возможной филаментацией пучка); высокий уровень действующих и остаточных напряжений, связанный с быстрым (≤ 10-7 c) вводом энергии в приповерхностный слой.
Целью настоящего изобретения является повышение эффективности и обеспечения радиационной безопасности процесса упрочнения твердосплавного режущего инструмента на основе WC-CO и WC-TiC-Co путем использования вместо источника мощных ионных пучков источника импульсных электронных пучков, не требующего дополнительной радиационной защиты и позволяющего из-за длительности импульса и отсутствия локальных неоднородностей плотности тока по сечению пучка избежать кратерообразования и снизить уровень остаточных напряжений.
Сущность изобретения заключается в том, что для упрочнения твердосплавного инструмента, повышения эффективности и обеспечения радиационной безопасности процесса рабочую поверхность инструмента многократно нагревают импульсами низкоэнергетичного сильноточного электронного пучка (НСЭП) с длительностью импульса 2 - 3 мкс, энергией электронов 10 - 30 кэВ, плотностью энергии в зависимости от химического состава твердого сплава в интервале 0,8 - 5 Дж/см2, числом импульсов 5 - 10. Необходимую плотность энергии выбирают в таком интервале, чтобы за время импульса происходило частичное взаимное жидкофазное растворение зерен карбидных и связывающей фаз на межфазных границах (контактное плавление) с образованием новых карбидных фаз, но отсутствовало полное переплавление этих фаз в приповерхностном слое. При таком выборе плотности энергии микротвердость рабочих поверхностей инструмента после облучения возрастает на 15 - 20%, а его износостойкость - в 2 - 3 раза.
Для дополнительного увеличения износостойкости инструмента после облучения его подвергают отжигу в вакууме при 900oC в течение 1,5 - 2 ч.
Согласно нормам радиационной безопасности [5] источники электронов, в которых ускоряющее напряжение не превышает 100 кВ, а следовательно, и источник НСЭП, используемый в предлагаемом способе, относятся к источникам неиспользованного рентгеновского излучения и не требуют специальных помещений для самих источников и пультовой. Напротив, в источнике мощных ионных пучков, используемом в способе-прототипе [1], ускоряющее напряжение превышает 100 кВ, что требует специальных помещений. Кроме того, при напряжениях до 30 кВ, используемых в источнике НСЭП, применяются более простые и более надежные элементы высоковольтной техники, как правило, промышленного изготовления. В совокупности эти обстоятельства обуславливают более высокую эффективность предлагаемого способа по сравнению с прототипом, а именно его меньшую стоимость, большую простоту и надежность.
Выбор рабочего интервала плотностей энергии Es , обеспечивающего эффективное упрочнение твердосплавного инструмента, основан на результатах исследования структуры и свойств твердых сплавов, облученных НСЭП, методами оптической и растровой электронной микроскопии, рентгеноструктурного анализа и измерений микротвердости. Эти исследования показали, что с ростом энергии выше порога контактного плавления карбидных и связующей фаз, являющегося нижней границей интервала Es , происходит постепенное увеличение размеров областей жидкофазного растворения этих фаз, сопровождающееся ростом микротвердости, без изменения фазового состава сплава. При некотором пороговом значении Es , являющимся верхней границей интервала Es , происходит практически полное переплавление карбидных зерен со связкой, а степень упрочнения поверхности достигает максимума (≃20%) . Увеличение микротвердости может быть связано с измельчением зерна кобальтовой связки за счет дополнительного растворения в ней вольфрама и углерода при импульсном плавлении. Дальнейшее увеличение Es приводит к возникновению микрократеров в местах с повышенной объемной долей легкоплавкой связующей фазы, формированию микротрещин и падению микротвердости. Последнее связано с образованием в этих режимах облучения метастабильных карбидов с ГЦК решеткой, обладающих низкой прочностью.
Механизм повышения износостойкости твердосплавного режущего инструмента при воздействии НСЭП можно представить следующим образом. Известно, что износ инструмента при высоких температурах и уровнях пластической деформации, реализуемых в процессе резания, связан в основном с диффузией: кобальт выносится на поверхность, а компоненты обрабатываемого материала (например, железо из стали) диффундируют в объем, уменьшая прочность связующей фазы и приводя к выкрашиванию карбидных зерен.
В результате импульсного контактного плавления карбидных и связующих фаз и последующей сверхбыстрой закалки из жидкого состояния концентрация вольфрама и углерода (в сплавах группы ВК) в кобальтовой связке существенно превышает значения, соответствующие растворимости этих элементов в твердом состоянии. Последнее, в свою очередь, затрудняет диффузию компонентов обрабатываемого материала в связку в процессе резания и препятствует тем самым охрупчиванию поверхностных слоев сплава в процессе эксплуатации инструмента. С другой стороны, контактное плавление способствует повышению прочности сцепления фаз, поскольку в результате взаимного жидкофазного растворения компонентов на межфазных границах формируются градиентные структуры, обеспечивающие более плавное изменение структуры и свойств на этих границах. В результате подавления диффузионных процессов в зоне контакта с обрабатываемым материалом и увеличения прочностных характеристик приповерхностного слоя износостойкость инструмента, облученного в указанных выше режимах, повышается в 2 - 3 раза по сравнению с необлученным.
Дополнительное увеличение износостойкости инструмента, подвергнутого облучению НСЭП, достигаемое путем использования последующего отжига в вакууме, связано со снятием остаточных напряжений, формируемых в приповерхностном слое при импульсном электронно-лучевом нагреве.
Пример. Режущие пластины из сплава Т15К6 помещали в рабочую камеру электронно-лучевой установки. Рабочие поверхности инструмента облучали НСЭП с длительностью импульса 2 - 3 мкс, энергией электронов 10 - 30 кэВ, плотностью энергии 1,2 - 2,0 Дж/см2. Число импульсов в серии 5. После облучения часть пластин подвергали отжигу в вакууме при температуре 900oC в течение 2 ч.
Затем режущие пластины, подвергнутые обработке, а также пластины в исходном состоянии (состоянии поставки) испытывали на токарном станке при наружном продольном точении стали 40Х при скорости резания 300 м/с, подаче 0,14 мм/об, глубине резания 1,5 мм. Все испытываемые пластины принадлежали к одной партии изготовления. Для сравнения износостойкости исходных и облученных пластин строили зависимости фаски износа по задней грани инструмента h3 от пути резания L. На чертеже показаны такие зависимости для необлученной пластины (кривая 1) и облученных при Es = 1,2 и 2 Дж/см2 (кривые 2 и 3) соответственно. Обработка этих зависимостей показала, что стойкость облученного инструмента на стадии нормального износа возросла в 2 - 3 раза по сравнению с необлученным. Последующий отжиг в вакууме (900oC, 2 ч) облученного инструмента приводит к росту его износостойкости в 3 - 5 по сравнению с необлученным (кривая 4 на чертеже).
Источники информации
1. Полещенко К.Н., Поворознюк С.Н., Вершинин Г.А. Влияние условий ионно-лучевого воздействия на структуру и свойства твердых сплавов. Поверхность. Физика, химия, механика. 1995, N 4, c. 114-116.
2. Remnev G.E. and Shulov V.A. Application of high-power ion beams for technology // Laser and Particle Beams, 1993, v. 11, N 4, pp. 707-731.
3. Быстрицкий В.М., Диденко А.Н. Мощные ионные пучки. - М.: Энергоатомиздат, 1984, 152 с.
4. Нормы радиационной безопасности НРБ-96. Утверждены постановлением Госкомсанэпиднадзора РФ N 7 от 19.04.96.
5. Полещенко К.Н., Геринг Г.И., Вершинин Г.А. и др. Особенности модифицирования сплавов WC-Co слаботочными и сильноточными ионными пучками. Тезисы докл. IV Всерос. конф. по модификации свойств констр. матер. пучками заряженных частиц. Томск, 1996, с.268-269.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СПЛАВОВ | 1998 |
|
RU2125615C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2003 |
|
RU2259407C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2009272C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2048606C1 |
| СПОСОБ ЭЛЕКТРОННО-ПУЧКОВОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2007 |
|
RU2338798C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОВЕРХНОСТНЫХ СПЛАВОВ | 1997 |
|
RU2111281C1 |
| МАТЕРИАЛ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2004 |
|
RU2259415C1 |
| Способ восстановления рабочей металлокерамической поверхности деталей и изделий | 2020 |
|
RU2736288C1 |
| СПОСОБ ИМПУЛЬСНОГО ЭЛЕКТРОННО-ИОННО-ПЛАЗМЕННОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2014 |
|
RU2584366C1 |
Рабочую поверхность инструмента многократно облучают импульсами сильноточного электронного пучка с длительностью импульса 2 - 3 мкс, энергией электронов 10 - 30 кэВ, плотностью энергии в зависимости от химического состава твердого сплава в интервале 0,8 - 5 Дж/см2 и числом импульсов 5 - 10. Для дополнительного увеличения износостойкости инструмента после облучения его подвергают отжигу в вакууме при 900oC в течение 1,5 - 2,0 ч. Изобретение позволяет увеличить проточные характеристики приповерхностного слоя и повысить износостойкость инструмента в 2 - 3 раза. 1 ил.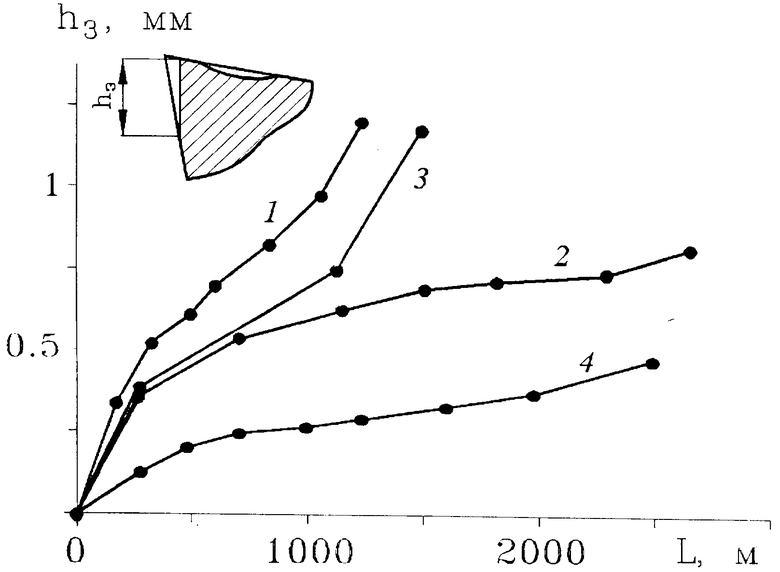
\ \ \ 1 1. Способ упрочнения твердосплавного инструмента преимущественно групп ВК и ТК, включающий облучение рабочих поверхностей инструмента импульсным сильноточным пучком заряженных частиц, отличающийся тем, что облучение проводят импульсами сильноточного электронного пучка длительностью 2 - 3 мкс, с энергией электронов 10 - 30 кэВ, плотностью энергии 0,8 - 5 Дж/см<M^ >2<D> и числом импульсов в серии 5 - 10. \\\2 2. Способ по п.1, отличающийся тем, что после облучения осуществляют отжиг инструмента в вакууме при 850 - 950<198>C в течение 1,5 - 2 ч.
| Поверхность | |||
| Физика, химия, механика, 1995, N 4, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
