Изобретение относится к области обработки износостойких изделий и может быть использовано для восстановления сплошности металлокерамического поверхностного слоя изделий, бывших в эксплуатации, в частности, фильер, использующихся для гранулирования и резки полимерных пластических масс, продуктов питания и металлов.
В производстве пластических полимерных масс для гранулирования пластика в состав экструзионной линии входит фильера, рабочая поверхность которой изготавливается из износостойких металлокерамических материалов WC с Со связкой, TiC с NiCr связкой или других твердых сплавов для снижения скорости износа. На металлокерамической рабочей поверхности фильеры изготавливается сетка со сквозными отверстиями диаметром несколько миллиметров. При работе по металлокерамической поверхности фильеры перемещается кассета с ножами. Режущая кромка каждого из ножей также изготовлена из металлокерамического материала и плотно, благодаря дополнительному прижиму, соприкасается с рабочей поверхностью фильеры. При выдавливании расплавленного полимера через отверстия фильеры и вращении кассеты с ножами происходит его резка на гранулы калиброванного размера и формы (принцип мясорубки). В рабочем режиме гранулирования пластических масс металлокерамическое покрытие рабочей поверхности фильеры испытывает многократное термоциклирование, инициирующее зарождение в покрытии микродефектов, образующих, в конечном счете, сеть микро и макроразрушений металлокерамики в виде сквозных трещин в поперечном сечении металлокерамического слоя. Относительно хрупкие кромки образовавшихся трещин являются барьерами для режущих кромок ножей гранулирования пластической массы, соударения с которыми приводят к разрушению режущего инструмента и металлокерамического покрытия фильеры. Ремонтно-восстановительные работы, состоящие из отпайки металлокерамических сегментов покрытия от стального корпуса фильеры с последующей напайкой новых сегментов, изготовления отверстий в сегментах для экструзии пластической массы, шлифовки и полировки поверхности металлокерамического покрытия, являются трудоемким и дорогостоящим технологическим процессом. Дополнительные операции делают стоимость ремонта фильеры сравнимой с производством новой фильеры. При этом эксплуатационные свойства отремонтированной фильеры, как правило, хуже новой.
Проблема восстановления сплошности металлокерамического покрытия рабочей поверхности ремонтируемых деталей и изделий может быть решена путем высокоэнергетической обработки поверхности покрытия.
В современных технологиях металлообработки известны различные способы обработки поверхности деталей, которые используются для восстановления таких эксплуатационных характеристик, как геометрия поверхности изделий, шероховатость поверхности, износостойкость, коэффициент трения и другие.
Технологическим преимуществом высокоэнергетических методов обработки является возможность восстановления локального или отдельного участка слоя рабочей поверхности детали без необходимости воздействия или нагрева всего изделия.
Указанные типы высокоэнергетической обработки осуществляются с использованием токов высокой частоты, с использованием потоков плазмы, лазерного излучения, ионно-пучкового и электронно-лучевого воздействия. Дополнительным технологическим достоинством перечисленных методов обработки материалов является бесконтактность нагрева поверхностных слоев материалов. Каждый из указанных методов в практическом отношении имеет свою нишу, которая определяется такими технологическими параметрами как глубина прогрева материала, скорость нагрева и охлаждения поверхностного слоя. Особыми возможностями обработки путем нагрева поверхностного слоя различных металлических материалов обладает метод импульсного электронного облучения, который, в первую очередь, связан с характерными свойствами электронного пучка: высокий к.п.д. преобразования электрической энергии в энергию электронного пучка - более 90%; низкий, менее 10%, коэффициент отражения энергии электронного потока от облучаемой поверхности; значительные размеры поперечного сечения электронного пучка на поверхности облучаемого материала; высокая, более 106 Вт/см2, плотность мощности электронно-пучкового облучения; большая, от единицы до десятков микрометров, глубина проникновения электронов в облучаемый металлический сплав; высокая, более 10 Гц, частота следования импульсов облучения. Известно, что при длительности импульсного воздействия электронного пучка 100…200 мкс и энергии 50 Дж/см2 глубина прогрева металлокерамических сплавов до температуры 3000°К за один импульс облучения составляет около 15 мкм. Изменение количества и частоты следования импульсов облучения позволяет регулировать продолжительность прогрева металлокерамического покрытия при импульсном электронном облучении.
Известны способы поверхностной обработки изделий из стали, конструкционных сплавов [патент RU №2009272, С23С 10/60, С21Д 1/09, 1992; патент RU №2048606, С23С 10/60, С21Д 1/09, 1992; патент RU №2125615, С21Д 1/09, 1998], включающие облучение рабочих поверхностей изделий импульсным сильноточным электронным пучком микросекундной длительности с энергией электронов не более 40 кэВ при плотности энергии 10-20 Дж/см2 и численности импульсов не более 10. Известен также способ упрочнения твердосплавного инструмента преимущественно на основе карбида вольфрама с кобальтовой связкой (WC-Co) и карбида вольфрама с карбидом титана с кобальтовой связкой (WC-TiC-Co), включающий облучение рабочих поверхностей инструмента импульсным сильноточным электронным пучком с длительностью импульса 2-3 мкс, с энергией электронов 10-30 кэВ, плотностью энергии в интервале 0,8-5,0 Дж/см2 и числом импульсов в серии 5-10. После облучения осуществляют отжиг инструмента в вакууме при 850-950°С в течение 1,5 - 2 часов [патент RU №2118381, С21Д 1/09, B22F 3/24, 1997].
Недостатком известного способа является то, что указанные в нем режимы облучения, применимые для упрочнения твердых сплавов типа WC и TiC, не позволяют нагреть поверхностный слой металлокерамического сплава до образования достаточного для заплавления трещин количества расплава кобальта или никельхромового расплава.
В способе восстановления эксплуатационных свойств деталей машин [патент RU 2281194, В23Р, 2005] на одной из стадий процесса восстановления эксплуатационных свойств поверхности производят электронно-лучевое выглаживание поверхности импульсным электронным пучком микросекундной длительности с плотностью энергии в импульсе 18-45 Дж/см2.
Недостатком данного способа является то, что в результате такого выглаживания обрабатывается поверхность глубиной до нескольких десятков микрометров. Реализовать заплавление относительно глубоких микротрещин, возникших в процессе эксплуатации твердых сплавов типа WC и TiC, таким способом также не представляется возможным из-за недостаточного количества образуемого при этих режимах расплава кобальта или никельхромового сплава.
Наиболее близким аналогом к предлагаемому изобретению по совокупности существенных признаков, взятый нами за прототип, является способ электронно-пучкового упрочнения твердосплавного инструмента и изделия [патент RU №2457261, C21D 9/22, B22F 3/24, 2011], включающий облучение рабочей поверхности инструмента или изделия в азотсодержащей плазме газового разряда при давлении азота 0,02-0,03 Па импульсным сильноточным электронным пучком с энергией электронов 10-30 кэВ при длительности импульсов облучения 150-200 мкс и количеством импульсов 10-30 с плотностью энергии в электронном пучке, составляющей 50-70 Дж/см2.
Однако данный способ направлен на решение задачи упрочнения инструмента, повышение термической стабильности физических свойств поверхностного слоя и в нем не указано на возможность восстановления сплошности металлокерамической поверхности изделий после электронно-пучкового облучения.
Задачей настоящего изобретения является восстановления функциональных свойств поврежденных при эксплуатации деталей и изделий.
Техническим результатом является восстановление сплошности металлокерамического рабочего поверхностного слоя деталей, в частности, фильер, путем заплавления образовавшихся в процессе эксплуатации вертикальных трещин в покрытии расплавом металлической компоненты металлокерамического сплава типа WC и TiC.
Указанный технический результат достигается путем облучения поверхности металлокерамического покрытия фильеры электронным пучком в газовой плазме, образованной этим электронным пучком, в импульсном режиме облучения с энергией электронов 15-20 кэВ при плотности энергии в электронном пучке 50-60 Дж/см2, субмиллисекундной длительности импульсов облучения и количестве импульсов на участок восстанавливаемой поверхности от 15 до 50, достаточным для обеспечения заплавления трещин.
В результате импульсного электронного облучения с указанными энергетическими и временными параметрами режима облучения происходит прогрев металлокерамического покрытия с поверхности, плавление никель - хромового связующего металлокерамического сплава и заполнение микротрещин расплавом под действием капиллярного эффекта.
Кроме того, предварительно перед облучением электронным пучком на рабочую поверхность изделия, очищенную от органических и неорганических загрязнений, шлифованную до устранения рельефа, вызванного абразивным и коррозионным износом, наносят пленку из более легкоплавкого материала, чем металлокерамическая поверхность изделия, которую затем электронным пучком расплавляют вместе с приповерхностным слоем металлокерамического материала. В результате под действием энергии электронного пучка нанесенная пленка расплавляется и затекает в трещины, восстанавливая сплошность металлокерамического слоя. Способ реализуется следующим образом:
Ремонтируемые детали с твердосплавным металлокерамическим рабочим поверхностным слоем (фильеры) помещают в вакуумную камеру и закрепляют на поверхности стола-манипулятора, способного перемещаться в горизонтальной плоскости. Сверху на вакуумной камере располагается электронный ускоритель «СОЛО», используемый для генерации интенсивного низкоэнергетичного электронного пучка субмиллисекундной длительности. Откачку камеры осуществляют до давления 3⋅10-3 Па, затем в камеру через электронный ускоритель напускают инертный газ аргон до давления (3-1)⋅10-2 Па. Облучение детали (фильеры) импульсным электронным пучком проводят в режиме сканирования при постоянной скорости перемещения манипулятора (1-2) мм/с, диаметр одиночного отпечатка пучка при этом составляет ≈15 мм. Параметры пучка при облучении задают в следующих диапазонах, которые подбирались экспериментально: длительность импульса преимущественно из диапазона (150-500) мкс, энергия электронов (15-20) кэВ, плотность энергии в импульсе (50-60) Дж/см2, частота следования импульсов (0,3-3) с-1, количество импульсов на участок поверхности (15-50). Выбор режимов облучения обусловлен достижением оптимальных условий восстановления сплошности металлокерамического рабочего поверхностного слоя деталей, в частности, фильер путем заплавления образовавшихся в процессе эксплуатации вертикальных трещин в поверхностном слое расплавом металлической компоненты металлокерамического сплава. Процесс облучения сопровождается объемным нагревом участка поверхности детали до температуры 500-900°С, находящегося в непосредственной области воздействия импульсного электронного пучка в данный момент времени при сканировании. После окончания процесса напуск атмосферного воздуха в вакуумную камеру осуществляют через 1 час для обеспечения остывания деталей (Т≤100°С) и предупреждения нежелательного окисления на воздухе. Протекание совокупности этих процессов обеспечивает восстановление сплошности твердосплавной металлокерамической рабочей поверхности деталей и изделий после эксплуатации путем заплавления трещин.
Изобретение поясняется следующими экспериментально полученными результатами.
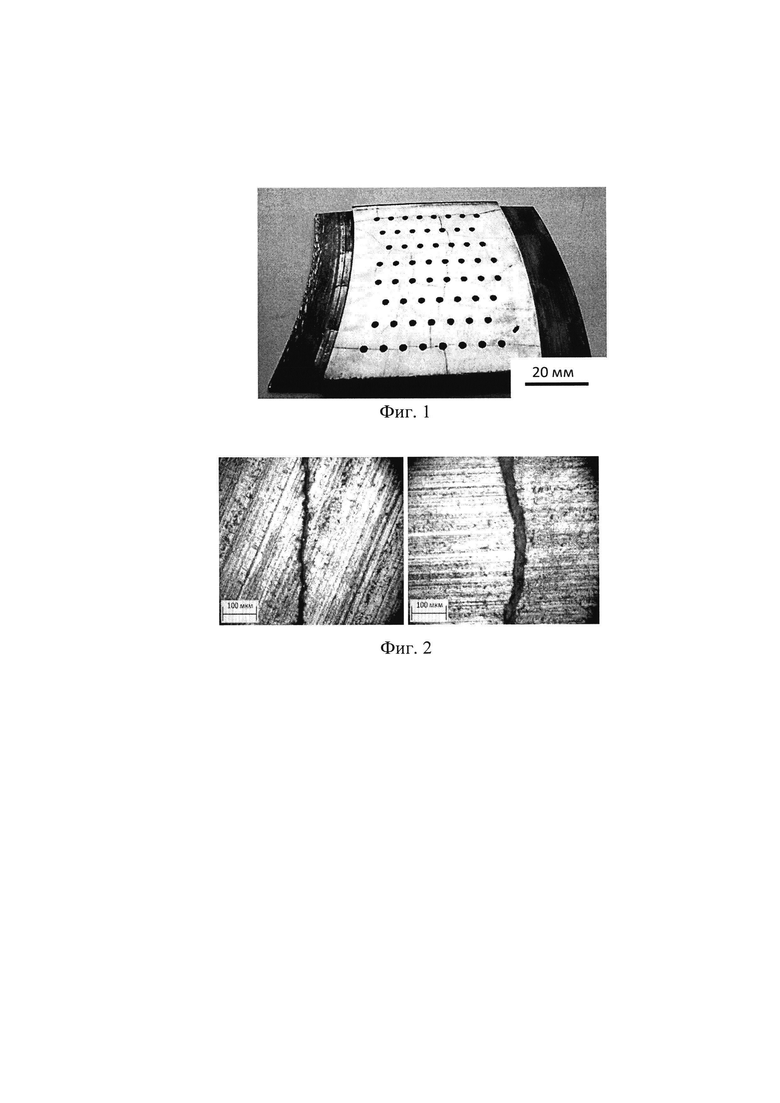
На фиг. 1 представлена фотография сегмента металлокерамического слоя из сплава 50% TiC/50%(Ni-Cr) с образовавшейся после эксплуатации сеткой микро и макроразрушений металлокерамики в виде сквозных на поперечном сечении (фиг. 2) металлокерамического слоя трещин до процесса облучения импульсным электронным пучком.
На фиг. 3 представлены изображения поперечного сечения трещин в металлокерамическом слое из сплава 50% TiC/ 50% (Ni-Cr) после импульсного электронного облучения поверхностного слоя детали при плотности энергии в электронном пучке 40 Дж/см2 с количеством импульсов 15(a), 30(б), 50(в) при длительности импульсов 200 мкс. Изображения показывают результаты заплавления трещины в месте выхода на поверхность (устье трещины) и в глубине слоя.
Из представленного видно, что электронное облучение при плотности энергии в электронном пучке 40 Дж/см2 не позволяет заплавить трещины в металлокерамическом покрытии фильеры. Только при 50 импульсах облучения наблюдается микрозаплавление трещины непосредственно на ее выходе на поверхность материала, что очевидно обусловлено недостаточным количеством образующегося при облучении расплава никельхромового связующего металлокерамического сплава.
На фиг. 4 представлены примеры заплавления верхней части трещин в металлокерамическом слое фильеры из того же сплава (Ni-Cr)-расплавом при импульсном электронном облучении при плотностях энергии в электронном пучке 50 Дж/см2 при длительности импульсов 200 мкс для количества импульсов 15 (а) и 50 (б).
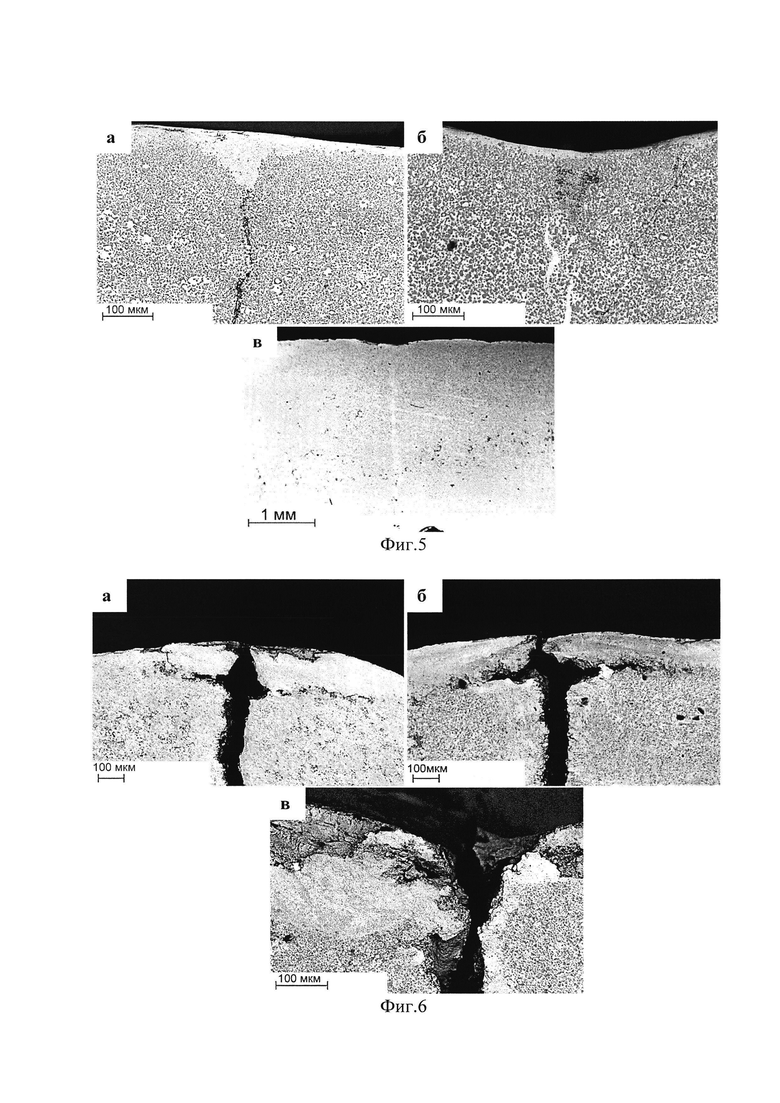
На фиг. 5 представлены примеры заплавления верхней части трещин в металлокерамическом слое фильеры (М-Cr)-расплавом при импульсном электронном облучении при плотностях энергии в электронном пучке 60 Дж/см2 при длительности импульсов 200 мкс для количества импульсов 15(а), 30(б) и 50(в). Изображения на фиг. 4 и фиг. 5 показывают частичное или полное заплавление трещин.
Таким образом, импульсное электронное облучение поверхности металлокерамического слоя при плотности энергии в электронном пучке от 50 до 60 Дж/см2 обеспечивает заплавление вертикальных трещин в слое вследствие достижения достаточных условий прогрева поверхностного металлокерамического слоя.
Дальнейшее повышение плотности энергии в электронном пучке при импульсном электронном облучении металлокерамического слоя из сплава 50% TiC/ 50% (Ni-Cr) приводит к ярко выраженным противоположным результатам. На фиг. 6 представлены примеры трансформации трещин в слое при увеличении плотности энергии в электронном пучке до 75 Дж/см2 при длительности импульсов электронного пучка 200 мкс и количестве импульсов 15(a), 30(,) и 50(в).
Анализ представленных на фиг.3-6 структур поперечных сечений металлокерамического слоя с трещинами после импульсного электронного облучения поверхности позволяет констатировать, что импульсное электронное облучение содержащего вертикальные на поперечном сечении трещины металлокерамического 50%TiC/50%(Ni-Cr) слоя в пределах значений плотности энергии в электронном пучке 50-60 Дж/см2 при длительности импульсов облучения 200 мкс и количестве импульсов облучения на участок поверхности 15-50 определяет условия заплавления трещин расплавом никельхромового связующего металлокерамического сплава. При значениях величины плотности энергии в электронном пучке менее 50 Дж/см2 не достигаются необходимые температуры нагрева поверхностного металлокерамического слоя для образования достаточного количества расплава никельхромового связующего металлокерамического сплава для заплавления трещин даже на поверхности слоя. При увеличении плотности энергии в электронном пучке более 60 Дж/см2 происходит перегрев поверхности металлокерамического слоя с испарением никельхромового связующего и разрушением краев трещин на поверхности слоя.
Приведенные примеры подтверждают технический результат, достигаемый в предлагаемом способе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ПУЧКОВОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2011 |
|
RU2457261C1 |
| СПОСОБ ЭЛЕКТРОННО-ПУЧКОВОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2007 |
|
RU2338798C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2003 |
|
RU2259407C1 |
| СПОСОБ ИМПУЛЬСНОГО ЭЛЕКТРОННО-ИОННО-ПЛАЗМЕННОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2014 |
|
RU2584366C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ СПЛАВ НА ОСНОВЕ КАРБИДА ТИТАНА И МЕТАЛЛИЧЕСКОГО СВЯЗУЮЩЕГО С МОДИФИЦИРОВАННОЙ СТРУКТУРОЙ ПОВЕРХНОСТНОГО СЛОЯ | 2011 |
|
RU2459887C1 |
| Способ электронно-лучевой обработки изделия из технического титана ВТ1-0 | 2015 |
|
RU2616740C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ СТАЛИ 20Х13 | 2014 |
|
RU2571245C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ АЛЮМИНИЯ И ОКСИДА ИТТРИЯ НА СИЛУМИН | 2020 |
|
RU2727376C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ СИЛУМИНА АК5М2 | 2021 |
|
RU2762446C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |

Изобретение относится к способу восстановления металлокерамической рабочей поверхности деталей машин и механизмов, работающих в условиях резания, трения и абразивного износа, и может быть использовано в химической, нефтехимической, пищевой, электротехнической и металлургической отраслях. Рабочую поверхность облучают импульсным низкоэнергетичным интенсивным электронным пучком субмиллисекундной длительностью (150-200 мкс) с энергией электронов (15-18) кэВ при плотности энергии (50-60) Дж/см2 и количестве импульсов, достаточным для заплавления трещин. Техническим результатом изобретения является устранение как сквозных, так и неглубоких вертикальных трещин, возникших в твердосплавном рабочем слое изделия в процессе эксплуатации. 1 з.п. ф-лы, 6 ил.
1. Способ восстановления твердосплавной металлокерамической рабочей поверхности деталей и изделий после эксплуатации, включающий заплавление трещин и восстановление сплошности металлокерамической рабочей поверхности путем облучения поверхности импульсным электронным пучком субмиллисекундной длительности в газовой плазме, сформированной электронным пучком, отличающийся тем, что облучение поверхности выполняют электронным пучком с плотностью энергии в импульсе (50-60) Дж/см2 , энергией электронов (15-18) кэВ и количеством импульсов, достаточным для заплавления трещин.
2. Способ по п. 1, отличающийся тем, что предварительно перед облучением электронным пучком на рабочую поверхность наносят пленку из более легкоплавкого материала, чем металлокерамическая поверхность.
| СПОСОБ ЭЛЕКТРОННО-ПУЧКОВОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2011 |
|
RU2457261C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 2012 |
|
RU2501865C1 |
| Способ формирования на титановых сплавах приповерхностного упрочненного слоя | 2018 |
|
RU2705817C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2281194C1 |
| СПОСОБ НАПЛАВЛЕНИЯ И СВАРКИ ПЛАВЛЕНИЕМ СВЕРХПРОЧНЫХ СПЛАВОВ | 2012 |
|
RU2610198C2 |
| JP 60167723 A, 31.08.1985 | |||
| CN 107971693 B, 15.03.2019. | |||

