Изобретение относится к производству листового проката и может быть использовано в оборудовании толстолистовых и широкополосных станов горячей и холодной прокатки.
Известен бандажированный опорный валок, состоящий из оси и насаженного на нее бандажа (см. А.с. СССР N 147977, кл. B 21 B 7/00, 1961).
Недостатком валка является возникновение процесса фреттинг-коррозии сопряженных посадочных поверхностей оси и бандажа из-за их относительного проскальзывания, особенно у торцов бандажа, где амплитуда проскальзывания и контактные давления, вызванные краевым эффектом изгибающего момента, действующего на валок, максимальны. Кроме того, из-за высоких контактных давлений у торцов бандажа снижается его усталостная прочность, что приводит к снижению долговечности и разрушению бандажа.
Наиболее близким техническим решением (прототипом) является бандажированный опорный валок, включающий ось с бочкой, на которую по посадке с натягом посажен бандаж, и шейками для подшипников валка, соединенными с бочкой переходящими коническими участками. На концевых участках посадочных поверхностей бочки оси и бандажа в противоположные стороны выполнены скосы, уменьшающие диаметр посадочной поверхности бочки и увеличивающие диаметр посадочной поверхности бандажа (см. Полухин П.А., Николаев В.А., Полухин В.П. и др. Прочность прокатных валков. Из-во "Наука" Казахской ССР, 1984 г. с. 225 - 227. Рис. 89). Скосы обеспечивают снижение натяга, концентрации напряжений на концевых участках и повышение прочности бандажа.
К недостаткам прототипа относится увеличение фреттинг-коррозии и снижение прочности бочки оси на концевых участках, что ведет к поломкам оси по сечениям, расположенным в пределах этих участков.
В процессе эксплуатации валка фреттинг-коррозия распространяется в направлении к центру бочки неравномерно, что ведет к сползанию бандажа с оси и выходу валка из строя.
В прототипе переходные конические участки, соединяющие шейки для подшипников валка с бочкой оси, начинаются непосредственно от бочки, то есть больший диаметр этих участков со стороны примыкания к бочке равен диаметру бочки. Исследования заявителя показали, что при выполнении скосов на концевых участках бочки и посадочной поверхности бандажа и переходе от бочки непосредственно к коническим участкам, соединяющим бандаж с шейками для подшипников, сечение с максимальным коэффициентом концентрации напряжений, вызываемых краевым эффектом изгибающего момента, расположено по торцу бандажа, а максимальные изгибающие напряжения в оси возникают в зоне расположения скосов на оси и бандаже. Эти напряжения в основном и являются причиной усталостного разрушения и поломок оси на этих участках. Поломки осей снижают срок службы валков и их надежность, а также сводят на нет эффект от их бандажирования, заключающийся в возможности повторного использования осей и снижения расходов на валки.
Целью настоящего изобретения является повышение надежности и снижение расходов на валки за счет уменьшения фреттинг-коррозии, повышения прочности и долговечности осей и возможности их повторного использования.
Поставленная цель достигается тем, что бочка оси выполнена большего диаметра, чем диаметр переходных конических участков, соединяющих бочку с шейками валка, причем диаметр бочки определяется по соотношению:
Дб = (1,08 - 1,2) Дк
где
Дб - диаметр бочки;
Дк - диаметр переходных конических участков со стороны примыкания к бочке.
Изобретение поясняется чертежами, на которых изображены:
фиг. 1 - бандажированный опорный валок, общий вид;
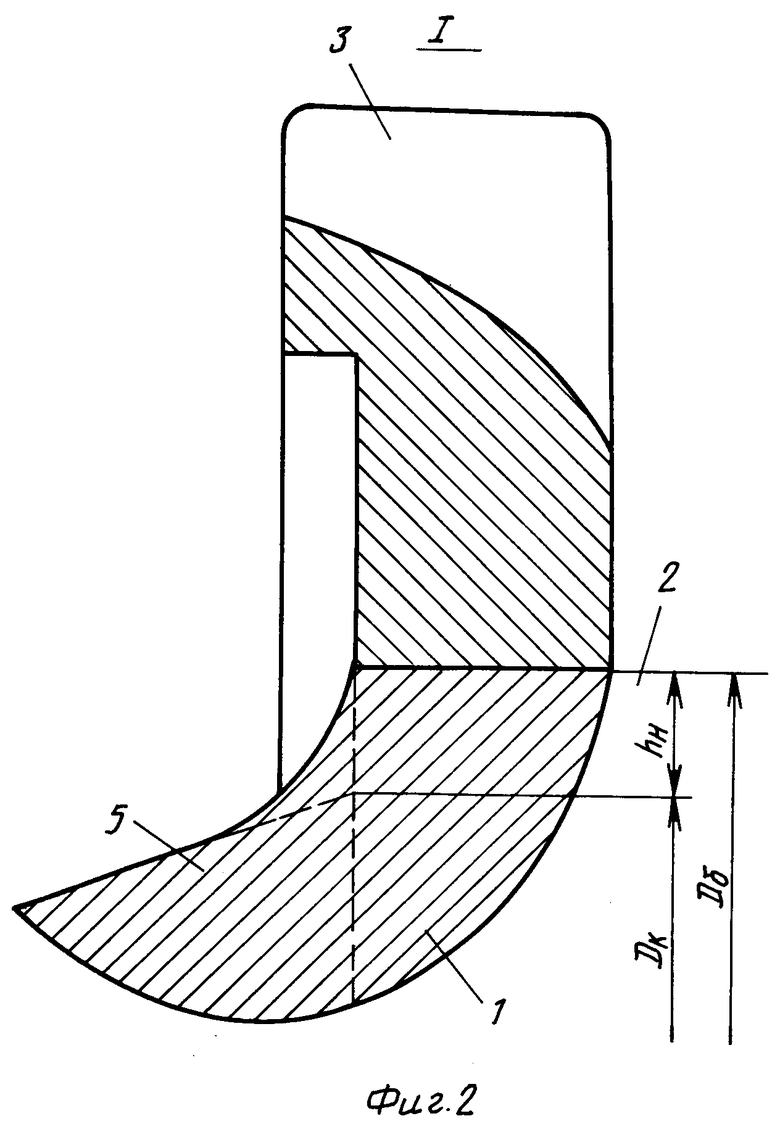
фиг. 2 - фрагмент валка 1 на фиг. 1 в увеличенном виде;
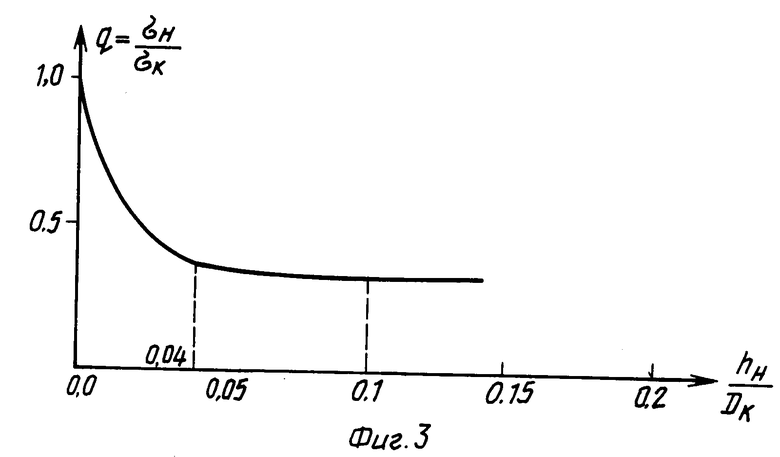
фиг. 3 - зависимость относительного коэффициента концентрации напряжений q от отношения толщины наружного слоя к диаметру Дк переходного конического участка со стороны примыкания к бочке.
Бандажированный опорный валок включает ось 1 с бочкой 2, на которую по посадке с натягом посажен бандаж 3. Ось снабжена шейками для подшипников валка, например коническими шейками 4 для установки на них втулок-цапф подшипников жидкостного трения (ПЖТ). Шейки с бочкой соединены переходными коническими участками 5, в зоне которых расположены водоотражательные затворы подшипников, на концевых участках посадочных поверхностей бочки оси и бандажа в противоположные стороны выполнены скосы, уменьшающие диаметр посадочной поверхности бочки и увеличивающие диаметр посадочной поверхности бандажа. Благодаря этому при посадке бандажа на бочку перераспределяется величина натяга по длине посадочной поверхности и снижается коэффициент концентрации напряжений на концевых участках бочки оси.
Исследования показали, что прочность оси может быть повышена при увеличении диаметра бочки по сравнению с диаметром Дк со стороны примыкания к ней переходного конического участка. По мере увеличения толщины hн наружного слоя бочки над ее поверхностью, соответствующей диаметру Дк переходного участка, снижается максимальный коэффициент концентрации изгибных напряжений и их максимальная величина в зоне расположения скосов. Благодаря этому снижаются амплитуда относительного проскальзывания бочки оси и бандажа на концевых участках при действии изгибающего момента, интенсивность и скорость распространения к центру бочки фреттинг-коррозии. В результате повышается прочность и сокращаются поломки оси, увеличивается срок службы валков и их надежность, снижается вероятность сползания бандажа с бочки, обеспечивается повторное использование оси и снижение расходов на валки.
Интенсивность снижения максимального коэффициента концентрации и величины изгибающего момента в оси по мере увеличения толщины hн наружного слоя бочки уменьшается, и при некотором значении hн снижение максимального коэффициента и изгибающего момента прекращается. Дальнейшее увеличение hн не приводит к снижению этих характеристик. Установлено, что наиболее характерно изменение величины максимальных напряжений отражает безразмерный график зависимости относительного коэффициента концентрации напряжений q от отношения толщины наружного слоя металла бочки hн к диаметру Дк переходного конического участка со стороны примыкания к бочке. В качестве коэффициента q принято отношение  , где σн - максимальные изгибающие напряжения в бочке в местах расположения скосов на посадочных поверхностях бочки и бандажа при наличии наружного слоя hн; σк - то же при диаметре бочки, равном диаметру Дк - переходного конического участка со стороны примыкания к бочке, т.е. σк является постоянной величиной, а коэффициент q характеризует изменение максимальных изгибных напряжений при увеличении.
, где σн - максимальные изгибающие напряжения в бочке в местах расположения скосов на посадочных поверхностях бочки и бандажа при наличии наружного слоя hн; σк - то же при диаметре бочки, равном диаметру Дк - переходного конического участка со стороны примыкания к бочке, т.е. σк является постоянной величиной, а коэффициент q характеризует изменение максимальных изгибных напряжений при увеличении.
На фиг. 3 показан график q = f(hн/Дк), полученный в результате обработки результатов исследований бандажированных опорных валков толстолистовых станов 3000 и 3600, а также непрерывного широкополосного стана 2600 горячей прокатки АО "Северсталь". Из графика следует, что при соотношении hн/Дк в пределах 0,04-0,1 относительный коэффициент концентрации q принимает максимальное значение, что соответствует и минимальным изгибающим напряжениям в оси.
Диаметр бочки оси Дб (посадочной поверхности бочки) Дб = Дк + 2hн. Из графика (фиг. 3) следует, что относительный коэффициент концентрации q достигает минимума при значениях hн/Дк = 0,04-0,1, т.е. при hн = (0,04-0,1) Дк. Подставляя это выражение в вышеприведенное соотношение, мы получим значение диаметра бочки, при котором значения максимальных изгибающих напряжений σн будут минимальными Дб = (1,08-1,2) Дк.
Это значение и принимается в прилагаемом изобретении в качестве оптимального.
Эффект снижения напряжений при наличии на бочке наружного слоя металла hн достигается благодаря их затуханию и снижению способности к образованию и распространению усталостных микротрещин вглубь оси. Это и способствует повышению прочности оси и достижению поставленной цели изобретения.
Особенно эффективно применение осей утолщенной бочкой в соответствии с изобретением в случае повторного использования отработавших кампанию цельных опорных валков в качестве осей.
В этом случае после выработки рабочего слоя валка его протачивают на размер, соответствующий диаметру посадочной поверхности бочки, т.е. превращают использованный валок в ось, и на бочку насаживают новый бандаж. Например, на стане 2000 горячей прокатки полосы АО "Северсталь" использованные опорные валки протачивают на диаметр бочки Дб = 1220 мм и насаживают бандаж наружным диаметром 1600 мм, соответствующим начальному диаметру валка. Диаметр переходных конических участков оси под ПЖТ со стороны примыкания к бочке Дк = 1700 мм, т. е. Дб = 1,14 Дк, что находится в пределах предложенного выше соотношения между Дб и Дк.
Использование отработавших кампанию опорных валков на стане 2000 АО "Северсталь" позволило значительно повысить надежность и сократить затраты на валки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1996 |
|
RU2100110C1 |
| ОПОРА ВАЛКА | 1992 |
|
RU2033871C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| БАНДАЖИРОВАННЫЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2223158C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ БАНДАЖИРОВАННЫХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2356664C1 |
| РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2040099C1 |
| ВАЛОК ВАЛКОВОЙ ДРОБИЛКИ | 1995 |
|
RU2093264C1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ РЕГУЛИРОВКИ ВАЛКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ПРОКАТНОЙ КЛЕТИ | 1995 |
|
RU2083301C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
Изобретение относится к производству листового проката и может быть использовано в оборудовании толстолистовых и широкополосных станов горячей и холодной прокатки. Задача изобретения - повышение надежности и снижение расходов на валки. В бандажированном опорном валке, включающем ось с бочкой, на которую по посадке с натягом посажен бандаж, и шейками для подшипников валка, соединенными с бочкой переходными коническими участками, при этом на концевых участках посадочных поверхностей бочки и бандажа в противоположные стороны выполнены скосы, уменьшающие диаметр посадочной поверхности бочки и увеличивающие диаметр посадочной поверхности бандажа, бочка выполнена большего диаметра, чем диаметр конических участков со стороны примыкания к бочке, причем диаметр бочки определяется из соотношения: Дб = (1,08-1,2) Дк, где Дб - диаметр бочки; Дк _ диаметр конических участков со стороны примыкания к бочке. 3 ил.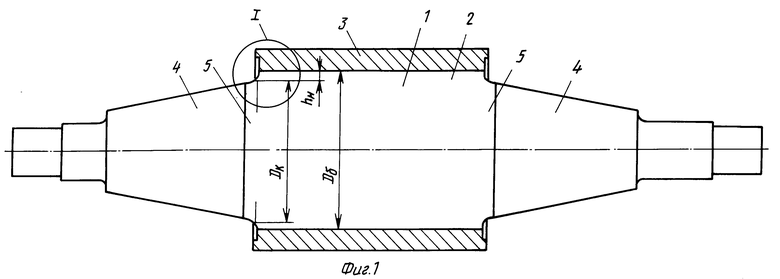
Бандажированный опорный валок, включающий ось с бочкой, на которую по посадке с натягом посажен бандаж, и шейками для подшипников валка, соединенными с бочкой переходными коническими участками, при этом на концевых участках посадочных поверхностей бочки и бандажа в противоположные стороны выполнены скосы, уменьшающие поверхности бочки и увеличивающие диаметр посадочной поверхности бандажа, отличающийся тем, что бочка выполнена большего диаметра, чем диаметр конических участков со стороны примыкания к бочке, причем диаметр бочки определяется из соотношения:
Дб = (1,08 - 1,2)Дк,
где Дб - диаметр бочки;
Дк - диаметр конических участков со стороны примыкания к бочке.
| SU, 147977 A, 1961 | |||
| SU, 582857 A, 1977 | |||
| SU, 697212 A, 1979 | |||
| GB, 1373594 A, 1974 | |||
| Полухин П.И | |||
| и др | |||
| Прочность прокатных валков | |||
| - Наука, Каз | |||
| ССР, 1984, с.225 - 227, рис.89. |

