Изобретение относится к прокатному производству, преимущественно к бандажированным вертикальным валкам обжимных, толстолистовых и универсальных клетей широкополосных станов горячей прокатки.
Известен бандажированный прокатный валок (аналог), состоящий из оси и бандажа, сопряженных между собой по посадке с натягом (см. патент Российской Федерации 2118578, 1998 г.). Недостатком аналога является невозможность его использования в качестве вертикального валка обжимных, толстолистовых и универсальных клетей широкополосных станов. Аналог предназначен преимущественно для использования в качестве бандажированных опорных валков горизонтальных клетей и характеризуется большей длиной бандажа L по посадочной поверхности, чем его наружный диаметр D. Отношение L/D для таких валков составляет 1,2-2,8. У вертикальных валков длина бандажа меньше его диаметра, и это отношение находится в пределах L/D=0,5-0,8.
При использовании известных бандажированных валков в вертикальных клетях ввиду локального приложения усилия прокатки на узком участке бандажа, соответствующем толщине обжимаемого проката, на этом участке в бандаже возникают большие растягивающие тангенциальные напряжения. Эти напряжения вызывают появление трещин в месте контакта бандажа с прокатываемым металлом и быстрый выход бандажа и валка из строя.
Наиболее близким техническим решением (прототипом) является бандажированный прокатный валок, состоящий из оси и бандажа, сопряженных между собой по посадке с натягом, у которого диаметр оси d и толщина стенки бандажа t выполнены в соотношении t/d=0,15-0,175 (см. а.с. СССР 1224026, МКИ В 21 В 27/02, 1986 г.).
Практика эксплуатации вертикальных бандажированных валков с соотношением L/D=0,5-0,8, у которых ось и бандаж выполнены с соотношением t/d=0,15-0,175, показала, что и в этом случае на рабочем участке бандажа, контактирующем с прокатываемым металлом, возникают трещины и износ, снижающие долговечность валков. Износ левого и правого вертикальных валков происходит неравномерно с различной шероховатостью поверхности валков в месте износа. Это приводит к различным коэффициентам и усилиям трения на контакте металла с левым и правым валками, что вызывает разворот полосы в горизонтальной плоскости при выходе из клети. Разворот полосы приводит к забуриваниям, аварийным простоям стана и снижению его производительности. Если не происходит забуривания, то разворот вызывает серповидность полосы при прокатке в последующих клетях. В результате снижается точность прокатки, ухудшаются показатели формы и профиля полосы (появляется односторонняя волнистость) и снижается качество прокатываемого металла.
Задачей настоящего изобретения является повышение долговечности бандажированных вертикальных валков, производительности прокатного стана и качества прокатываемых полос.
Поставленная цель достигается тем, что в бандажированном прокатном валке, состоящем из оси и бандажа, сопряженных между собой по посадке с натягом, бандаж выполнен с отношением его длины L по посадочной поверхности к наружному диаметру D в пределах L/D=0,5-0,8, а диаметр оси "d" и толщина стенки бандажа "t" находятся в соотношении
t/d= 0,2-0,35.
Изобретение поясняется чертежами, на которых изображены:
Фиг.1. Бандажированный прокатный валок.
Фиг. 2. Зависимость растягивающих тангенциальных напряжений в бандаже от отношения толщины стенки бандажа к диаметру оси.
Бандажированный прокатный валок состоит из оси 1 и бандажа 2, сопряженных между собой по посадке с натягом. Для удержания бандажа на оси в вертикальном положении валка, уменьшения натяга и контактных напряжений на их сопряженных поверхностях на оси выполнен бурт 3. На торце бандажа с одной стороны выполнена расточка с уступом, которым бандаж упирается в бурт 3 при посадке на ось. Бандаж выполнен с отношением его длины L по посадочной поверхности к наружному диаметру D в пределах L/D=0,5-0,8.
С целью определения оптимального соотношения t/d между толщиной стенки бандажа "t" и диаметром оси "d", при котором растягивающие тангенциальные напряжения τ в бандаже в месте контакта с валком принимают минимальные значения, были проведены исследования этих напряжений для валков с соотношениями L/D в пределах от 0,5 до 0,8.
Исследования показали, что с увеличением отношения t/d растягивающие тангенциальные напряжения τ уменьшаются, причем характер их изменения практически одинаков для всех значений L/D в пределах от 0,5 до 0,8 (фиг.2). С увеличением отношения t/d вначале имеет место заметное снижение напряжений до значения t/d= 0,2, затем наблюдается переходный участок значений t/d от 0,2 до 0,35, на котором интенсивность снижения напряжений существенно снижается, и при последующем увеличении t/d величина τ практически не изменяется. Из графика (фиг.2) следует, что наиболее приемлемые соотношения t/d для практики находятся в пределах 0,2-0,35.
Для проверки правильности указанного соотношения на черновых универсальных клетях непрерывного широкополосного стана 2000 горячей прокатки металлургического комбината ОАО "Северсталь" (г. Череповец) были установлены вертикальные бандажированные валки с размерами Z=606 мм; D=1010 мм; d=660,7 мм; t= 174,65 мм, т.е. с соотношениями L/D=0,6 и t/d=0,264, находящимися в интервалах L/D=0,5-0,8 и t/d=0,2-0,35.
Эксплуатация валков показала, что их стойкость возросла по сравнению с цельными валками в среднем в 1,5-1,8 раза, уменьшилось трещинообразование на участках бандажей, контактирующих с горячим металлом, сократилось число забуриваний полосы в клетях, улучшились показатели качества полосы по волнистости.
Таким образом, применение прилагаемой конструкции бандажированных валков позволяет повысить их долговечность, производительность прокатного стана и качество прокатываемых полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2218219C1 |
| Способ ремонта прокатных валков | 2023 |
|
RU2811313C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2579322C1 |
| БАНДАЖИРОВАННЫЙ ОПОРНЫЙ ВАЛОК | 1996 |
|
RU2118578C1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ВАЛОК | 2001 |
|
RU2191648C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2018 |
|
RU2700345C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |

Изобретение относится к прокатному производству, преимущественно к бандажированным вертикальным валкам обжимных, толстолистовых и универсальных клетей широкополосных станов. Задача изобретения - повышение долговечности бандажированных вертикальных валков, производительности прокатного стана и качества прокатываемых полос. Бандажированный прокатный валок состоит из оси и бандажа, сопряженных между собой по посадке с натягом, у которого отношение длины посадочной поверхности бандажа к его наружному диаметру находится в пределах 0,5-0,8. Бандаж и ось выполнены с соотношением толщины стенки бандажа и диаметра оси t/d=0,2-0,35, где t - толщина стенки бандажа, d - диаметр оси. Изобретение обеспечивает уменьшение тангенциальных напряжений в бандаже в месте контакта с осью. 2 ил.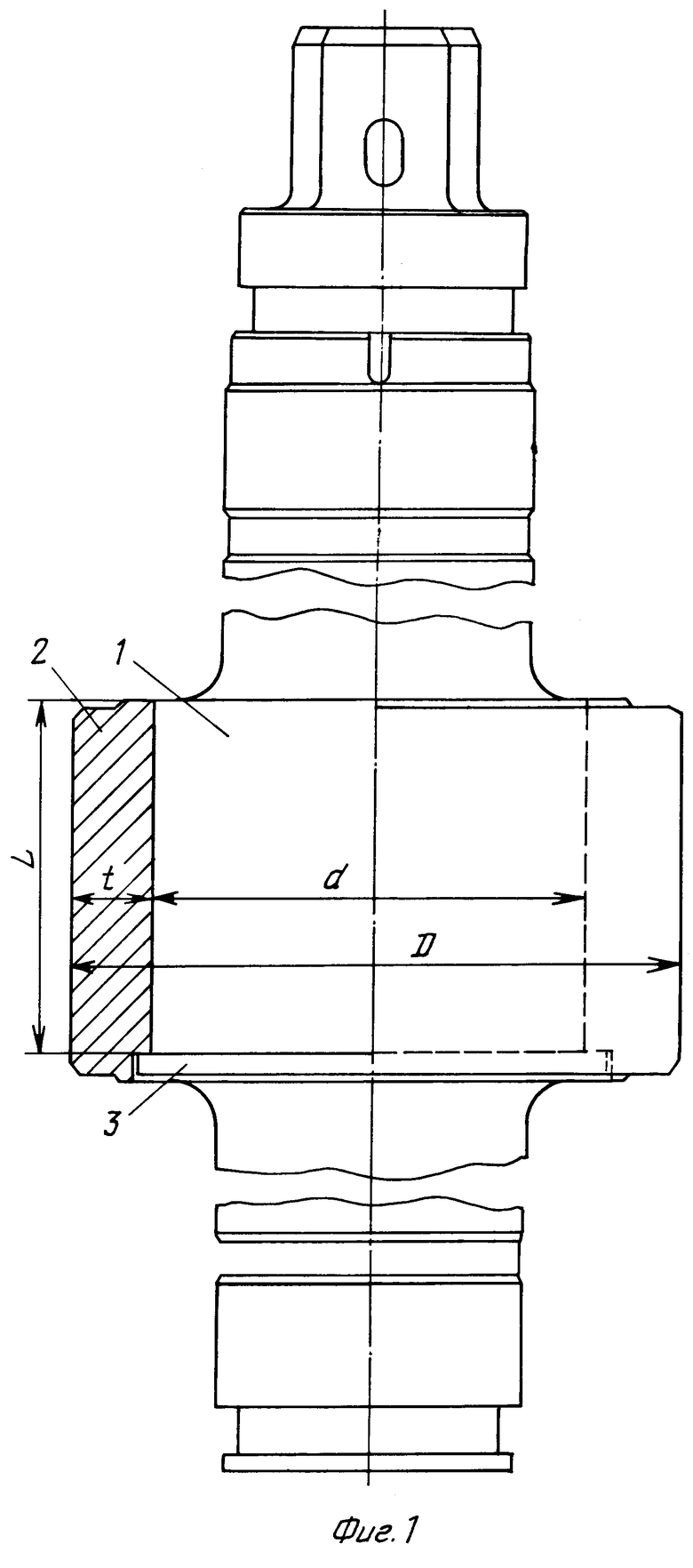
Бандажированный прокатный валок, состоящий из оси и бандажа, сопряженных между собой по посадке с натягом, у которого отношение длины посадочной поверхности бандажа к его наружному диаметру находится в пределах 0,5-0,8, отличающийся тем, что бандаж и ось выполнены с соотношением толщины стенки бандажа и диаметра оси t/d=0,2-0,35, где t - толщина стенки бандажа; d - диаметр оси.
| Бандажированный прокатный валок | 1984 |
|
SU1224026A1 |
| БАНДАЖИРОВАННЫЙ ОПОРНЫЙ ВАЛОК | 1996 |
|
RU2118578C1 |
| Способ изготовления бандажированного опорного валка | 1989 |
|
SU1722632A1 |
| US 3803683, 16.04.1974. | |||
