Изобретение относится к обработке металлов давлением, в частности к способам малоотходной штамповки.
Известен способ чистовой вырубки - пробивки на гидравлических прессах тройного действия. Сущность способа заключается в создании высокого поверхностного давления на заготовку, при котором в зоне резания возникает напряженное состояние объемного сжатия, способствующее устойчивой пластической деформации и пластическому течению материала.
Наиболее близким к предлагаемому является способ чистовой вырубки с поперечной осадкой заготовки и местным вдавливанием клиновых ребер, выполненных на рабочих поверхностях прижима, в материал, описанный в литературе "Справочник по холодной штамповке" под ред. В.П. Романовского (М., Машиностроение, 1965, с. 51, 56, 451-453).
Недостатком данного способа является то, что наличие клиновых ребер увеличивает расход материала, т.к. перемычки между деталями и боковые перемычки при чистовой вырубке несколько больше, чем при обычной, и составляют от 1,5 до 2 толщин материала. Величина же зазоров составляет 0,005-0,01 на сторону.
Задача изобретения - уменьшение расхода металла, упрощение конструкции оснастки и увеличение стойкости инструмента. Поставленная задача решается исключением из оснастки клиновых ребер там, где контур детали не требует чистового среза, что позволяет производить вырубку - пробивку деталей с перемычками 0,3 - 0,7 толщины материала и устанавливать зазор между матрицей и пуансоном в размере 10% - 14% от толщины материала.
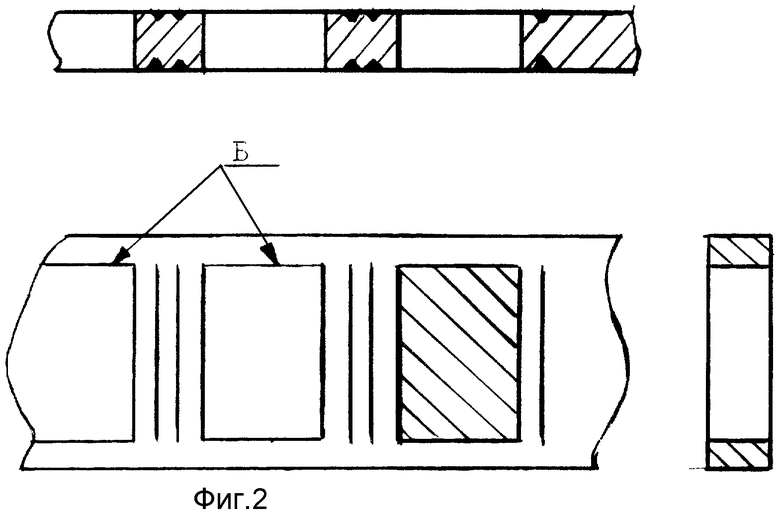
Фиг. 1 и фиг. 2 - схема раскроя деталей из ленты в плане.
На фиг. 1 плоскость "А" вырубаемой детали не требует чистового среза. В этом случае клиновые ребра на перемычке между деталями не выполняют, что позволяет уменьшить размер технологической перемычки до минимально приемлемой, сделав его равным 0,3 - 0,7 толщины металла, и установить зазор, равный 10% - 14% толщины металла.
На фиг. 2 - плоскость "Б" вырубаемой детали не требует чистового среза. В этом случае не выполняют клиновые ребра на боковых перемычках, что позволяет сделать боковые перемычки минимально приемлемыми и равными 0,3 - 0,7 толщины металла, а зазор между матрицей и пуансоном установить равным 10% - 14% от толщины.
Применение данного способа позволяет значительно уменьшить расход материала, повысить стойкость инструмента и упростить оснастку при сохранении отличного качества деталей, что подтверждают испытания, проведенные в прессово-арматурном производстве ВАЗа дет. 2101 - 3501095, 2101 - 2401028.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Штамп для вырубки деталей из металлической заготовки или пробивки отверстий | 1981 |
|
SU1032994A3 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ | 2000 |
|
RU2179902C2 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| СПОСОБ ПОЛУЧЕНИЯ БОРТА ОТВЕРСТИЯ СЛОЖНОГО ПО ГЕОМЕТРИИ В ПЛАНЕ НА ДЕТАЛИ | 1994 |
|
RU2095176C1 |
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ВЫРУБКИ ШАЙБЫ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2399451C2 |
Изобретение относится к обработке металлов давлением, в частности к способам листовой штамповки деталей. Способ листовой вырубки-пробивки заключается в том, что на участках, не требующих чистового среза, рабочие поверхности прижима выполняют без клиновых ребер. При этом технологические междетальные и боковые перемычки выполняют равными 0,3 - 0,7 толщины материала, а зазоры между матрицей и пуансоном устанавливают в размере 10% - 14% от толщины материала. Применение данного способа позволяет уменьшить расход металла, повысить стойкость инструмента и упростить конструкцию оснастки. 2 ил.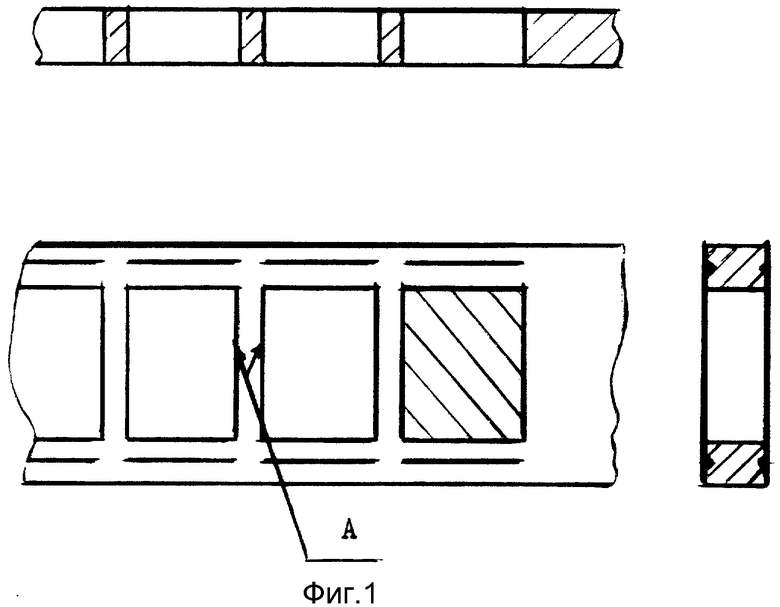
Способ чистовой вырубки-пробивки деталей, при котором на участках с чистовых срезом рабочие поверхности прижима выполняют с клиновыми ребрами, отличающийся тем, что на участках, не требующих чистового среза, рабочие поверхности прижима выполняют без клиновых ребер, технологические междетальные или боковые перемычки выполняют равными 0,3 - 0,7 от толщины материала, а зазоры между матрицей и пуансоном устанавливают размером 10% - 14% от толщины материала.
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| - М.: Машиностроение, 1965, с.51,56, 451-453. |
