: 2. Штамп по П.1, от л ич а ю -« а и и с я тем, что средства противодавления на перемычку выполнены в виде дополнительных пуансонов с режущим контуром каждого, аналогичным режущему контуру пуансона, а в прижиме выполнены отверстия с поверхностями направлякнцими дополнительные пуансоны и имеющими диаметр раеный 1-, 02-1,06 диаметра этих пуансонов
3. Штамп по п.1, отличающ и и с я тем, что, с целью повышения качества деталей с отверстием из штучной заготовки с обработанной наружной поверхностью, средства противодавления на перемычку выполнены в виде плиты,с отверстием, ограниченным поверхностью, концентричной с поверхностью пуансона, установленной
с возможностью перемещения вдоль оси пуансона, а прижим выполнен в виде кольца, расположенного между пуансоном и средством противодавления на перемычку с возможностью взаимодействия с заготовкой по всей наружной боковой поверхности.
i . Штамп по П.1, отличают щ и и с я тем, что средства противодавления на перемычку выполнены в вид секторов, разделенных радиальными пазами и установленных с возможностью перемещения вдоль радиусов получаемого .отверстия и взаимодействия с наружной боковой поверхностью обрабатываемрйваготовки, а прижим выполнен в Е1иде кольца, расположенного между пуансоном и секторами.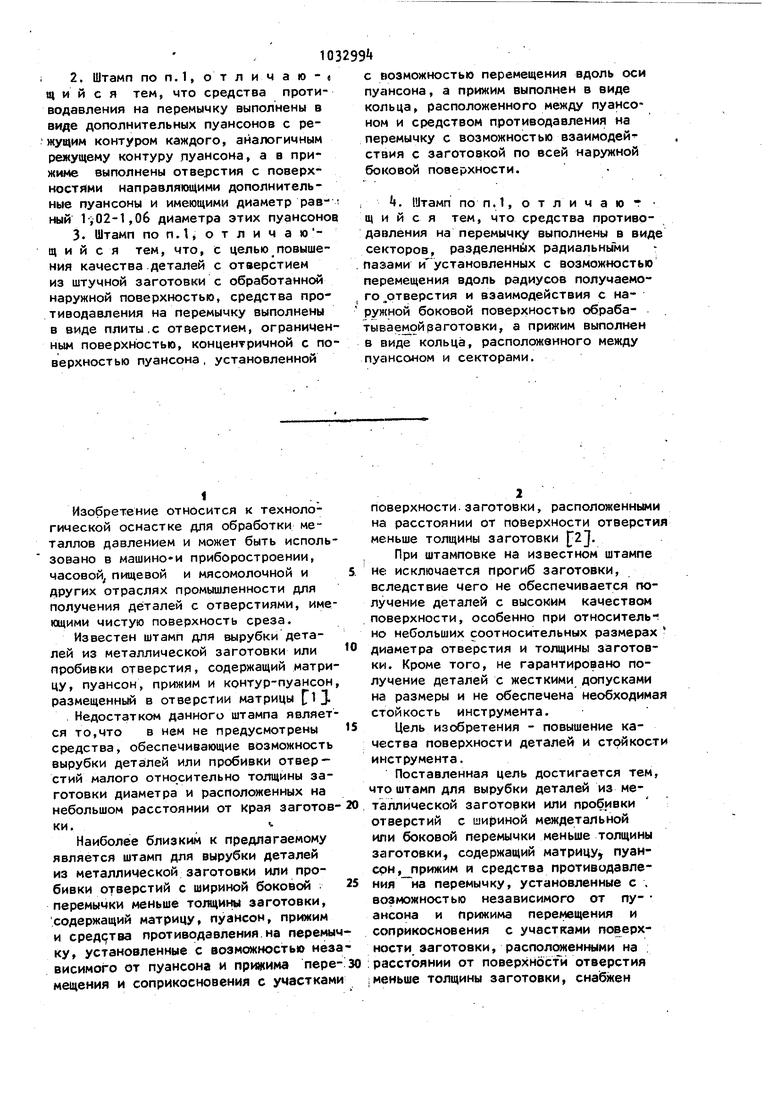
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| Устройство для реверсивной вырубки-пробивки листового материала | 1981 |
|
SU1039611A1 |
| Штамп для последовательной пробивкиОТВЕРСТий | 1979 |
|
SU845990A1 |
| Штамп для вырубки-пробивки деталей эластичной средой | 1985 |
|
SU1278070A1 |
| Способ получения чистовых отверстий в толстолистовых заготовках и устройство для его осуществления | 1980 |
|
SU897338A1 |
| Штамп для реверсивной пробивки-вырубки деталей из листовых заготовок | 1980 |
|
SU969375A1 |
| Устройство для ультразвуковой обработки твердых материалов | 1985 |
|
SU1282942A1 |
1
Изобретение относится к технологической оснастке для обработки металлов давлением и может быть использовано в машино-и приборостроении, часовой пищевой и мясомолочной и других отраслях промышленности для получения деталей с отверстиями, имеющими чистую поверхность среза.
Известен штамп для вырубки деталей из металлической заготовки или пробивки отверстия, содержащий матрицу, пуансон, прижим и контур-пуансон, размещенный в отверстии матрицы 1 3Недостатком данного штампа является то,что в нем не предусмотрены средства, обеспечивающие возможность вырубки деталей или пробивки отверстий малого отно,сительно толщины заготовки диаметра и расположенных на небольшом расстоянии от края заготовки.
Наиболее близким к предлагаемому является штамп для вырубки деталей из металлической заготовки или пробивки отверстий с шириной боковой перемычки меньше толщины заготовки, содержащий матрицу, пуансон, прижим и сред9тва противодавления на перемычку, установленные с возможностью независимого от пуансона и прижима перемещения и соприкосновения с участками
поверхности.заготовки, расположенными на расстоянии от поверхности отверсти меньше толщины заготовки ;2j.
При штамповке на известном штампе не исключается прогиб заготовки, вследствие чего не обеспечивается получение деталей с высоким качеством поверхности, особенно при относитель- но небольших соотносительных размерах диаметра отверстия и толщины заготовки. Кроме того, не гарантировано получение деталей с жесткими допусками на размеры и не обеспечена необходима стойкость инструмента.
Цель изобретения - повышение качества поверхности деталей и стойкост инструмента.
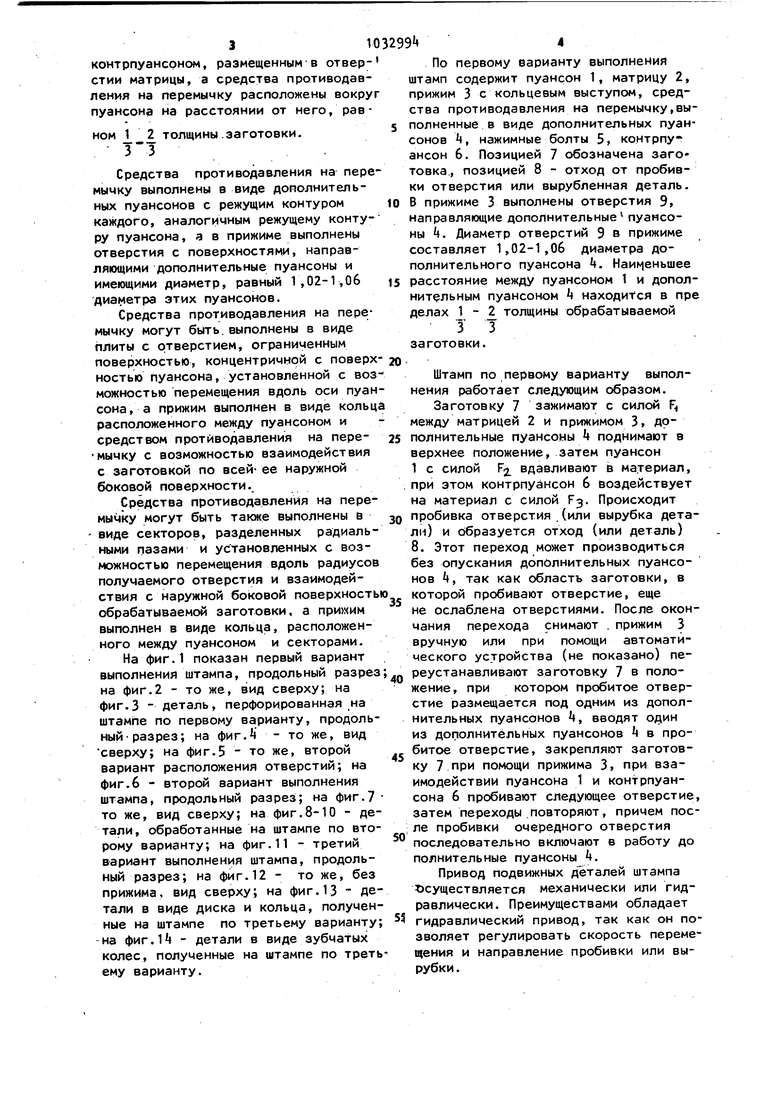
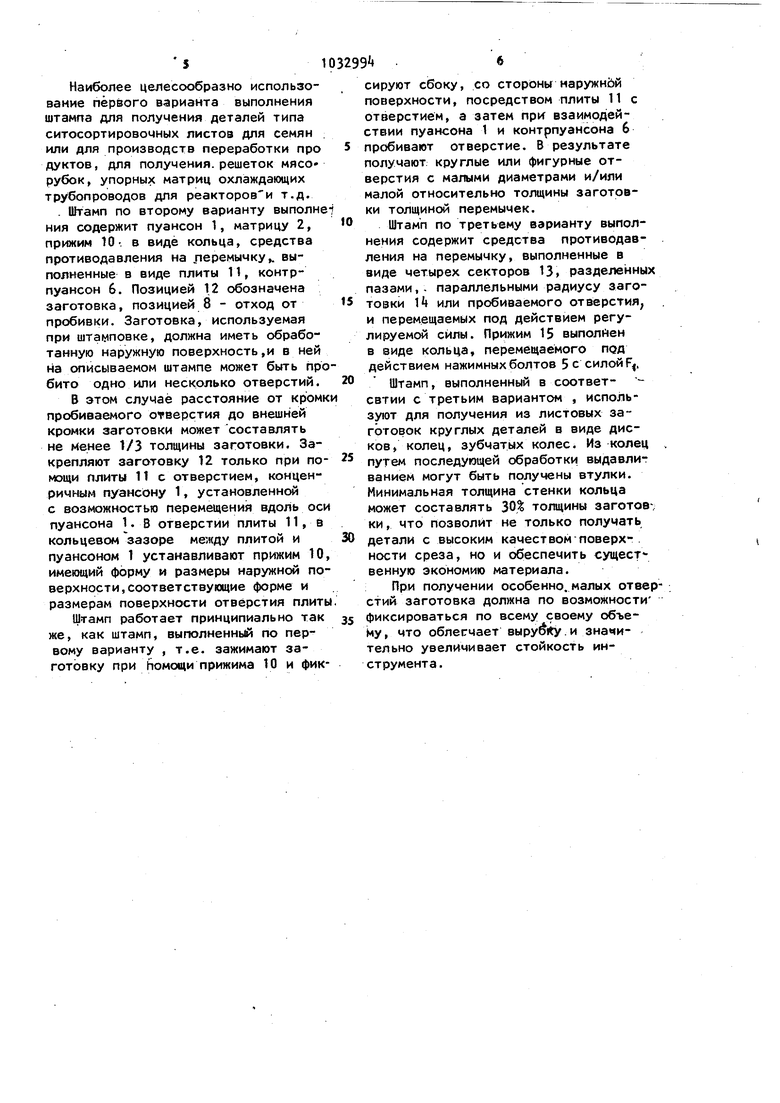
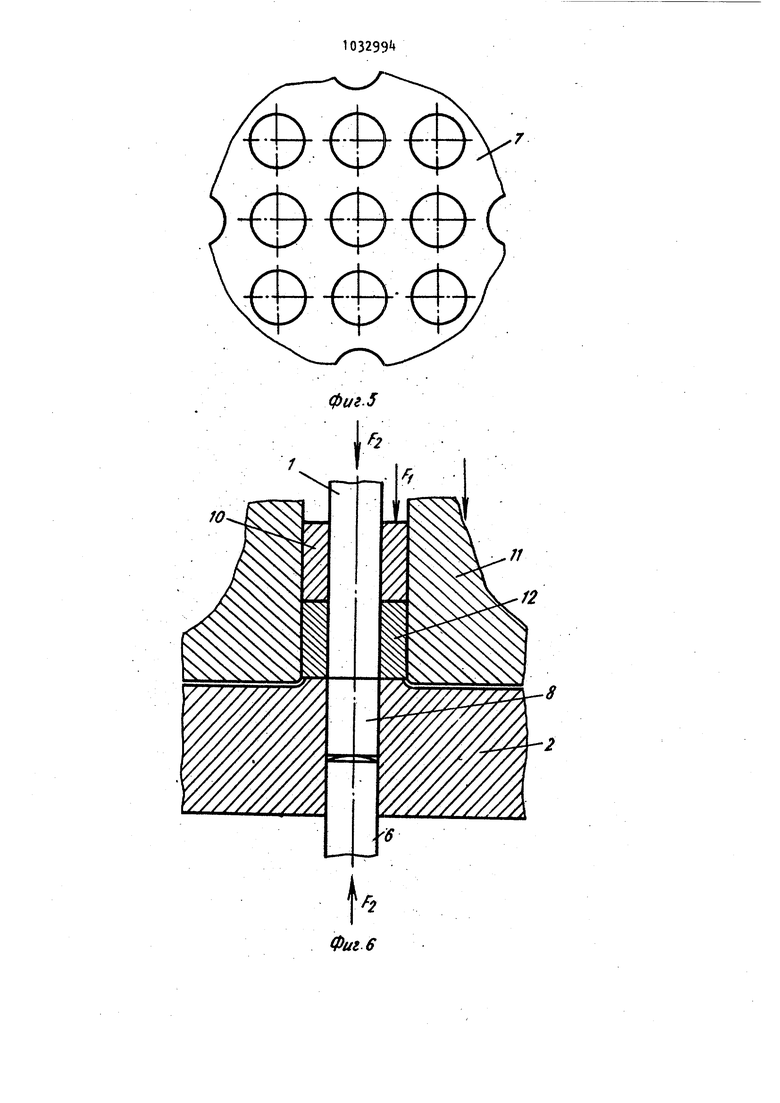
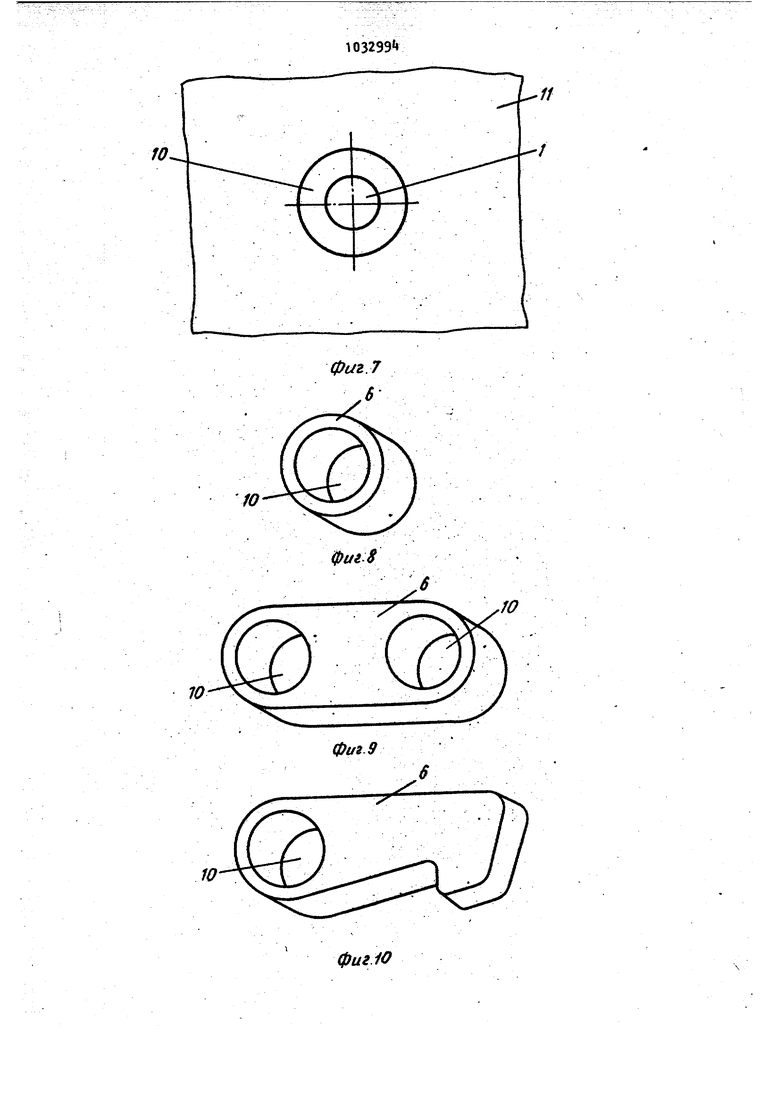
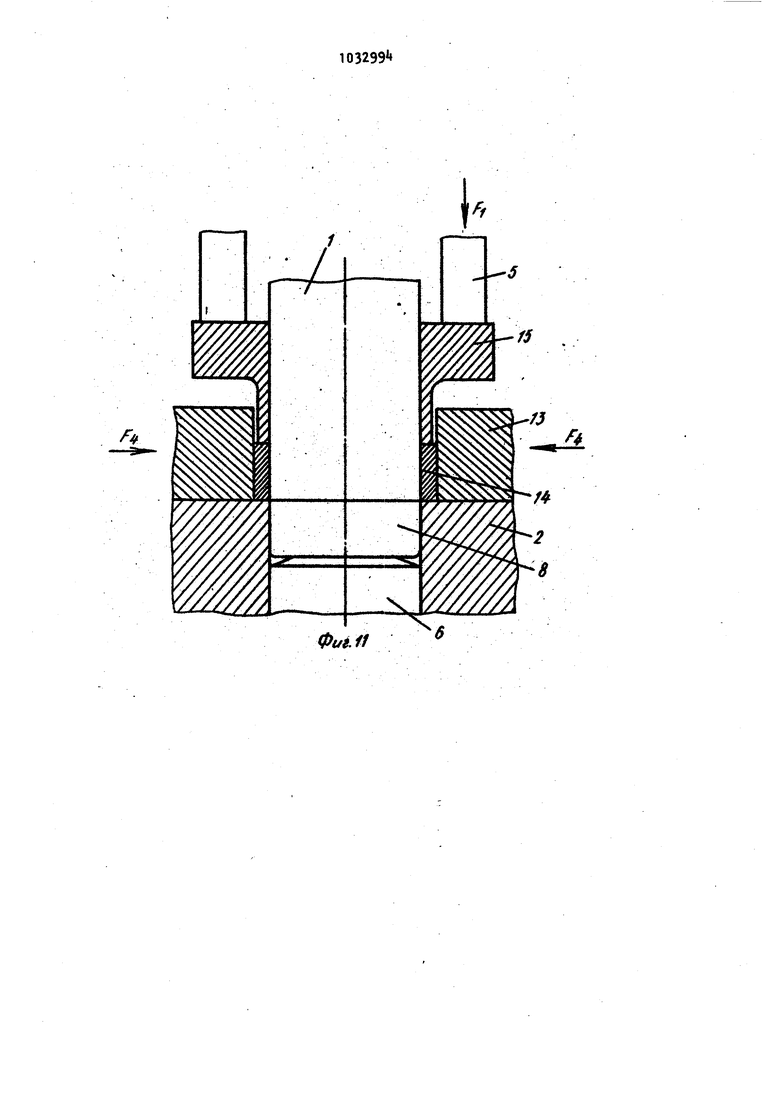
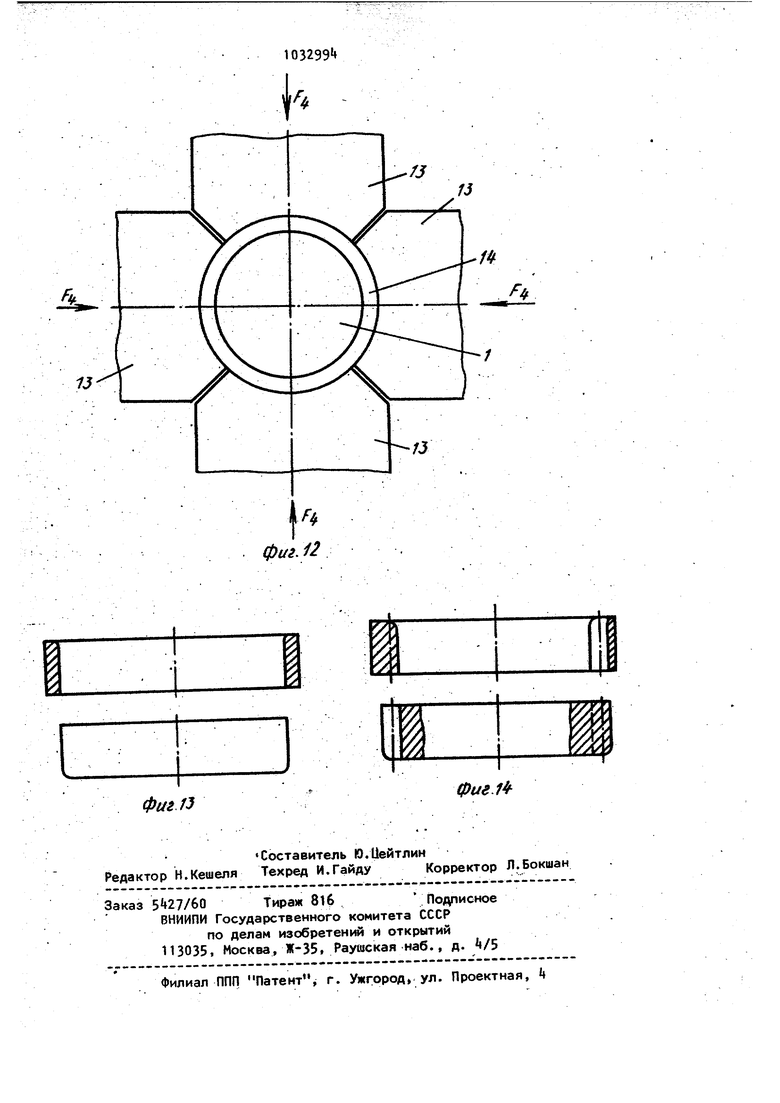
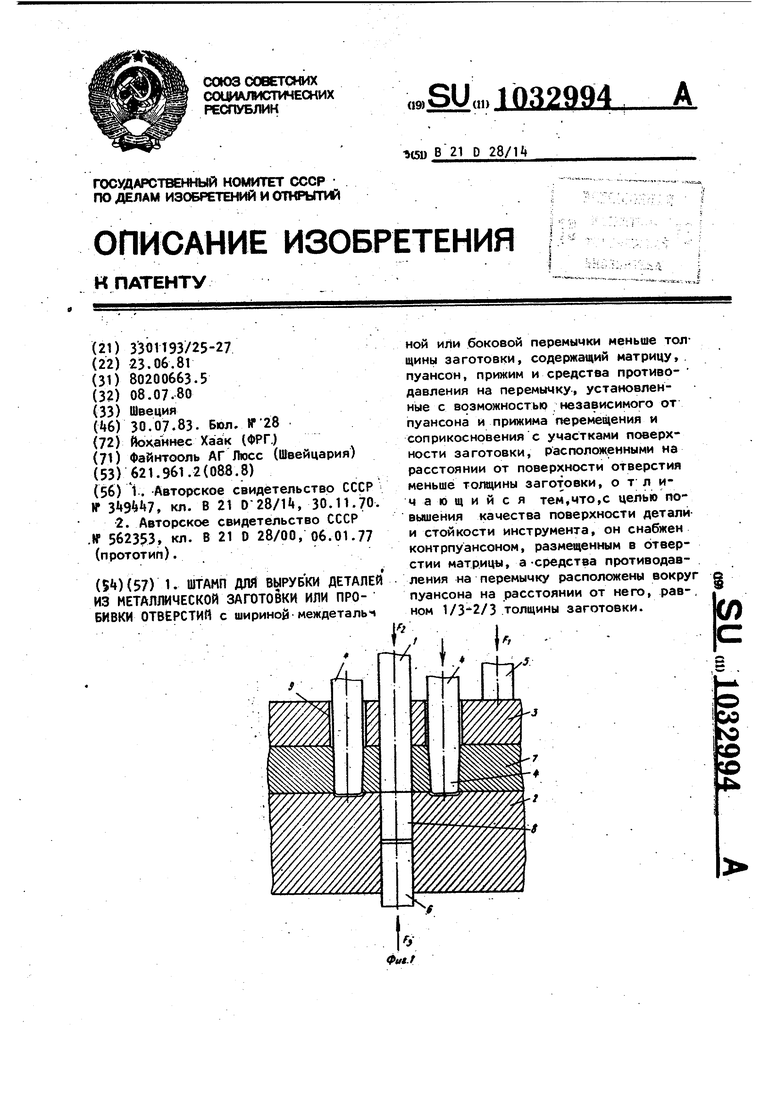
Поставленная цель достигается тем, что штамп для вырубки деталей из металлической заготовки или пробивки отверстий с шириной междетальной или боковой перемычки меньше толщины заготовки, содержащий матрицу пуансрн,прижим и средства противодавления на перемычку, установленные с . возможностью независимого от пу- ансона и прижима перемещения и соприкосновения с участками поверхности заготовки, расположенными на расстоянии от noaepxHocfn отверстия I меньше толщины заготовки, снабжен 3 г контрпуансрном, размещенным в отверстии матрицы, а средства противодавления на перемычку расположены вокру пуансона на расстоянии от него, рав2 толщины.заготовки. Средства противодавления на пере мычку выполнены в виде дополнительных пуансонов с режущим контуром каждого, аналогичным режущему контуру пуансона, а в прижиме выполнены отверстия с поверхностями, направляющими дополнительные пуансоны и имеющими диаметр, равный 1,02-1,06 диаметра этих пуансонов. Средства противодавления на перемычку могут быть, выполнены в виде плиты с отверстием, ограниченным поверхностью, концентричной с поверх ностью пуансона, установленной с воз можностью перемещения вдоль оси пуан сона, а прижим выполнен в виде кольц расположенного между пуансоном и средством противодавления на перемычку с возможностью взаимодействия с заготовкой по всей-ее наружной боковой поверхности.. Средства противодавления на перемычку могут быть также выполнены в виде секторов, разделенных радиальными пазами и ус тановленных с возможностью перемещения вдоль радиусов получаемого отверстия и взаимодействия с наружной боковой поверхность обрабатываемой заготовки, а прижим выполнен в виде кольца, расположенного между пуансоном и секторами. На фиг.1 показан первый вариант выполнения штампа, продольный разрез на фиг.2 - то же, вид сверху; на фиг.З деталь, перфорированная на штампе по первому варианту, продольный -разрез; на фиг. - то же, вид сверху; на фиг.5 - то же, второй вариант расположения отверстий; на фиг.6 - второй вариант выполнения штампа, продольный разрез ; на фиг.7 то же, вид сверху; на фиг.8-10 - детали, обработанные на штампе по второму варианту; на фиг.11 - третий вариант выполнения штампа, продольный разрез; на фиг.12 - то же, без прижима, вид сверху; на фиг.13 - детали в виде диска и кольца, полученные на штампе по третьему варианту; -на фиг.Н - детали в виде зубчатых колес, полученные на штампе по треть ему варианту. э По первому варианту выполнения штамп содержит пуансон 1, матрицу 2, прижим 3 с кольцевым выступом, средства противодавления на перемычку,выполненные в виде дополнительных пуансонов , нажимные болты 5, контрпу ансон 6. Позицией 7 обозначена заготовка, позицией 8 - отход от пробивки отверстия или вырубленная деталь. В прижиме 3 выполнены отверстия 9, направляющие дополнительные пуансоны k. Диаметр отверстий 9 в прижиме составляет 1,02-1,06 диаметра дополнительного пуансона , аиценъ аее расстояние между пуансоном 1 и дополнительным пуансоном находится в пре делах J - 2 толщины обрабатываемой 3 3 заготовки. Штамп по первому варианту выполнения работает следующим образом. Заготовку 7 зажимают с силой F, между матрицей 2 и прижимом 3, дополнительные пуансоны k поднимают в верхнее положение, затем пуансон 1 с силой Fj вдавливают в материал, при этом контрпуансон 6 воздействует на материал с силой РЗ- Происходит пробивка отверстия (или вырубка детали) и образуется отход (или деталь) 8. Этот переход может производиться без опускания дополнительных пуансонов , так как область заготовки, в которой пробивают отверстие, еще не ослаблена отверстиями. После окончания перехода снимают . прижим 3 вручную или при помощи автоматического устройства (не показано) переустанавливают заготовку 7 в положение, при котором пробитое отверстие размещается под одним из дополнительных пуансонов , вводят один из дополнительных пуансонов в пробитое отверстие, закрепляют заготовку 7 при помощи прижима 3, при взаимодействии пуансона 1 и контрпуансона 6 пробивают следующее отверстие, затем переходы .повторяют, причем после пробивки очередного отверстия последовательно включают в работу до полнительные пуансоны . Привод подвижных деталей штампа Осуществляется механически или гидравлически. Преимуществами обладает гидравлический привод, так как он позволяет регулировать скорость перемещения и направление пробивки или вырубки . Наиболее целесообразно использование первого варианта выполнения штампа для получения деталей типа ситосортировочных листов для семян или для производств переработки про дуктов, для получения.решеток мясорубок, упорных матриц охлаждающих трубопроводов для реакторови т.д. . Штамп по второму варианту выполне ния содержит пуансон 1, матрицу 2, прижим 10-. в виде кольца, средства противодавления на перемычку выполненные в виде плиты 11, контрпуансон 6. Позицией 12 обозначена заготовка, позицией 8 - отход от пробивки. Заготовка, используемая при штамповке, должна иметь обработанную наружную поверхность,и в ней на описываемом штампе может быть пр бито одно или несколько отверстий. В этом случае расстояние от кром пробиваемого отверстия до внешней кромки заготовки может составлять не Менее 1/3 толщины заготовки. Закрепляют заготовку 12 только при по мощи плиты 11с отверстием, конценричным пуансону 1, установленной с возможностью перемещения вдоль ос пуансона 1. В отверстии плиты 11, в кольцевом зазоре между плитой и пуансоном 1 устанавливают прижим 10 имеющий форму и размеры наружной по верхности, соответствующие форме и размерам поверхности отверстия плит Штамп работает принципиально так же, как штамп, выполненнь по первому варианту , т.е. зажимают заготовку при Яомоци прижима 10 и фик сируют сбоку, со стороны наружной поверхности, посредством плиты 11 с отверстием, а затем при взаимодействии пуансона 1 и контрпуансона 6 пробивают отверстие. В результате получают круглые или фигурные отверстия с малыми диаметрами и/или малой относительно толщины заготовки толщиной перемычек. Штамп по третьему варианту выполнения содержит средства противодавления на перемычку, выполненные в виде четырех секторов 13 разделенных пазами,- параллельными радиусу заготовки 1 или пробиваемого отверстия, и перемещаемых под действием регулируемой силы. Прижим 15 выполнен в виде кольца, перемещаемого под действием нажимных болтов 5с силой F. Штамп, выполненный в соответсвтии с третьим вариантом , используют для получения из листовых заготовок круглых деталей в виде дисков, колец, зубчатых колес. Из колец . путем последующей обработки выдавлит ванием могут быть получены втулки. Минимальная толщина стенки кольца может составлять 30, толщины заготовки , что позволит не только получать детали с высоким качеством-поверхности среза, но и обеспечить сущест венную экономию материала. При получении особенно, малых отверстий заготовка должна по возможности фиксироваться по всему своему объему, что облегчает .и значительно увеличивает стойкость инструмента.
фиг 2
фтЛ
Ю
11
12
Ю
Ю
фиг 10
f
