Предложенный способ изготовления баллонов сжатого газа может быть использован в автомобилестроении, а именно при изготовлении баллонов сжатого газа с предохранительным клапаном для систем безопасности автопассажиров при движении в автотранспорте. Способ может быть также использован в различных областях машиностроения при изготовлении предохранительных клапанов мембранного типа, а также в некоторых случаях приварки тонкостенных пластин к массивным элементам изделий герметичным швом.
Известно, что газовый баллон в автомобилестроении используется в системе безопасности пассажиров для практически мгновенного надувания резиновой подушки перед лицом автопассажира, что практически снижает причиняемый аварией здоровью вред.
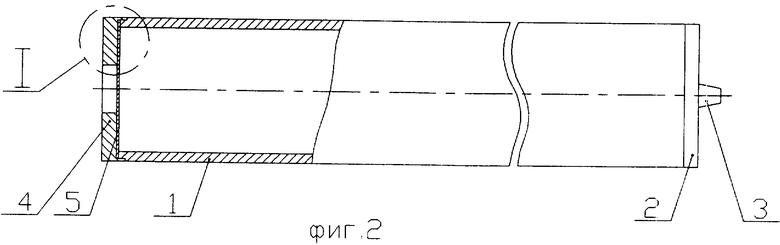
Газовый баллон представляет собой (для легковых автомобилей) титановый цилиндр общей длиной 13 - 20 см и диаметром 25 - 40 мм, (см. фиг. 1).
Баллон состоит из трубки 1, передней крышки 2, со встроенным штуцером 3, задней крышки 4, к которой изнутри по периметру круговым швом приваривается тонкостенная мембрана 5. Изготовляется баллон следующим образом (см. фиг. 1). Сначала к задней крышке приваривается предохранительная мембрана. После этого осуществляется сборка трубки, передней и задней крышек по посадочным диаметрам. Далее двумя кольцевыми швами осуществляется приварка передней и задней крышек к трубке. Все три шва (круговой и два кольцевых) осуществляются в защитных газах (Ar, He).
Перед эксплуатацией баллон наполняется газом с избыточным давлением Pизб. и в аварийной ситуации газ под большим давлением поступает в надувную подушку. Подушка перед рулем быстро надувается и тем самым предохраняет водителя от ранений. Тонкостенная мембрана служит предохранительным клапаном на случай, если по каким-то причинам давление в баллоне повысится до давления существенно большем, чем Pизб..
К недостаткам изготовления баллонов традиционным способом относят следующие:
1. Трудность приварки тонкостенной мембраны (h=0,3 мм) к массивному (относительно нее) элементу изделия - крышке, что ведет к [1]: неустойчивое формирование шва; непровары, подрезы, прогары; каплевидные образования на поверхности шва; выпучивание шва.
Низкое качество сварного соединения не позволяет широко использовать для изделий, выпускаемых большими партиями при традиционном способе изготовления баллона высокоэффективной лазерной сварки, тем более, что баллоны работают при избыточном внутреннем давлении.
Основной причиной возникающих недостатков формирования некачественного соединения тонкостенной пластины и крышки являются высокие температурные градиенты нагрева и охлаждения и малый объем расплавленного металла тонкостенной пластины, подающий в сварочную ванну, из-за чего процесса плавления, перемешивания, кристаллизации, остывания не происходят в достаточной мере.
Вышеуказанные дефекты кругового сварного шва ведут к тому, что герметичность баллона нарушается при давлениях, существенно ниже расчетных, что ведет к выходу из строя системы безопасности автопассажиров.
2. В процессе изготовления баллона последовательно проводятся несколько операций: приварка тонкостенной мембраны к задней крышке; сборка баллона; приварка кольцевыми швами обеих крышек к трубе (например, с использованием центраторов).
При этом приварка элементов баллона производится в защитном газе. После приварки сварочный шов остывает в защитном газе до определенной температуры (при остывании титана на воздухе происходит насыщение сварочной ванны вредными газами N2, H2, O2 и т.д. и эксплуатационные характеристики сварного шва существенно ухудшаются [2] ). Поэтому в течение всего цикла изготовления баллона необходимо дважды помещать его детали в защитную атмосферу, выдерживать определенное время после сварки круглого и кольцевых швов, что ведет к непроизвольным затратам, либо в течение всего цикла изготовления необходимо держать баллон в защитной атмосфере, что крайне неудобно с технологической точки зрения (осуществление операций сборки элементов баллона, а также осуществление контроля эксплуатационных качеств кругового шва в инертном газе).
Задачами, решаемыми предлагаемым изобретением являются повышение надежности работы баллона при эксплуатации, устранение технологических трудностей, возникающих при приварке тонкостенной мембраны к элементам баллона, повышение производительности труда при изготовлении баллона, связанное с сокращением операций по его изготовлению.
Вышеуказанные задачи решаются тем, что сборка всех элементов баллона производится на воздухе, причем тонкостенная мембрана приживается к задней крышке цилиндром, после чего в режиме глубокого проплавления в защитной атмосфере производится заварка 2-х кольцевых швов, первый из которых приваривает переднюю крышку к цилиндру, а второй в режиме глубокого проплавления осуществляет приварку по радиусу тонкостенной мембраны одновременно к задней крышке и цилиндру. При этом все процессы в возникающей сварочной ванне - плавление, перемешивание, кристаллизация, остывание происходят в достаточной мере (возникающие температурные градиенты симметричны и невысоки), скорости охлаждения обеих сварочных ванн кольцевых швов близки друг к другу, объем сварочной ванны гораздо больший по сравнению с объемом, при котором проводят приварку тонкостенной пластины к массивным элементам и все необходимые технологические процессы успевают пройти.
Использование сварки в режиме (методе) глубокого проплавления, описанного в Классификации методов лазерной сварки, рис. 21, стр. 36 и упомянутого в 3,4 стр. 129 [6] по сравнению с применяемым способом (приварка тонкостенной пластины к массивному элементу) позволяет резко повысить надежность и герметичность сварного соединения мембраны к элементам баллона, а также сократить количество приводимых операций.
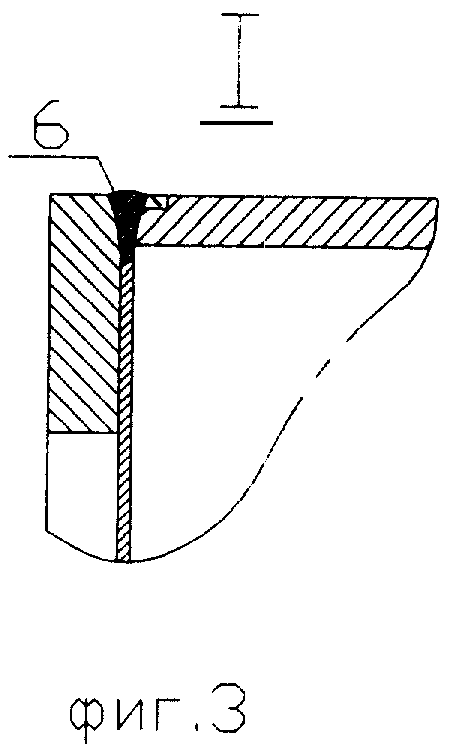
Вышеуказанный способ осуществляется следующим образом (фиг. 2, фиг. 3). Предназначенные для сборки элементы баллона собираются в центраторах. Мембрана 5 прижимается к задней крышке 4 цилиндром 1. Сзади на цилиндр надевается передняя крышка 2 со штуцером 3. Собранный баллон помещается в защитную атмосферу и производится сварка 2-х кольцевых швов (возможно одновременно). Привариваются одним кольцевым швом передняя крышка к цилиндру, другим в режиме глубокого проплавления осуществляется сварка задней крышки, мембраны и цилиндра. Равномерный теплоотвод от сварочной ванны, достаточный ее объем способствуют полному переплавлению металлов крышки, мембраны и цилиндра, находящихся в сварочной ванне, что способствует высокой герметичности соединения.
Предложенный способ сборки и сварки баллонов дает возможность использовать мембрану из материала, отличающегося от материала трубки и крышки, поскольку в режиме глубокого проплавления удается соединять даже такие разнородные металлы, как медь и нержавеющая сталь. Например, тонкая мембрана из титана может поглощать азот или водород и со временем становится хрупкой. В этом случае можно применять мембрану из алюминиевой фольги или из никелевого сплава.
Для качественной лазерной сварки соединений из титанового сплава исключительно важно обеспечить надежную защиту сварного соединения от окислительных, водородосодержащих, азотосодержащих газов. Если внешняя сторона соединения легко доступна для изоляции инертными газами от воздуха, то внутренняя сторона сварного шва затруднена для защиты. Выход состоит в том, что в центраторах создается осевая нагрузка, прижимающая цилиндром 1 мембрану 5 к крышке 4, а сварку производят на глубину, меньшую толщины стенки трубки примерно на толщину мембраны. Другим вариантом качественного выполнения кольцевого шва является откачка баллона и заполнение его инертным газом, проводимыми перед сваркой через встроенный штуцер. При этом сварку ведут в центраторах, через один из которых происходит подача инертного газа.
Список литературы.
1. High Speed Laser Wilding Discontinuites. Charles E. Allbight and Shichang p. 207-213. Departament of Welding Engineering, Ohio State University, Columbus, Ohio /Ppoceeding of the 7 th International Congress on Applications of Laser and Electrooptics, ICALEO' 88,30 okt - 4 nov., 1988, Canta Clara, CA, USA.
2. Ю.М.Лахтин. Металловедение и термическая обработка металлов: М., Металлургия, 1983, стр. 313-314.
3. Лазерная техника и технология. В. 7 кн. Кн. 5. Лазерная сварка металлов: Учебн. пособие для вузов /А.Г.Григорьянц, И.Н.Шиганов. Под ред А.Г. Григорьянца, -М, Высшая школа, 1988, стр. 38, 129 - 146.
Способ относится к области сварки и может быть применен при изготовлении баллонов с предохранительным клапаном различного назначения, в частности в автомобилестроении. Основными элементами баллонов являются трубка-корпус, а также две крышки. В качестве чувствительного элемента используется тонкая мембрана, герметично примыкающая к крышке, имеющей отверстие. При изготовлении выполняют одновременную сварку крышки, мембраны и корпуса лазерной сваркой по методу глубокого проплавления. Мембрана зажимается между крышкой и корпусом. Такой способ позволит герметично приварить мембрану к крышке и корпусу и тем самым обеспечить надежность работы баллона при эксплуатации. Кроме того, одновременное совмещение процессов приварки мембраны и сварки кольцевым швом позволяет существенно повысить производительность изготовления баллона. 3 з.п.ф-лы, 3 ил.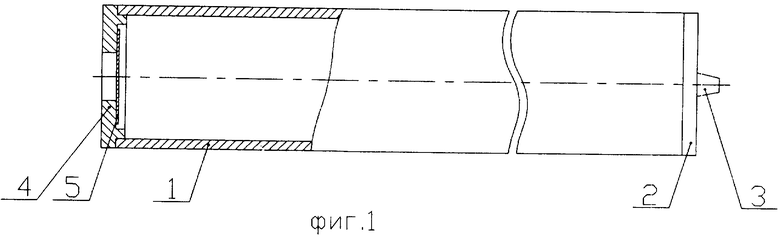
| High Speed Laser Welding Discontinuites, Charles E | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ получения сварного соединения сильфона с арматурой | 1980 |
|
SU884917A1 |
| US 4302657 A, 1981 | |||
| 0 |
|
SU221688A1 | |
| Способ крашения тканей | 1922 |
|
SU62A1 |

