Изобретение относится к формованным изделиям из политетрафторэтилена (ПТФЭ) в виде пленки, ленты или волокна и к способу их получения.
ПТФЭ является ценным материалом благодаря его термостойкости и хемостойкости. В АТ-В 370674 описаны моноаксиально вытянутые пленки из спеченного ПТФЭ с прочностью в осевом направлении 50 H/мм2 и 140 H/мм2. Такие пленки получают прессованием порошка из ПТФЭ с получением изделия цилиндрической формы. После этого формованное изделие спекают, после чего отделяют пленки, нагревают их до температуры по крайней мере 327oC и вытягивают.
В GB-A-2 025835 описывается получение пористых формованных изделий из ПТФЭ экструдированием пастообразной композиции, содержащей политетрафторэтиленовый порошок и смазку, через фильеру с последующим удалением смазки при сушке. Затем сформованное изделие нагревают выше точки плавления политетрафторэтиленового кристаллита (327oC) и подвергают термовытягиванию.
В АТ-В 391473 описано получение моноаксиально вытянутого формованного изделия из ПТФЭ формованием пастообразной композиции, содержащей порошок из ПТФЭ, по непрерывному методу с последующим пропуском ее через систему вальцов или валиков при нагревании и вытягивании, причем перед вытягиванием формовочную массу нагревают до температуры в пределах от 327 до 450oC, предпочтительно от 350 до 390oC, при этом термообрабатывают спеканием и затем вытягивают. Этот процесс позволяет получить моноаксиально вытянутое формованное изделие из ПТФЭ с прочностью в направлении вытягивания не менее 500 H/мм2 и плотностью от 1,8 до 2,3 г/см3.
Для расширения области применения ПТФЭ было бы желательно получить из ПТФЭ извитые волокна. Поэтому задачей настоящего изобретения является получение политетрафторэтиленовых волокон со стабильной извитостью.
Эта задача согласно данному изобретению решается посредством создания бикомпонентного формованного изделия из ПТФЭ, типа "бок о бок", состоящего из двух политетрафторэтиленовых компонент, которые при нагревании способны усаживаться и степень усадки которых при нагревании в среде горячего воздуха различается не менее чем на 1%. Например, если такое волокно нагревают до температуры выше 200oC, то оно приобретает извитость, так как оно способно свободно усаживаться при термообработке.
Из Ulmann "Encyclopadie du technischen Chemie" ("Энциклопедии технической химии" Ульмана), 4-th edition, volume 11, p. 283-284, Verlag Chemie, известно, что можно придать извитость найлоновым волокнам посредством бикомпонентного прядения. Согласно этому способу формуют волокно через отверстие фильеры из расплавов двух полимеров с различными свойствами. При этом возможны два типа расположения полимеров в волокне: "ядро-оболочка" и "бок о бок". В первом случае один полимер в виде оболочки окружает другой полимер, а во втором случае волокна состоят из двух воображаемых полуцилиндров, соединенных друг с другом в плоскости сечения. Однако по этому способу невозможно получить политетрафторэтиленовые волокна со стабильной извитостью.
Настоящее изобретение основано на обнаружении того, что бикомпонентное волокно, способное приобретать стабильную извитость при нагревании до температуры выше 200oC, может быть получено простым способом из бикомпонентной пленки, состоящей из двух и более слоев политетрафторэтилена, отличающихся по их способности к усадке.
Предпочтительно сформированным изделием согласно настоящему изобретению является пленка, лента или волокно. Волокно является соответственно фибриллированным.
Изобретение относится к сформованному изделию из ПТФЭ, полученному термообработкой вышеупомянутого бикомпонентного сформованного изделия.
Предпочтительно сформованным изделием является извитое волокно. Это волокно может быть обычным образом переработано в прошивной войлок, состоящий исключительно из ПТФЭ. Извитое политетрафторэтиленовое волокно имеет прочность не менее 300 H/мм2.
Обнаружено, что особенно ценными являются чесальные (кардинговые) свойства волокон по изобретению, и такие волокна особенно пригодны для получения нетканых полотен и войлока, если использовать извитые и фибриллированные волокна. Используя такие волокна, разветвляющиеся при фибриллировании, можно получить войлок из чистого ПТФЭ без вспомогательных средств. В этом заключается большое преимущество, поскольку в случае использования такого войлока в качестве фильтровального материала наблюдается меньшее увеличение разницы давления, чем у войлока из волокна матричного прядения. Войлок по изобретению может быть использован в медицинской технике.
Изобретение, кроме того, относится к способу получения бикомпонентной пленки из ПТФЭ, заключающемуся в том, что из двух композиций, содержащих порошок из ПТФЭ, получают формовочную заготовку типа "бок о бок", которую вальцуют для получения плоского бикомпонентного сформованного изделия, спекают его и вытягивают, при условии, что используют порошок из ПТФЭ, из которых формуют пленку и которые усаживаются с различной степенью при нагревании и имеют различие в степени усадки в среде горячего воздуха не менее 1%. можно также получать формовочную заготовку типа "бок о бок" из более, чем двух композиций, содержащих порошок из ПТФЭ.
Предпочтительный вариант способа по изобретению заключается в резке сформованного плоского бикомпонентного изделия на ленты, которые спекают, затем вытягивают и, в случае необходимости, фибриллируют.
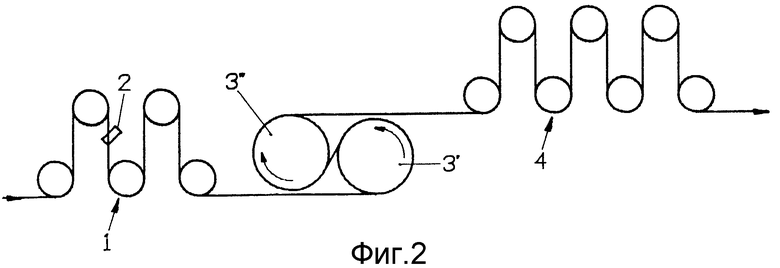
Изобретение иллюстрируется более подробно чертежами, где на фиг. 1 схематично показаны процесс формования и структура плоского бикомпонентного сформованного изделия типа "бок о бок", а на фиг. 2 - схема - показано получение извитого волокна из ПТФЭ.
Согласно фиг. 1 два полимера из ПТФЭ A и B, различающиеся по степени усадки в среде горячего воздуха, сначала смешивают со смазывающим агентом и формуют в виде цилиндров. Эти цилиндры делят по оси вдоль их длины пополам и в каждом случае половинки A и B экструдируют совместно для формования жгута. Таким образом, одна половина каната состоит из политетрафторэтилена типа A, а другая - из ПТФЭ типа B. На следующей стадии жгут пропускают через каландр и вальцуют для формования пленки. При осуществлении этой стадии следует следить, чтобы жгут продвигался между вальцами таким образом, чтобы воображаемая линия раздела обеих половинок проходила параллельно захвату вальцов. Только в этом случае действительно обеспечивается получение бикомпонентной пленки.
Высушенную пленку непрерывно подают в систему для термообработки спеканием и вытягиванием, которая схематично показана на фиг. 2. Она в основном состоит из подающего элемента 1, ножевого прутка 2, двух обогреваемых вальцов 3', 3'' и необогреваемого съемного элемента 4. Стрелкой на фиг. 2 обозначено направление вращения обогреваемых вальцов 3', 3'' и направление движения пленки. С целью получения лент и волокон высушенную пленку преимущественно разрезают ножевым прутком 2 при проходе через подающий элемент 1.
Пленку, поступающую на подающий элемент 1, непрерывно разрезают на ленты ножевым прутком 2, с затем проводят ее по поверхности обогреваемых вальцов 3', 3'' и термообрабатывают спеканием. Предпочтительно ленты при этом огибают вальцы буквой "S", чтобы обеспечить двусторонний нагрев ленты. Вальцы нагревают до температуры не менее 327oC. После термообработки спеканием немедленно осуществляют вытягивание. Съем осуществляют посредством необогреваемого элемента 4, который на фиг. 2 показан в виде множества роликов. С целью получения волокон ленты затем кладут поверх игольчатого вальца и фибриллируют. Для дополнительной активации извитости волокно нагревают без натяжения до температуры не менее 200oC, то есть в условиях свободной усадки.
Изобретение более подробно иллюстрируется нижеследующими примерами.
Пример 1. Порошки из ПТФЭ типа "Algoflon" DF 200 (изготовитель: Ausimont SpA) со степенью усадки в среде горячего воздуха 4,5% и типа "Teflon" 3579 (изготовитель: Dupont) со степенью усадки в среде горячего воздуха 3% по отдельности обрабатывают в каждом случае 20% смазывающего агента с температурой кипения в пределах от 186 до 214oC и раздельно прессуют, придавая цилиндрическую форму. После этого цилиндры точно по центру делят в осевом направлении. Одну из половин, в каждом случае состоящую из двух различных полимеров, используют затем в главном пресс-цилиндре и прессуют в форме круглого каната. Этот канат затем вальцуют на двухвальцовом каландре с образованием пленки толщиной 0,1 мм таким образом, что по всей ширине пленки одна ее половина по толщине состоит из "Algoflon" DF 200, а вторая половина - из "Teflon" 3579. Пленку сушат, термообрабатывают спеканием при 380oC и вытягивают при этой температуре со степенью 1:11. Полученная таким образом пленка имеет толщину 20 мм и ее фибриллируют на вальцах и режут на штапелирующей машине на штапельное волокно длиной 80 мм. Полученное штапельное волокно кондиционируют в печи при температуре 250oC в течение 30 мин. При этом разные типы ПТФЭ усаживаются с различной степенью, что приводит к извитости со степенью 45%. Прочность волокна 495 H/мм2 при удлинении 8%.
Пример 2. Получают пленку толщиной 50 мм, вытягивают ее и затем фибриллируют, как описано в примере 1. Степень вытягивания 1:12, толщина полученной пленки равна 9,5 мм. Усадка и придание извитости протекает при 300oC. Достигнутая степень извитости составляет 65%, прочность 530 H/мм2 при удалении 6,5%.
Пример 3. Аналогично примеру 1 "Teflon" 3579 и "Polyflon" 104 UF (изготовитель: Daikin) со степенью усадки в среде горячего воздуха 5,5% смешивают со смазывающим агентом и формуют в виде пленки толщиной 75 мм. Вытягивание осуществляют при температуре 365oC и степени вытягивания 1:10. Полученную пленку толщиной 15 мм фибриллируют и усаживают в башне, нагретой до 300oC, и, таким образом, придают извитость. После придания извитости канат режут на волокна. Степень извитости 60%. Прочность 427 H/мм2 при удлинении 9%.
Пример 4. Порошок из ПТФЭ смешивают аналогично примеру 3 и затем прессуют в форме цилиндра, заполняя одну половину формовочного пресса порошком одного типа, а вторую половину - порошком другого типа, взятых в равных количествах. Полученный бикомпонентный цилиндр обрабатывают как описано в примере 3 для формования волокна. Усадку осуществляют при 310oC, степень извитости составляет 62%. Прочность извитых волокон равна 405 H/мм2 при удалении 10%.
Пример 5. Как описано в примере 4, формовочный пресс заполняют "Algoflon" DF200 и "Hostaflon" TF 2029 (изготовитель: Hoeechst), последний имеет степень усадки в среде горячего воздуха 2,5%, прессуют в форме каната, который формуют в пленку в условиях примера 1, вытягивают, фибриллируют и термоусаживают. Получают волокно с прочностью 480 H/мм2 при удлинении 8%, степень извитости 50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОНОАКСИАЛЬНО ВЫТЯНУТОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА | 1994 |
|
RU2135531C1 |
| Вытянутое в направлении одной оси формованное тело из политетрафторэтилена и способ его изготовления | 1990 |
|
SU1839674A3 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОННОЙ СТРУКТУРЫ ИЗ ДИСПЕРСИИ ПОЛИТЕТРАФТОРЭТИЛЕНА И РОДСТВЕННЫХ ЕМУ ПОЛИМЕРОВ | 1997 |
|
RU2190707C2 |
| БИКОМПОНЕНТНОЕ ИЗВИТОЕ ОКРАШЕННОЕ ПОЛИМЕРНОЕ ВОЛОКНО ДЛЯ ЗАЩИТЫ БУМАГИ ОТ ПОДДЕЛКИ | 2017 |
|
RU2635128C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОЙ МЕМБРАНЫ И СЛОИСТЫЙ МАТЕРИАЛ НА ЕЕ ОСНОВЕ | 1998 |
|
RU2167702C2 |
| СИНТЕТИЧЕСКИЕ НИТИ С ВЫСОКОЙ ХЕМОСТОЙКОСТЬЮ И НИЗКИМ КОЭФФИЦИЕНТОМ ТРЕНИЯ | 2012 |
|
RU2522337C1 |
| ХИМИЧЕСКИ СТОЙКИЕ, СТАБИЛЬНЫЕ ПО РАЗМЕРУ МОНОВОЛОКНА, СПОСОБ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2007 |
|
RU2428526C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА С ЗАМАСЛИВАТЕЛЕМ, ЛЕНТОЧНОЕ ОТЖИМНОЕ ОБЕЗВОЖИВАЮЩЕЕ УСТРОЙСТВО И СПОСОБ ОБЕЗВОЖИВАНИЯ ВЛАЖНЫХ ТВЕРДЫХ МАТЕРИАЛОВ | 1995 |
|
RU2149164C1 |
| ПОРИСТАЯ ПОЛИТЕТРАФТОРЭТИЛЕНОВАЯ ПЛЕНКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1994 |
|
RU2124986C1 |
| НЕТКАНЫЙ МАТЕРИАЛ МАЛОЙ ПЛОТНОСТИ ИЗ МИКРОВОЛОКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2142528C1 |
Формованные изделия из политетрафторэтилена в виде пленки, ленты, волокна выполнены из расположенных бок о бок компонент, усаживающихся под действием тепла и отличающихся по степени усадки не менее чем на 1%. Биокомпонентное плоское изделие получают формованием смеси двух порошков. Затем вальцуют, спекают и вытягивают. Полученные изделия обладают стабильной извитостью 45-65%. 2 с. и 7 з.п.ф-лы, 2 ил.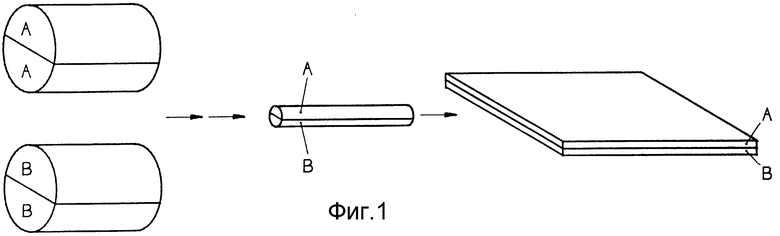
| СПОСОБ КОЛИЧЕСТВЕННОГО МИКРООПРЕДЕЛЕНИЯ ВОДОРОДА В ОРГАНИЧЕСКИХ ВЕЩЕСТВАХ | 0 |
|
SU391473A1 |
| РЕЗЕРВНЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1991 |
|
RU2025835C1 |
| Способ получения фильтрующей политетрафторэтиленовой пленки | 1973 |
|
SU468796A1 |
| Способ получения листового микропористого материала | 1979 |
|
SU1105120A3 |

