Изобретение касается пористой пленки, содержащей политетрафторэтилен /ниже обозначаемый "ПТФЭ"/, и способа ее получения. Более конкретно, настоящее изобретение касается новой пленки из PTFE, которая может служить в качестве материала воздушного фильтра, особенно материала фильтра ULPA, который используют для очистки внутренней атмосферы в чистых помещениях промышленности полупроводников и для создания благоприятных условий для точных электронных приборов в медицине, биохимии и т.д. и в качестве материала жидкостного фильтра, а также касается способа получения такой пленки.
Из Европатента EP 0437721 Al (кл. B 01 D 09/12, опубл. 27.04.91) известна пористая политетрафторэтиленовая пленка, получаемая вытягиванием несплавленного политетрафторэтилена в направлении двух осей.
Из патента США N 4096227 (кл. B 29 D 7/24, опубл. 20.01.78) известен способ получения пористой политетрафторэтиленовой пленки, включающий стадии продольного вытягивания при 250 - 320oC несплавленной политетрафторэтиленовой ленты, полученной экструзией пасты тонкого порошка политетрафторэтилена и прокаткой ее и последующего поперечного вытягивания.
Однако известная пленка, используемая как материал фильтра, не обладает достаточно высокой эффективностью улавливания микрочастиц при низком перепаде давления. Кроме того, известным способом получения пленки нельзя получить пористую пленку с минимальным размером пор и небольшим перепадом давления.
Технической задачей изобретения является создание пористой пленки с улучшенными свойствами для улавливания микрочастиц при этом дающая небольшой перепад давлений.
Данная техническая задача решается за счет того, что пористая политетрафторэтиленовая пленка, получаемая вытягиванием несплавленного политетрафторэтилена в направлении двух осей, согласно изобретению имеет средний диаметр пор от 0,2 до 0,4 мкм и создает перепад давления от 20 до 50 мм H2O при прохождении через нее воздуха со скоростью потока 5,3 мм H2O в с, причем по меньшей мере одна ее сторона может быть ламинирована пористым укрепляющим материалом.
Кроме того, техническая задача решается за счет того, что в способе получения пористой политетрафторэтиленовой пленки, включающем стадии продольного вытягивания при 250 - 320oC несплавленной политетрафторэтиленовой ленты, полученной экструзией пасты тонкого порошка политетрафторэтилена и прокаткой ее и последующего поперечного вытягивания, согласно изобретению, поперечное вытягивание осуществляют при температуре 100 - 200oC, причем вытягивание осуществляют до степени вытяжки площади от 100 до 400. После поперечного вытягивания может быть дополнительно осуществлено термоотверждение при температуре ниже температуры плавления политетрафторэтилена. Кроме того, растянутую пленку по меньшей мере с одной стороны можно ламинировать пористым укрепляющим материалом, при этом растянутую пленку можно ламинировать пористым укрепляющим материалом перед вытягиванием в поперечном направлении.
Из полученной пористой политетрафторэтиленовой пленки может быть выполнен фильтр.
Ниже настоящее изобретение будет детально проиллюстрировано, включая препаративные примеры.
На фиг. 1 схематически показана аппаратура для растяжения пленки из ПТФЭ в продольном направлении.
На фиг. 2 схематически показана аппаратура для растяжения пленки из ПТФЭ в поперечном направлении и аппаратура для ламинирования.
На фиг. 1 позицией 1 обозначен рулон подаваемой пленки, позицией 2 рулон получаемой пленки, а позициями 3, 4, 5, 6, 7, 8, 9 и 12-валки, 10-термоотверждающий валок, 11-охлаждающий валок соответственно.
На фиг. 2 позицией 13 обозначен барабан подаваемой пленки, 14-механизм контроля подачи, 15-печь предварительного нагрева, 16-валок для растяжения в поперечном направлении, 17-печь термоотверждения, 18 и 19-ламинирующие валки, 19-нагревающий валок, 20-механизм контроля намотки, 21-барабан получаемой пленки, вытянутой в поперечном направлении, 22 и 23-барабаны, подающие нетканый материал соответственно.
При получении пористой пленки из ПТФЭ в соответствии с настоящим изобретением вначале к тонкому порошку, приготовленному при агрегации водой дисперсии ПТФЭ, полученной при полимеризации эмульсии, добавляют жидкую смазку, такую как бензин-растворитель или белое масло. Образующуюся пасту подвергают экструзии с получением стержней. Затем экструдат прокатывают с получением несплавленной ленты из ПТФЭ. Толщина полученной таким образом ленты составляет от 30 до 50 мкм и 100 - 200 мм с учетом качества и выхода ленты. Одним из признаков настоящего изобретения является использование для растяжения ленты, имеющей толщину около 200 мм, которую можно без труда получить промышленным путем.
Затем полученную ленту вытягивают в продольном и поперечном направлениях. Таким образом, растяжение несплавленной ленты из ПТФЭ осуществляют в две стадии. В результате исследования условий растяжения мы неожиданно обнаружили тот факт, что высокая степень вытяжки при определенных условиях не приводит к большому размеру пор, что в корне отличается от предшествующих результатов.
Температура растяжения является важным фактором при продольном вытягивании. Если температура продольного растяжения низка, то размер пор в пленке увеличивается с увеличением степени вытяжки в ходе последующего поперечного вытягивания, поэтому не может быть получен хорошо фильтрующий материал. Температура продольного вытягивания находится в интервале от 250 до 320oC, предпочтительно примерно 300oC, и в этом интервале увеличение степени вытяжки при последующем поперечном вытягивании не приводит к увеличению размера пор целевой пленки.
Температура растяжения важна и при поперечном вытягивании.
Если температура поперечного растяжения высока, то размер пор пленки увеличивается. Поэтому температура поперечного растяжения находится в интервале от 100 до 200oC, что обеспечивает маленький размер пор целевого продукта. Если температура поперечного вытягивания чересчур низка, то способность к растяжению тоже низка, поэтому пленка не может быть достаточно растянута для достижения низкого перепада давления.
Что касается степени вытяжки, то низкая степень вытяжки легко дает фильтрующий материал с малым размером пор и высокой эффективностью улавливания. Однако полученный фильтрующий материал дает высокий перепад давления и поэтому является непрозрачным. Например, в случае фильтра UJPA, который используется в качестве высокоэффективного воздушного фильтра, скорость потока воздуха составляет 17 м3 /мин при начальном перепаде давления 25,4 мм H2O. Скорость потока воздуха не может быть достигнута, если перепад давления на фильтрующем материале не превышает 50 мм H2O при скорости прохождения воздуха 5,3 см/с.
Было обнаружено, что если общая степень продольного и поперечного растяжения составляет по крайней мере 100, то может быть достигнут практически приемлемый перепад давления, т.е. перепад давления не более 50 мм H2O при скорости прохождения 5,3 см/с.
Термоотверждение пленки после вытягивания при температуре, превышающей точку плавления ПТФЭ, дает пленку с чересчур большим размером пор, следовательно, заданный фильтрующий материал не может быть получен. Следовательно, растянутую пленку не нужно подвергать термоотверждению при температуре, превышающей точку плавления PTFE.
Пористая растянутая пленка из ПТФЭ, не подвергнутая термоотверждению, может быть использована как таковая. Однако она имеет тенденцию немедленно садиться в свободных условиях, когда к ней не приложено растягивающего усилия, следовательно, она не обладает хорошими характеристиками для обработки. Эта проблема может быть решена с помощью ламинирования пленки пористым укрепляющим материалом.
Примерами пористых укрепляющих материалов служат нетканые материалы, включая полиолефины, такие как полиэтилен и полипропилен, найлон, полиэфир, арамид и их композиционные материалы /например, особенно предпочтительны нетканые материалы, включающие волокна, имеющие структуру с полой сердцевиной, и двухслойные нетканые материалы, включающие легкоплавкий и тугоплавкий материалы. Такие укрепляющие материалы не садятся при ламинировании. Из пористой пленки из ПТФЭ, ламинированной укрепляющим материалом, легко может быть приготовлен фильтр UJPA/HEPA, и при изготовлении элементов фильтра число складок можно увеличить.
Механизм улавливания частиц описан выше, однако пленка с маленьким средним размером пор, несомненно, является предпочтительной для улавливания частиц.
Пористый укрепляющий материал может быть наслоен либо на одну, либо на обе стороны пористой пленки из ПТФЭ. Однако двустороннее ламинирование предпочтительнее, т.к. пленка из ПТФЭ, ламинированная с одной стороны, имеет тенденцию механически повреждаться. Ламинирование может быть выполнено с помощью любого из общепринятых методов. Предпочтительны термический процесс, в котором часть укрепляющего материала расплавляется, термический пресс, в котором в качестве адгезива используется порошок полиэтилена, полиэфира или PFA, термический пресс, в котором используется горячий расплавленный полимер и т. д. Когда пористую пленку из ПТФЭ ламинируют пористым укрепляющим материалом, то пористая пленка из ПТФЭ, поперечно растянутая, предпочтительно наслаивается на пористый укрепляющий материал перед его наматыванием, т.к. ламинирование после наматывания затруднено из-за низкого растяжения и усадки.
Пористая пленка из ПТФЭ в соответствии с настоящим изобретением может применяться в качестве воздушного фильтра, а также в качестве фильтра для жидкостей. Когда ее используют в качестве фильтра для жидкостей, то скорость прохождения через нее увеличивается, по крайней мере, 10-кратно по сравнению с обычно используемой пористой пленкой из ПТФЭ, с теми же размерами пор. Поэтому можно фильтровать либо большее количество жидкости, либо с меньшими энергетическими затратами. Кроме того, если жидкость испаряют с помощью сепаратора из пористой пленки из ПТФЭ в соответствии с настоящим изобретением, то можно получить чистый газ, от которого отделены микрочастицы, содержащиеся в жидкости. Примером такого конкретного применения является разделительная мембрана в увлажнителе.
Кроме того, в соответствии с настоящим изобретением, в промышленных условиях могут быть получены очень тонкие пленки из ПТФЭ, и они могут быть использованы там, где требуется водоотталкивание и воздухонепроницаемость.
Примеры. Вначале был приготовлен тонкий порошок из ПТФЭ с молекулярной массой 5,8•106, проявляющий эндотермический пик при 345oC и не проявляющий плеча около 330oC на диаграмме плавления, снятой при скорости подъема температуры 10oC/мин с применением дифференциального сканирующего калориметра /ДСК/ и который не содержит сомономеров. К 100 мас. частям тонкого порошка ПТФЭ было добавлено 25 мас. частей углеродного масла /Isoper M, поставляемого фирмой Esso Oif/ в качестве смазки для экструзии. Смесь в виде пасты подвергали экструзии с помощью экструдера с внутренним диаметром цилиндра 130 мм и внутренним диаметром отверстий для выдавливания 16 мм с получением экструдата в форме стержней. Затем экструдат подвергали каландированию со скоростью 28 м/мин с помощью валков каландра, нагреваемых до 70oC, с получением ленты. Ленту пропускали через сушилку с горячим воздухом для удаления смазки экструзии с получением несплавленной ленты из ПТФЭ средней толщины 200 мкм и средней ширины 180 мм. Несплавленную ленту из ПТФЭ растягивали с помощью аппаратуры, показанной на фиг. 1. То есть несплавленная лента из ПТФЭ подавалась с питающего валка 1, через валки 3, 4 до валков 6, 7 и вытягивалась в том же направлении, что и направление каландирования /называемое "продольным"/, до степени вытяжки 10.
Чистая площадь пленки, вытянутой продольно, увеличивалась примерно 9-кратно, т.к. в поперечном направлении происходит ее сжатие. Вытянутую пленку пропускали через валки 8, 9, 10, 11 и валок 12 наматывающим валком 2. Условия вытягивания были следующими:
Валок 6: Температура поверхности валка - 300oC
Скорость вращения окружности валка - 11 м/мин
Валок 7: Температура поверхности валка - 300oC
Скорость вращения окружности валка - 11 м/мин
Расстояние между точками контакта валка 6 и валка - 7 - 70 мм
Скорость растяжения - 238%/с
Затем полученную таким образом продольно вытянутую пленку растягивали поперек до степени вытяжки 15, 20, 30 и 40 соответственно с помощью аппаратуры, показанной на фиг. 2, которая с успехом может сдавливать оба конца пленки зажимами. Условия поперечного растяжения были следующими:
Температура печи предварительного нагрева - 200oC
Температура печи поперечного растяжения - 200oC
Температура печи термоотверждения - 200oC
Скорость растяжения - 45%/с
Пример 2. Пленку, продольно вытянутую до степени вытяжки 3 так же, как в примере 1, без изменения скорости растяжения вытягивали поперечно до степени растяжения 40 в тех же условиях, что в примере 1.
Пример 3. На обе стороны пленки, полученной в примере 1, поперечно вытянутой до степени вытяжки 40, с помощью ламинирующей аппаратуры, показанной на фиг. 2, наслаивали нетканые материалы.
Условия ламинирования были следующими:
Нетканый материал с верхней стороны:
ELEVES TI003 WDO /поставляется фирмой Unitika/
Нетканый материал с нижней стороны:
ELFIT EO303 WDO /поставляется фирмой Unitika/
Температура нагревающего валка: 190oC
Сравнительный пример 1. Продольное растяжение пленки примера 1 было повторено до степени вытяжки 10, но температура поверхности валка составляла 200oC. Продольно вытянутую пленку растягивали в поперечном направлении до степени вытяжки 5, 10, 15, 20, 30 и 40 соответственно при условиях, аналогичных условиям примера 1.
Сравнительный пример 2. Продольное растяжение пленки примера 1 было повторено до степени вытяжки 10. Затем продольно вытянутую пленку растягивали в поперечном направлении до степени вытяжки 5, 10, 15, 20, 30 и 40 соответственно с помощью той же аппаратуры для поперечного растяжения, что описана в примере 1.
Условия поперечного растяжения были следующими:
Температура печи предварительного нагрева - 300oC
Температура печи поперечной вытяжки - 320oC
Температура печи термоотверждения - 320o
Скорость растяжения - 45%/с
Сравнительный пример 3. Пленку, поперечно растянутую до степени вытяжки 40, полученную в примере 1, фиксировали с помощью рамки с целью избежать усадки, а затем термически отверждали ее, держа в печи с температурой атмосферы 350oC в течение 3 минут.
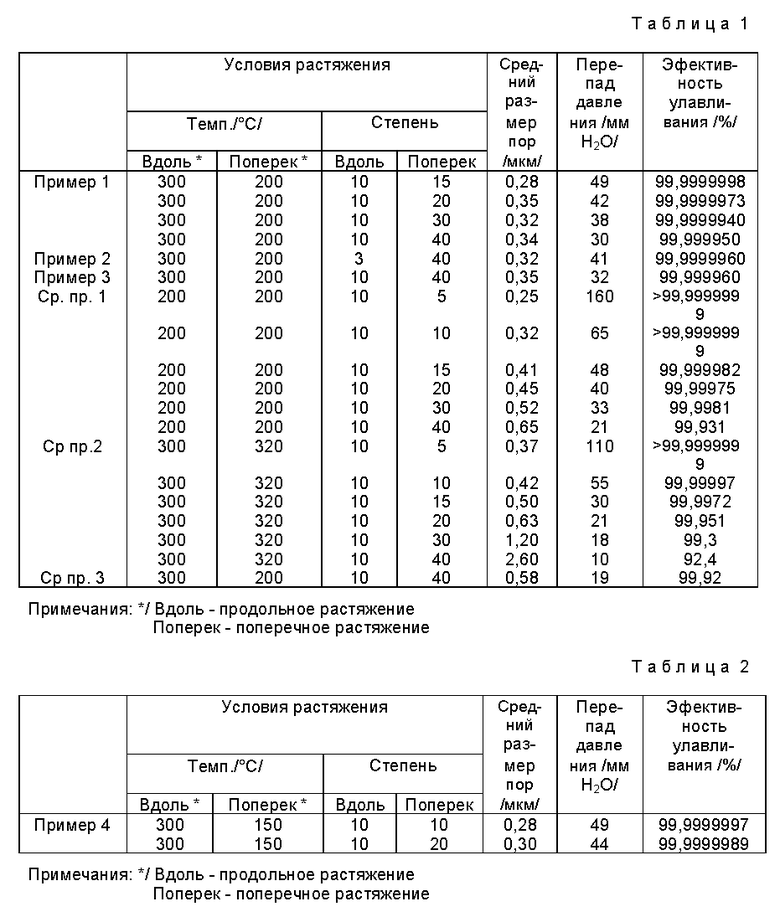
Для пленок, полученных в примерах 1 - 3 и сравнительных примерах 1 - 3, были определены средний размер пор, перепад давления и эффективность улавливания порошков с размером частиц не менее 0,1 мкм. Методики измерения будут описаны ниже. Результаты представлены в табл. 1.
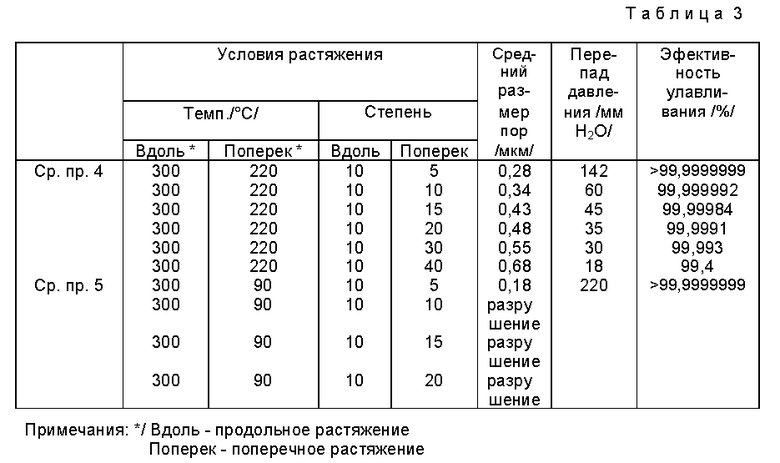
Пример 4. Продольное растяжение пленки примера 1 было повторено до степени вытяжки 10. Затем продольно вытянутую пленку растягивали в поперечном направлении до степени вытяжки 10 и 20 соответственно с помощью той же аппаратуры для поперечного растяжения, что в примере 1. Условия вытягивания были следующими:
Температура печи предварительного нагрева - 150oC
Температура печи поперечного растяжения - 150oC
Температура печи термоотверждения - 150oC
Скорость растяжения - 45%/с
Средний размер пор, перепад давления и эффективность улавливания для полученных пленок, а также условия растяжения приведены в табл. 2.
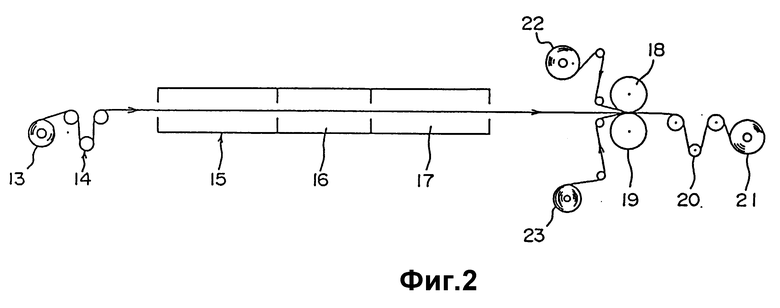
Сравнительный пример 4. Продольное растяжение пленки примера 1 было повторено до степени растяжения 10. Затем продольно вытянутую пленку растягивали в поперечном направлении до степени вытяжки 5, 10, 15, 20, 30 и 40 соответственно с помощью той же аппаратуры для поперечного растяжения, что в примере 1. Условия поперечного растяжения были следующими:
Скорость растяжения - 45%/с
Средний размер пор, перепад давления и эффективность улавливания для полученных пленок, а также условия растяжения приведены в табл. 3.
Сравнительный пример 5. Был повторен пример 4, но температура каждой печи, используемой при поперечном растяжении, составляла 90oC. Средний размер пор, перепад давления и эффективность улавливания для полученных пленок, а также условия растяжения приведены в табл. 3.
Как показано в результатах примера 1, даже если степень вытяжки пленки возрастает, увеличение размера полученной пленки невелико. Например, если пленка растянута продольно до степени вытяжки 10 и поперечно - до степени вытяжки 40, так что общая степень вытяжки равна 400, то размер пор полученной пленки составляет не более 0,4 мкм и пленку можно с успехом использовать в качестве материала воздушного фильтра. Пример 2 показывает, что даже если степень продольной вытяжки пленки низка, перепад давления на полученной пленке низок, и пленка может с успехом использоваться в качестве материала воздушного фильтра, при условии, что она достаточно вытянута в поперечном направлении, так чтобы общая степень вытяжки превышала 100.
Пример 3 показывает, что ламинирование растянутой пленки неткаными материалами не влияет на размер пор пленки и перепад давления. Ее ламинирование нетканым материалом приводит к отсутствию усадки пленки, даже если она остается в свободном состоянии без натяжения.
Сравнительный пример 1 показывает, что понижение температуры продольного растяжения приводит к возрастанию размера пор получаемой пленки. Низкая степень вытяжки дает пленку с малым размером пор и достаточной эффективностью улавливания, однако перепад давления на ней высок. Поэтому пленка не является приемлемой в качестве материала фильтра. Общая степень вытяжки, превышающая 100, приводит к образованию пленки с низким перепадом давления, но с большим размером пор. В связи с этим пленка не является предпочтительной в качестве материала воздушного фильтра.
Сравнительный пример 2 показывает, что если поперечное растягивание пленки осуществляют при высокой температуре, то размер пор получаемой пленки также увеличивается, и пленка не является предпочтительной в качестве материала воздушного фильтра.
Сравнительный пример 3 показывает, что термоотверждение при температуре, превышающей температуру плавления PTFE, также приводит к увеличению размера пор получаемой пленки, и пленка не является предпочтительной в качестве материала воздушного фильтра.
Как описано выше, в соответствии с настоящим изобретением, даже при увеличении степени вытяжки размер пор получаемой пленки не возрастает, поэтому можно получить фильтрующий материал с низким перепадом давления и отличной эффективностью улавливания.
Далее проиллюстрированы методики измерения свойств, описанных выше.
Средний размер пор
Средний размер пор в настоящем изобретении - это размер сквозных пор /РСП/, измеренный в соответствии с методикой, описанной в ASTM-F - 316-86. Измерения были выполнены с помощью порометра /поставляемого фирмой Coulter Electronics, U.K./
Перепад давления
Из растянутого образца был вырезан диск диаметром 47 мм, который помещали в держателе фильтра с эффективной площадью пропускания 12,6 см2. Для измерения перепада давления с помощью манометра входную сторону фильтра подвергали давлению 0,4 мг/м2 и с помощью расходомера /поставляемого фирмой Ueshima Seisakusho/ устанавливали скорость выходящего воздуха так, что скорость потока, с которой воздух проходил через пористую пленку, составляла 5,3 см/сек.
Эффективность улавливания
Растянутый образец помещали на держатель фильтра диаметром 100 мм и входную сторону фильтра подвергали давлению, доводя скорость потока воздуха, проходящего через пористую пленку, до 5,3 см/с. Для вычисления эффективности улавливания в этих условиях в верхнюю часть потока добавляли полидисперсный DOP в концентрации 107/300 мл и измеряли количество проходящего сквозь пористую пленку порошок с помощью расположенного в нижней части потока счетчика частиц размером от 0,1 мкм /PMSLA -X- CRT/, В случае образца, обладающего высокой эффективностью улавливания, для ее вычисления увеличивали период измерения для увеличения количества собранного порошка.
Как описано, пористая пленка из ПТФЭ в соответствии с настоящим изобретением обладает преимуществами в качестве фильтрующего материала, у нее крайне высокая степень улавливания микрочастиц, витающих в воздухе или газе, т. е. благодаря малому размеру пор она может полностью улавливать микрочастицы диаметром не менее размера пор пленки и показывает низкий перепад давления.
Более того, пористая пленка из ПТФЭ в соответствии с настоящим изобретением при использовании в качестве фильтрующего материала не пылит и не дает вторичного загрязнения, она может осуществлять очистку воздуха или газа с высокой эффективностью и низкими затратами. В случае обработки жидкости в соответствии с настоящим изобретением может быть достигнута высокая скорость потока и, следовательно, фильтрацией может быть обработано большее количество жидкости.
Изобретение относится к технологии волочения политетрафторэтиловых пленок и может быть использовано в производстве жидкостных фильтров, воздушных фильтров для очистки внутренней атмосферы в чистых помещениях промышленности полупроводников и для создания благоприятных условий для точных электронных приборов в медицине, биохимии и т.д. Пленку получают вытягиванием несплавленного политетрафторэтилена в продольном направлении при 250-320oС, а в поперечном при 100-200oС. Полученная пористая пленка имеет средний размер пор 0,2-0,4 мкм и создает перепад давления 20-50 мм H2O при прохождении через нее воздуха со скоростью потока 5,3 мм H2O в 1 с. При небольшом перепаде давления эффективность улавливания значительно возрастает. 2 с. и 5 з.п. ф-лы, 2 ил., 3 табл.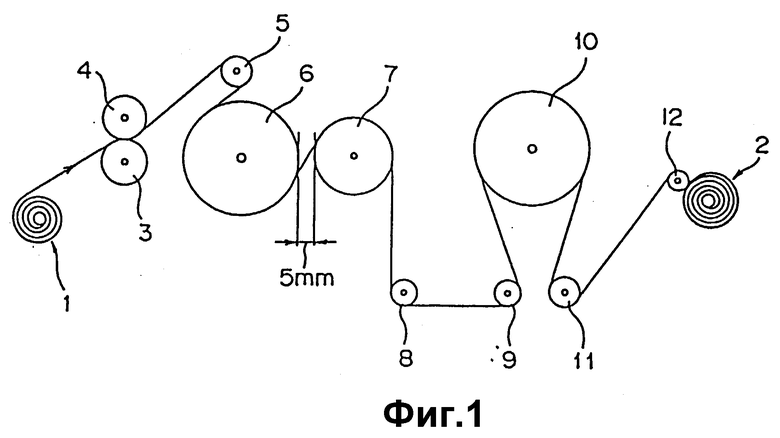
| Способ обесфеноливания сточных вод | 1972 |
|
SU437721A1 |
| US 4096227 A, 1978 | |||
| Способ получения фильтрующей политетрафторэтиленовой пленки | 1973 |
|
SU468796A1 |
| US 4110392 A, 1978 | |||
| 1972 |
|
SU418155A1 | |
