Изобретение относится к обработке ме- таллов резанием-, преимущественно к способам определения жесткости и обусловленных ею параметров пары инструмент-деталь, может найти применение для определения силы резания и упругих перемещений детали при обработке на станках токарной группы.
Цель изобретения - расширение технологических возможностей способа. .
Поставленная цель достигается тем, что в известном способе определения прочностных параметров кинематической пары инструмент-деталь, включающем приложение нагрузки к одному из звеньев кинематической пары и измерение его деформации, нагрузку прикладывают в форме импульса силы в направлении главного движения резания, измеряют длительность импульса резания и текущее значение линейной скорости входного звена в интервале длительности импульса резания, на основании чего затем определяют величину динамической деформации, вибрационной жестко-, сти, составляющие силы резания, величину статической деформации и значение собственной частоты колебаний выходного звена.
Приложение нагрузки в форме импульса силы в процессе резания позволяет сократить штучное время обработки, повысить жесткость пары инструмент-деталь, обеспечить выполнение принципа инверсии, определяющей правильность измерений, и тем самым расширить технологические возможности способа.
Измерение скорости входного звена в интервале длительности импульса резания позволяет во взаимосвязи измерять параметры вибрационного движения и вибрационного воздействия.
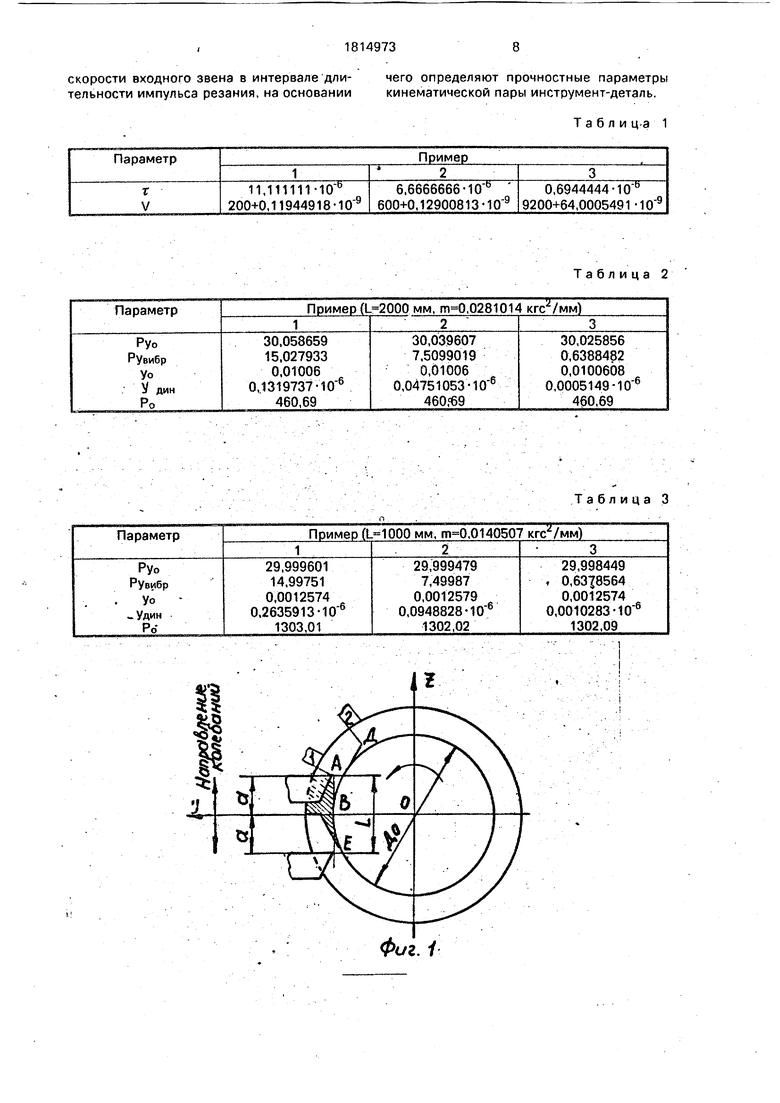
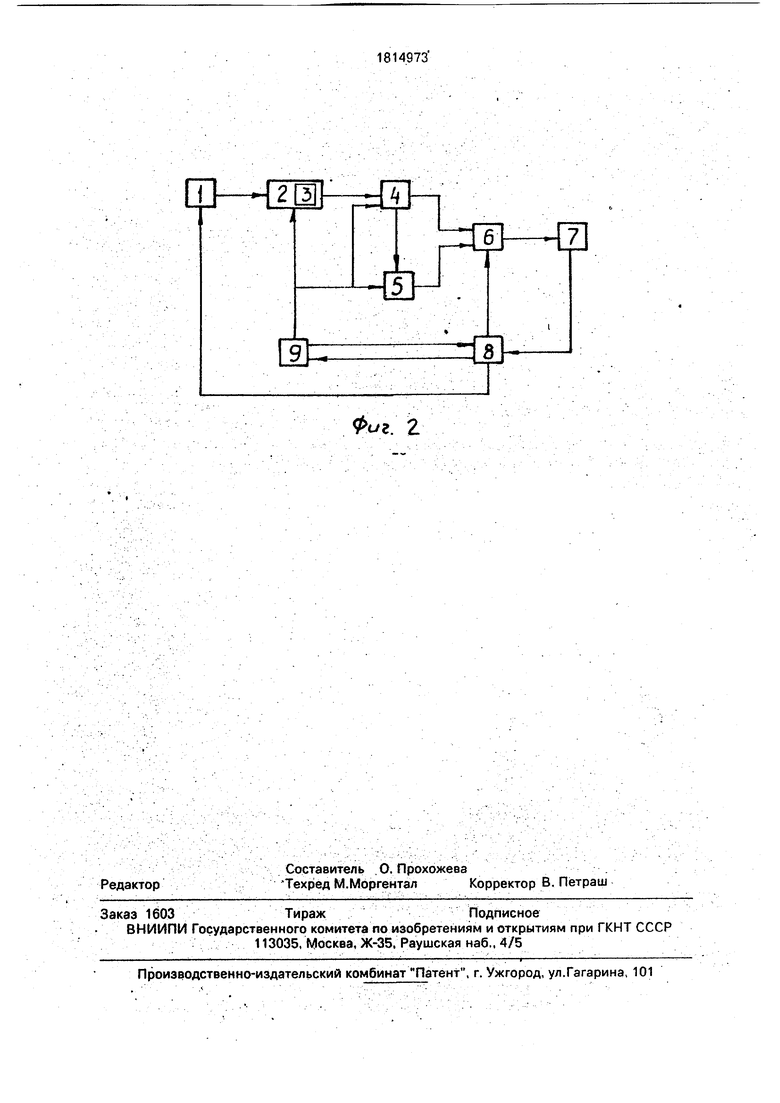
На фиг.1 приведен эскиз, поясняющий .процесс осуществления способа; на фиг.2 - блок-схема устройства для реализации способа.Р
ел С
со
Ј ю со
т (Т.--г) - время, когда стружка не контактирует с передней поверхностью инструмента.
С учетом (4) и (5) текущее значение радиальной РУвибр составляющей силы резания при импульсном нагружении определяют по формуле
то с учетом (9)
25т2Р.У . 1 m k
(12)
откуда значение собственной частоты колебаний детали определяют по формуле

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля диаметральных размеров деталей | 1990 |
|
SU1814974A1 |
| Способ измерения износа режущего инструмента при обработке цилиндрических деталей | 1990 |
|
SU1725100A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 2003 |
|
RU2245763C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ С ПОДАЧЕЙ ЭЛЕКТРИЧЕСКОГО ТОКА В ЗОНУ РЕЗАНИЯ | 2009 |
|
RU2410206C2 |
| Устройство для определения информации о параметрах процесса резания | 1983 |
|
SU1119825A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ С ОБРАЗОВАНИЕМ ЭЛЕМЕНТНОЙ СТРУЖКИ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2012 |
|
RU2541331C2 |
| Способ токарной обработки | 2015 |
|
RU2606367C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
Использование: обработка металлов резанием, способы определения жесткости, для определения силы резания и упругих перемещений детали при обработке на Станках токарной группы. Сущность: прикладывают нагрузку к одному из звеньев кинематической пары в форме импульса силы в направлении главного движения резания и измерения его деформации. Измеряют длительность импульса резания и текущее значение линейной скорости входного звена в интервале длительности импульса резания. Затем определяют величину динамической деформации, вибрационной жесткости, составляющие силы резания, величину статической деформации и значение собственной частоты колебаний выходного звена. 2 ил., 3 табл.
PYB
V
е - m V Т 1fV3 П
вибр 2 77 лп °
а фактическое значение радиальной PY0 составляющей силы резания, как если бы она действовала постоянно, то есть при статическом нагружении, исходя из явлений механизма резания с нечувствительностью к вибрациям, и запаздывание проявления нагрузки и реакции упругих перемещений. - по формуле
pYo43(
Ј. т Jl Ј1 ь
Известно, что поведение системы при О t т определяют решением в виде
г дин
Y0 2 ski
Р0Т
т
а упругие перемещения Y0 детали в направлении радиальной составляющей силы резания, как если бы она действовала постоянно, по известной формуле
Yo PY0
EJ
где Ро - собственная частота колебаний детали;
k - параметр условия крепления детали (в центрах, патроне);
Е - модуль упругости материала заготовки;
J - Момент инерции поперечного сечения обрабатываемого вала.
С учетом (7) и (9) величину упругих перемещений Yo детали в направлении радиальной составляющей силы резания, как если бы она действовала постоянно, определяют окончательно по формуле
103
- Do .
Если подставить в (9) правую часть выражения (7) и переписать (9) в виде
. t Jen6p -f
дин
(6)
10
.p0 areslnr4LJL
(13)
15
20
25
30
35
40
Микро- ЭВМ 8 обрабатывает сигналы по алгоритмам (4), (5), (6 ), (7), (10), (13) и выдает результаты расчета, например, на видеоконтрольное устройство (на фиг.2 не показано).. . : Пример. Обтачивают в центрах вал начисто. Диаметр вала 150 мм, длина L 2000 мм.
Режимы резания: скорость обрабатываемой поверхности V0 200 м/мин (3,3333333 103 мм/с), глубина резания t 1 мм, подача S 0,3 мм/об, резец проходной Т15К6, обрабатызаемый материал ст. 45.
Параметры вибрационного движения инструмента: период колебаний Т 33,333333 х х , амплитуда а 12,5-200-33,333333 х
v6
Ч3
х 10° 83,333333 мк.
Масса заготовки m 0,0281014 кгс /мм
4
Модуль упругости материала Е 2-10 кг/мм .
Момент инерции поперечного сечения
обрабатываемой заготовки J лОо /64 24.50489 106мм2. -
Коэффициент закрепления k L3/48 109/6.
Число оборотов заготовки п 430,148494.
Измеренные параметры представлены в табл.1.
Определяемые параметры приведены в табл.2 и 3 (нагружение и измерения на сере- 45 дине длинь вала).
Данные примера измерений отличаются от экспериментальных данных Соколовского А.П.
5Q Формула изобретения
. Способ определения прочностных параметров кинематической пары инстру; мент-деталь, включающий приложение нагрузки к одному из звеньев кинематиче55 ской пары и измерение его деформации, о т- личающийся тем, что, с целью расширения технологических возможностей, нагрузку прикладывают в форме импульса силы в направлении главного движения резания, измеряют длительность импульса резания и текущее значение линейной
скорости входного звена в интервале длительности импульса резания, на основании
чего определяют прочностные параметры кинематической пары инструмент-деталь.
Т а б л и 1
Таблица 2
Таблица 3
Фиг. 1
Фиг. 2
| Соколовский А.П | |||
| Научные основы технологии машиностроения, М.-Л.: Машгиз, с | |||
| Джино-прядильная машина | 1922 |
|
SU173A1 |
