Изобретение относится к маишнострое11ИК) и может быть использовано в производстве деталей со сферическими поверхностями относительно небольших размеров.
Цель изобретения - расширение технологических возможностей станка за счет обработки сферической поверхности детали кольцевой поверхностью шлифовального круга.
Цель достигается благодаря выполнению пллифовальной головки станка юворотной и наличию нрибора фасонной правки гплифова.льного круга с двумя новоротными алмазодержателями.
На фиг. 1 схелтатически представлен нред.лагаемый станок, обилий вид, план; на
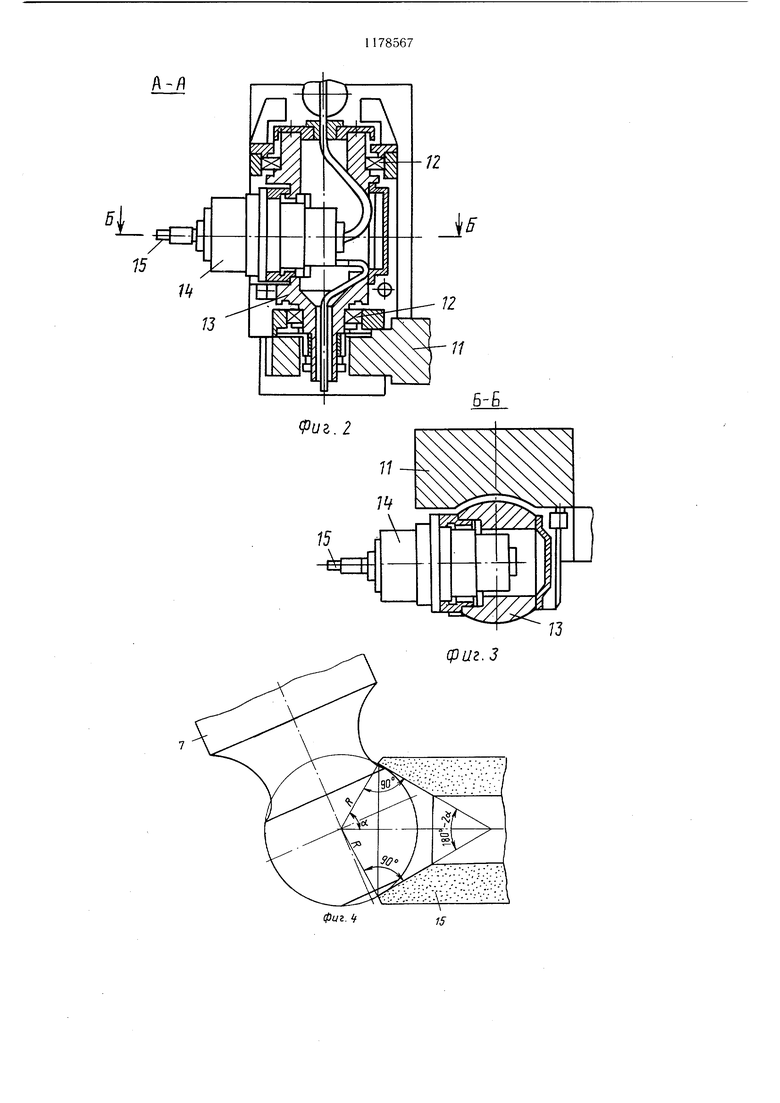
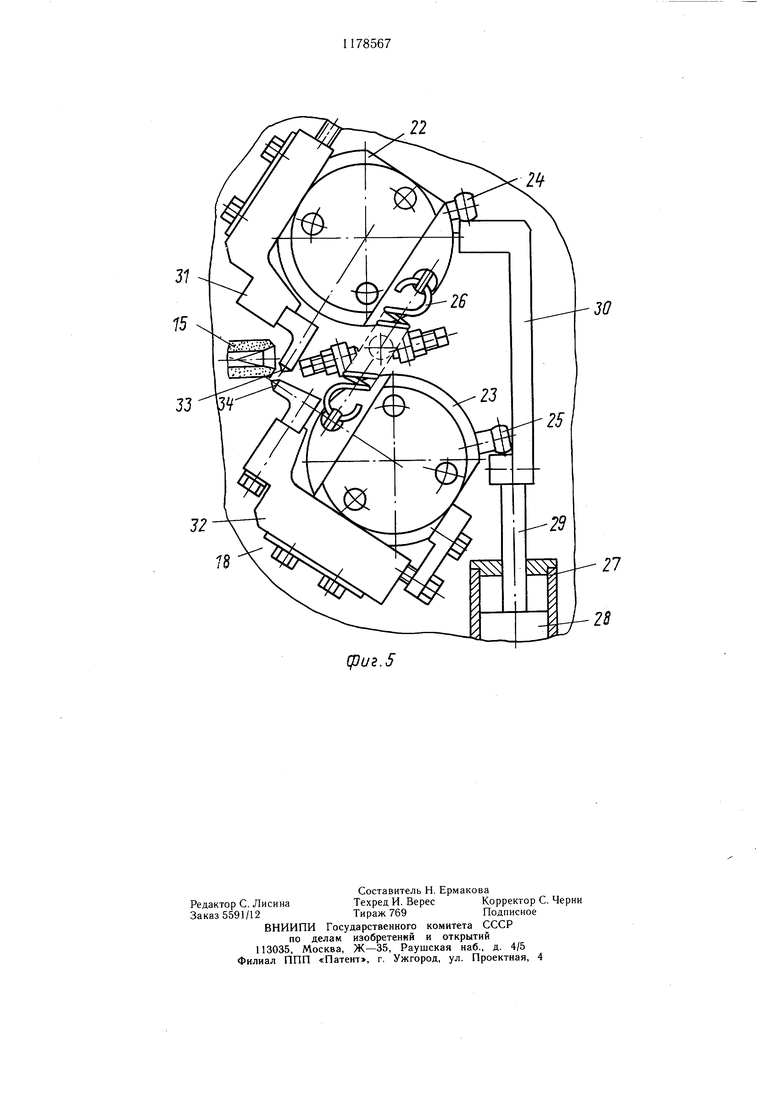
фиг. 2 - - )азрез А-А на . 1; па фиг. 3разрез Б- Б на фиг. 2; на (})нг. 4 -- вид зоны иб;)або1ки в увсличеииом м.асштабе; на фиг. 5 -- влд прибора фасонной правки круга со спягой крышкой, также в увеличенном маси.ггабе.
Станина 1 станка снабжена горизонтальны.ми 1аправ,;1ЯЮ1иими 2, несунгими нижние салазки 3, на которых с логггирована установочно- 1оворотная бабка 4 изделия, в шнинделе 5 которой закреплена, например, посредством цанги б, деталь 7. На станине установлен, механизм 8 подачи, связанный с салазками 3 посредство.м ходового винта 9 и гайки 10. На 1 закреплен корпус 11, в котором на 1 одшипниках 12 смонтировано юворотное основание 13, на котором расположена П1лифовальная головка И с шлифовальн |м круго.м 5, нанример, трубчатой формы. В корпусе 11 размещены привод поворота основания 13 и механизм его фиксации (не показан) в по.поже1П1ЯХ, R которых оси Н1лифовальной го.ловки 14 и шлифовального круга 15 параллельны направляющим 2, а также в промежуточной позиции, когда указанные оси ориентированы под углом 90°. Указанным ноложения.м соответствует нахождение инструмента в позиции В обработки, в позиции Г правки и в позиции Д замены.
На дополнительных направляющих 16 станины, параллельных щиинделю игапфовальной 1Ч)ловки 14, установлен прибор 17 фасонной правки, имеющий приводной механизм 18. На станине закреплен привод 19 подачи на правку, связанный с прибором 17 фасонной правки шлифовального круга посредством ходового винта 20 и гайки 21. Г1ривод 19 согласован с механизмом 8 подач, например связан с ним кинематически или иными средствами таким образом, что перемещения подачи салазок 3 и прибора 17 фасонной правки в направлении к шлифовальной головке 14 одинаковы. Приводной механиз.м 18 содержит смонтированные на подниш пиках поворотные элементы 22 и 23, несущие ролики 24 и 25, связанные между собой пружиной 26. В корпусе механизма 18 закреплен цилиндр 27 с поршнем 28 и щтоком 29, связанпый с которым ведущий элемент 30 взаимодействует с роликами 24 и 25. На поворотных элементах 22 и 23 закреплены поворотные алмазодержатели 31 и 32 с алмазами 33 и 34, взаимодействующими в гюзиции правки с шлифовальным кругом. 0 На станине 1 .может быть с.монтирован мехапизм 35 автоматической замены шлифоваль ного круга - автоматический манипулятор, например промышленный робот.
Станок работает следующи.м образо.м.
5 В представленной на фиг. 1 позиции обработки .механизм 8 подач сообщает ca:ia3кам о и находящейся на нем бабке 4 изделия с зажатой в цанге 6 ее шпинделя 5 обрабатываемой деталью 7 движение слева
Q наг:раво; деталь 7 обрабатывается внутренней поверхностью гнлифовального круга 15. Носле окончания обработки салазки 3 отводят в крайнее левое положение, заменяют готовую деталь очередной заготовкой и повторяют цикл.
5 Периодически, папример noc.ie обработки задан1 ого количества деталей или по сигналу датчика износа или засаливания круга, поворотпое основание 13 шлифовальной головки новорачивается на 180°, приводя круг в позицию Г правки, в этой позиции прибор 17 фасонной нравки осуществляет правку внутренней и наружной поверхностей П1лифовалыюго круга алмазами 33 и 34, движение которым сообщается поворотными алмазодержателями 31 и 32, которые, в свою очередь, приводятся в действие цилиндром
27 посредством п.1тока 29, ведущего элемента 30 и роликов 24 и 25.
ГТосле завершения правки прибор 17 отводят вправо, поворачивают шлифовальную головку 14 на 180° в позицию В обработ0 км и осуществляют обработку очередной детали или группы деталей. Механизм 8 подач и привод 19 подачи на правку согласованы так, что по мере износа шлифовального круга 15 салазки 3 и прибор 17 фасонной правки приближаются к шлифовальной бабке. В
5 момент полного износа шлифовального круга 15 до установленного предельного размера по сигналу датчика износа круга, ца 1ример конечного переключателя, основание 13 поворачивается на 90 и шлифовальный круг фиксируется в позиции Д замены круга; в этой позиции замена круга осуществляется оператором или автоматическим манипулятором, после чего осуществляют, например с ручным управлением, первичную правку круга и продолжают обработку деталей. Afl фиг. f
22
lit
25
(puz.5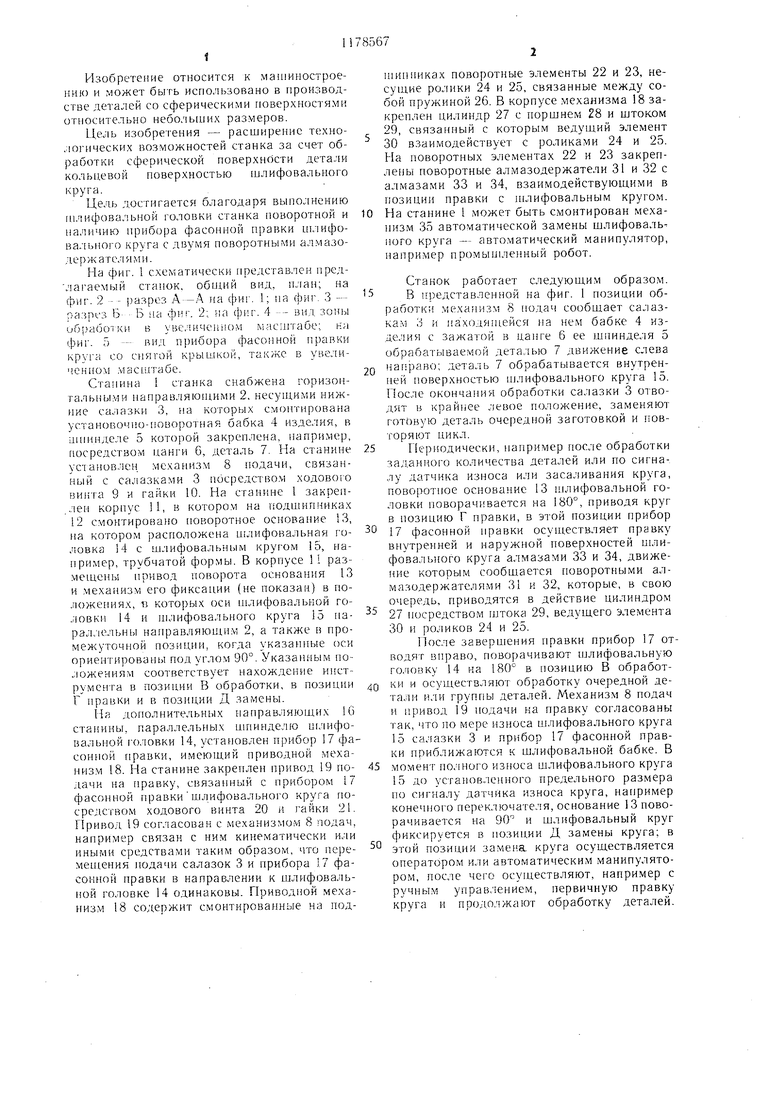
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Устройство для шлифования дорожек колец подшипников | 1975 |
|
SU1237389A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Станок для шлифования сферических торцов конических роликов | 1971 |
|
SU337237A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
СТАНОК ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ, содержащий бабку изделия, шлифовальную головку, ось шпинделя которой расположена под углом к оси шпинделя бабки изделия, и прибор фасонной правки шлифовального круга с поворотным алмазодержателем, установленный на направляющих, параллельных шпинделю шлифовальной головки, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности за счет обработки сферической поверхности кольцевой поверхностью шлифовального круга, шлифовальная головка установлена с возможностью поворота на 180° вокруг оси, перпендикулярной оси ее шпинделя, а прибор фасонной правки шлифовального круга расположен с противоположной по отноше|Нию к бабке изделия стороны шлифовальной головки и снабжен вторым поворотным алмазодержателем, кинематически связан§ ным с первым. (Л 00 СП О) 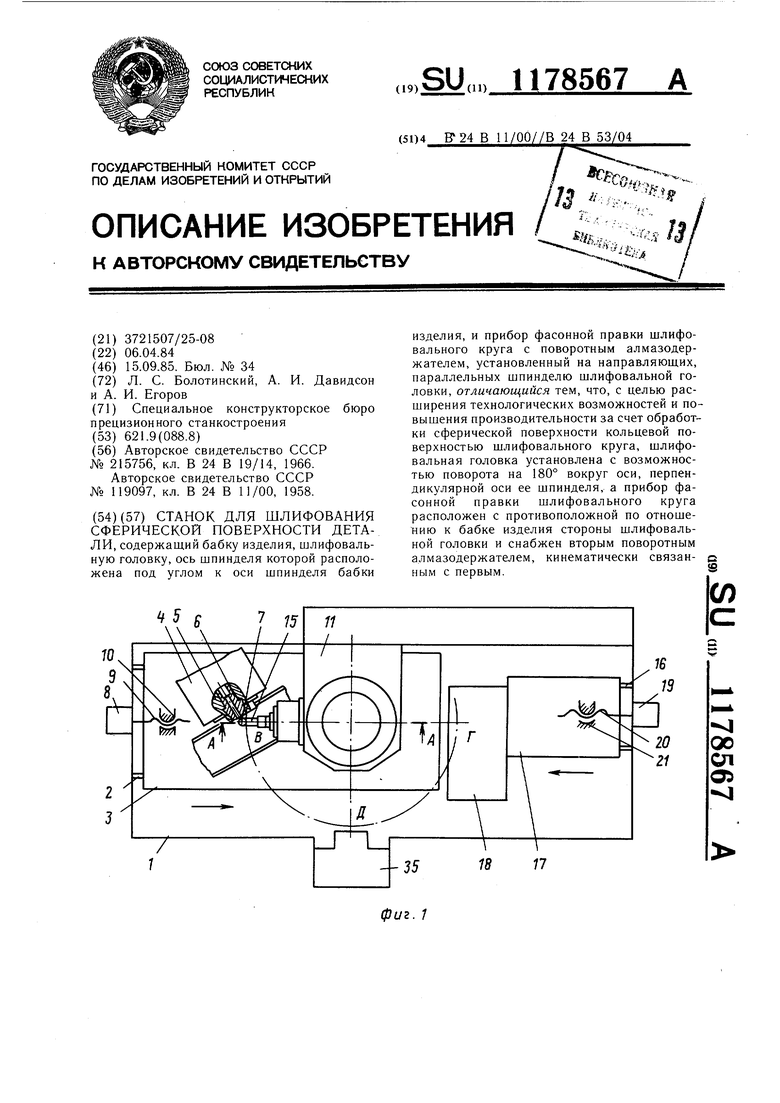
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство для шлифования сферических поверхностей роликов подшипников качения | 1958 |
|
SU119097A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
