Изобретение относится к способу прокатки металлической ленты в черновом прокатном стане и чистовом прокатном стане, причем процесс прокатки в черновом прокатном стане регулируют в зависимости от значения предсказания для изменения ширины металлической ленты в чистовом прокатном стане таким образом, что металлическая лента при выходе из чистового прокатного стана имеет предварительно заданную ширину готовой ленты.
Привнесенное процессом прокатки изменение ширины металлической ленты обозначают также как уширение. Уширение в чистовом прокатном стане является при этом разницей между шириной готовой ленты, то есть шириной ленты, выходящей из чистового прокатного стана, и шириной черновой ленты, то есть шириной ленты, входящей в чистовой прокатный стан, причем соответственно речь идет о ширине металлических лент при одинаковой температуре. Точное предсказание уширения является необходимым, чтобы иметь возможность прокатывать металлическую ленту в черновом прокатном стане в пропусках осаживания до такой ширины черновой ленты, чтобы последующее уширение в чистовом прокатном стане приводило к желаемой заданной ширине готовой ленты. При этом процесс прокатки в черновом прокатном стане регулируют в зависимости от предсказанного уширения таким образом, что там металлическую ленту прокатывают до ширины черновой ленты, которая соответствует заданной ширине готовой ленты минус предсказанное уширение в чистовом прокатном стане.
Изменение ширины металлической ленты в чистовом прокатном стане зависит от множества величин воздействия, которые как исходят от самой металлической ленты, например, ее ширины, толщины и температуры, так и воздействуют на металлическую ленту во время процесса прокатки в чистовом прокатном стане, как, например, усилия прокатки в отдельных клетях прокатного стана. Впрочем, однако, точно не известно, какие величины воздействия в каком объеме в конце концов определяют уширение. Вследствие этих неопределенностей, например, в способе определения ширины, который раскрыт в GB-A 2 042 389 приходится мириться с соответственно большими колебаниями в ширине прокатанного материала. Применение нечеткой логики, как, это например, раскрыто в EP-A 0460892, связано с высокими затратами на разработку, так как все величины воздействия должны определяться и откладываться в виде базы правил. Это является возможным не для всех величин воздействия с приемлемыми экономическими затратами.
Из DE-43 01 130 A1 далее известен способ для определения параметров в прокатном стане, при котором установка заданного значения происходит посредством аналитической модели. Параметры этой модели изучаются и согласуются. Для подобного способа однако необходимо моделировать физические зависимости в прокатном стане. Это также возможно не для всех величин воздействия с приемлемыми экономическими затратами.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ прокатки ленты, известный из авторского свидетельства СССР N 1722636, кл. B 21 B 37/22, 1992.
В известном способе прокатки ленты в черновом прокатном стане и чистовом прокатном стане процесс прокатки в черновом прокатном стане регулируют в зависимости от значения предсказания для изменения ширины металлической ленты в чистовом прокатном стане с обеспечением металлической ленте при выходе из чистового прокатного стана предварительно заданной ширины готовой ленты. Однако известный способ не обеспечивает достоверного предсказания уширения полосы, поскольку при его реализации не учитывается зависимость между уширением полосы и обуславливающими его величинами воздействия.
Поэтому в основу изобретения положена задача создать такой способ прокатки металлической ленты, который, несмотря на не точные знания зависимости между уширением и обуславливающими его величинами воздействия, обеспечивал бы достоверное предсказание уширения.
Поставленная задача решается тем, что в способе прокатки металлической ленты в черновом прокатном стане и чистовом прокатном стане, при котором процесс прокатки в черновом прокатном стане регулируют в зависимости от значения предсказания для изменения ширины металлической ленты в чистовом прокатном стане с обеспечением металлической ленте при выходе из чистового прокатного стана предварительно заданной ширины готовой ленты, согласно изобретению, для определения значения предсказания для изменения ширины металлической ленты в чистовом прокатном стане используют нейронную сеть с изменяемыми параметрами, при этом, по меньшей мере, перед последним осаживающим пропуском в черновом прокатном стане предварительно определяют различные величины воздействия для предварительной установки чистового прокатного стана, от которых зависит изменение ширины, и подводят в качестве входных величин к нейронной сети, которая в качестве ответа сети производит вычисленное значение для изменения ширины, на основе которого определяют значение предсказания, во время прохода металлической ленты через чистовой прокатный стан измеряют параметры воздействия или вычисляют из других измеренных величин процесса, после прохода металлической ленты через чистовой прокатный стан измеренные или вычисленные величины воздействия подводят к нейронной сети и отклонение между полученным ответом сети и измеренным фактическим изменением ширины металлической ленты используют для адаптации параметров сети в направлении уменьшения отклонения. Предсказание изменения ширины металлической ленты в чистовом прокатном стане происходит таким образом с помощью самообучающейся на основе адаптации параметров сети нейронной сети, без необходимости принятия каких-либо модельных предположений для зависимости между величинами воздействия и изменением ширины. Применение нейронной сети при этом позволяет включать в предсказание изменения ширины все те величины воздействия, которые каким-либо образом могут иметь влияние на изменение ширины. При этом в качестве величин воздействия используют, по меньшей мере, некоторые из следующих величин: температуру и толщину металлической ленты перед ее входом в чистовой прокатный стан, температуру, толщину, заданную ширину и выходную скорость металлической ленты при ее выходе из чистового прокатного стана, прочность материала и профиль металлической ленты, относительные уменьшения толщины металлической ленты в отдельных клетях чистового прокатного стана, положения раздвижения подвижных валков, а также натяжения в металлической ленте между отдельными клетьми чистового прокатного стана.
По сравнению с прежними, основанными на модельных предположениях способах для предсказания уширения с помощью нейронной сети могло быть достигнуто заметное улучшение качества предсказания. При этом в простейшем случае нейронная сеть содержит адаптивный линейный нейрон (адалин). Альтернативно к этому может использоваться сеть прямой связи со скрытым слоем, состоящим из элементов с сигмоидной ответной реакцией.
Так как при последующих лентах, то есть металлических лентах того же сорта ленты, величины воздействия в основном остаются неизменными, здесь в качестве значений предсказания для уширения металлических лент могут быть привлечены измеренные фактические изменения ширины ленты предыдущих металлических лент, в то время как при переходных лентах, то есть при изменении сорта ленты, в качестве значения предсказания служит ответ нейронной сети.
С учетом того, что между находящейся в черновом прокатном стане, по меньшей мере, перед последним осаживающим пропуском металлической лентой n+i (i ≥ 1) и выходящей из чистового прокатного стана металлической лентой n находятся одна или больше других металлических лент и таким образом измерения величин воздействия и адаптации нейронной сети могут стать эффективными только при второй, третьей или другой следующей ленте, значение предсказания Ypre(n+i) для изменения ширины металлической ленты n + i в чистовом прокатном стане определяют из произведенного нейронной сетью расчетного значения (YNN(Xvor(n+i)) для изменения ширины, полученного для выходящей из чистового прокатного стана металлической ленты n на основе измеренных или вычисленных величин воздействия Xnach ответа сети YNN(Xnach(n)) и фактического изменения ширины Yist(n) следующим образом:
Ypre(n+i) = k1•Yist(n)+k2•YNN(Xvor(n+i)) +(1-k1-k2)YNN(Xnach(n))
где 0≤k1, k2≤1.
При этом справедливы значения k1=1 и k2=0 для идеальной последующей ленты (так называемое кратковременное наследование) и значения k1=0 и k2 = 1 для идеальной переходной ленты (так называемое долговременное наследование), причем значения k1 является предпочтительно монотонно возрастающей функцией абсолютной разницы Yist(n) - YNN(n), а значение k2 является монотонно возрастающей функцией абсолютной разницы YNN(n+i) - YNN(n).
Для дальнейшего пояснения изобретения в последующем делается ссылка на фигуры чертежа, на которых, в частности, показано:
фиг. 1 - блок-схема для ведения процесса в черновом и чистовом прокатном стане в соответствии со способом согласно изобретения и
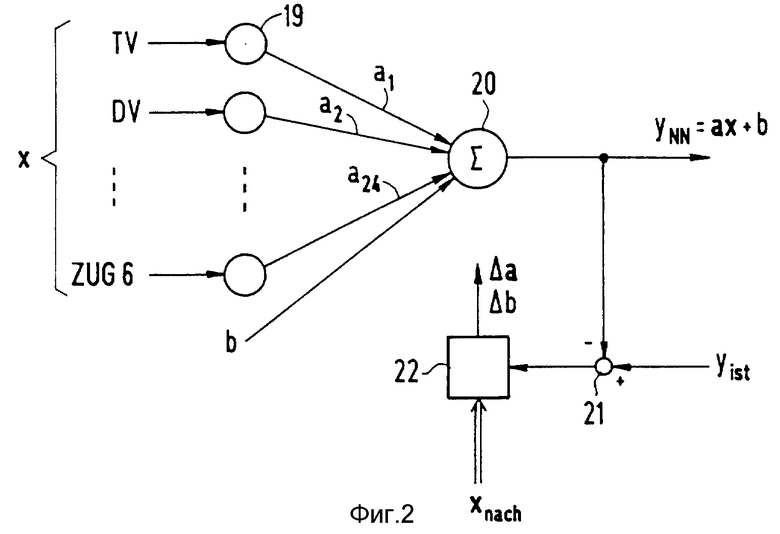
фиг. 2 - адаптивный линейный нейрон, а также
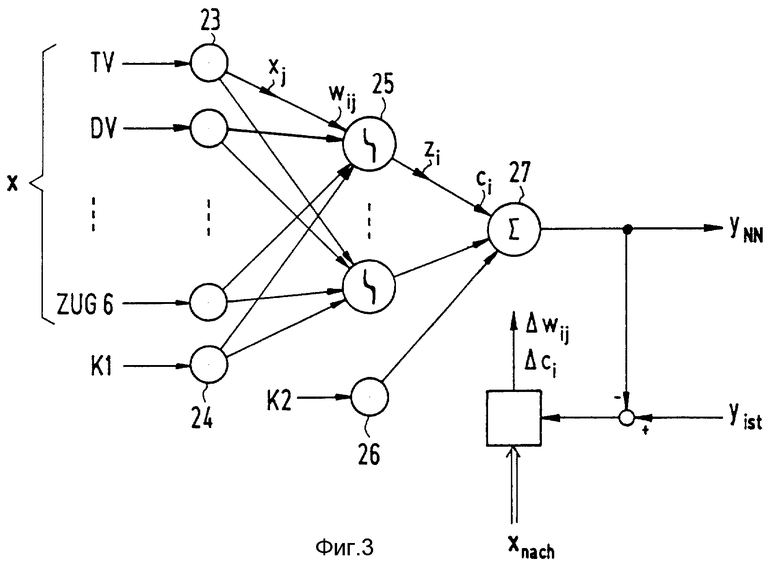
фиг. 3 - сеть прямой связи соответственно, как пример для использованной нейронной сети.
фиг. 1 показывает черновой прокатный стан 1 и чистовой прокатный стан 2 с клетьми прокатного стана 3 или соответственно 4 для прокатки металлических лент 5. Управление чернового прокатного стана 1 происходит устройством управления 6, которое воздействует на отдельные клети прокатного стана 3 и приводит там в действие различные исполнительные органы. Устройство управления 6 получает необходимые для управления клетей прокатного стана 3 информации как из вычислительного устройства 7, так и от устройства определения измерительных значений 8. К началу процесса прокатки еще нет никаких измерительных значений, необходимых для регулирования процесса величин. Поэтому в вычислительном устройстве 7 на базе модельных предположений вычисляют значения предсказания для величин и передают на устройство управления 6 для предварительной установки чернового прокатного стана 1. Во время протекания процесса устройством определения измерительных значений 8 определяют измерительные значения служащих для регулирования процесса величин и подводят к устройству управления 6.
Устройство управления 6 далее получают по линии 9 информации для определения значения предсказания Ypre для ожидаемого изменения ширины металлической ленты 5 в чистовом прокатном стане 2. В зависимости от этого значения предсказания Ypre процесс прокатки, то есть обжатие (осадка) металлической ленты 5 в черновом прокатном стане 1 управляется таким образом, что ширина черновой ленты, то есть ширина металлической ленты 5 при ее выходе из чернового прокатного стана 1 равна желаемой заданной ширине готовой ленты металлической ленты 5 при ее выходе из чистового прокатного стана 2 минус предсказанное изменение ширины Ypre металлической ленты 5 в чистовом прокатном стане 2. Таким образом, при точном предсказании изменения ширины металлической ленты 5 в чистовом прокатном стане 2 достигается то, что металлическая лента 5 при ее выходе из чистового прокатного стана 2 имеет желаемую заданную ширину готовой ленты.
В чистовом прокатном стане 2 также, как в черновом прокатном стане 1 отдельные клети прокатного стана 4 управляются устройством управления 10, которое получает необходимую для этого информацию из вычислительного устройства 11 и от устройства определения измерительных значений 12. Перед тем, как прошедшая черновой прокатный стан 1 металлическая лента 5 поступит в чистовой прокатный стан 2, в вычислительном устройстве 11 вычисляют необходимые для регулирования процесса прокатки в чистовом прокатном стане 2 величины и выдают устройству управления 10 для предварительной установки чистового прокатного стана 2. Из этих предварительно определенных величин, те величины, которые могут иметь воздействие на изменение ширины металлической ленты 5 подводят в качестве входных величин Xvor нейронной сети 13, которая в качестве ответа сети производит вычисленное значение YNN(Xvor) и предоставляет его в распоряжение на линии 9 для вычисления значения предсказания Ypre в устройстве управления 6. В качестве величин воздействия или соответственно входных величин для нейронной сети 13, в частности, пригодными являются следующие величины, которые образуют входной вектор Xvor: температура черновой ленты TV, толщина черновой ленты DV, температура готовой ленты TF, толщина готовой ленты DF, заданная ширина готовой ленты BF, выходная скорость VF готовой ленты при ее выходе из чистового прокатного стана 2, прочность материала AL, профиль PR, относительные уменьшения толщины EPS1 - EPS7 в отдельных клетях 4 прокатного стана, положения раздвижения SCH3 - SCH5 подвижных валков и натяжения ZUG1 - ZUG6 в металлической ленте 5 между отдельными клетьми 4 прокатного стана.
При прохождении металлической ленты 5 через чистовой прокатный стан 2 существенные для процесса величины, в частности, величины воздействия TV, DV, . . . , ZUG6 измеряют посредством устройства определения измерительных значений 12 и подводят к управлению 10, а также устройству 14 для дополнительного вычисления. Дополнительное вычисление охватывает, например, статистическую подготовку измеренных величин воздействия, а также вычисление не измеримых непосредственно величин воздействия в зависимости от других измерительных величин. С этими довычисленными, то есть по сравнению с предварительным вычислением в вычислительном устройстве 11 существенно более точными величинами воздействия после прохода металлической ленты 5 через чистовой прокатный стан 2 производят адаптацию параметров сети нейронной сети 13. Для этого довычисленные величины воздействия объединяют во входном векторе Xnach и задают нейронной сети 13. Полученные при этом от нейронной сети 14 ответ сети YNN(Xnach) подводят к адаптационному алгоритму 15, к которому кроме того подводят измеренную перед чистовым прокатным станом 2 на станции 16 фактическую ширину черновой ленты BV, а также измеренную после чистового прокатного стана 2 на станции 17 фактическую ширину готовой ленты BF. Полученное таким образом фактическое изменение ширины Yist = BF - BV сравнивают с ответом сети YNN(Xnach), причем отклонение между ответом сети YNN(Xnach) и фактическим изменением ширины Yist привлекают через соединение 18 для адаптации параметров сети в направлении уменьшения этого отклонения. Наряду с вычисленным значением YNN(Xvor) также значения YNN(Xnach) и Yist представляют в распоряжение на линии 9 и подводят к устройству управления 6 для вычисления значения предсказания Ypre для изменения ширины.
В представленном на фиг. 1 примере последнее довычисление величин воздействия Xnach и адаптация нейронной сети 13 были произведены для ленты n в конце чистового прокатного стана 2, в то время как следующее предсказание для изменения ширины металлической ленты 5 в чистовом прокатном стане 2 производят для ленты n+i, которая находится в начале чернового прокатного стана 1, однако, по меньшей мере, перед последним пропуском обжатия в черновом прокатном стане 1. Между этими обеими лентами n и n+i таким образом находятся i-1 металлических лент 5 в черновом прокатном стане 1 и чистовом прокатном стане 2, причем i ≥ 1. Значение предсказания Ypre(n+i) для изменения ширины металлической ленты n+i в чистовом прокатном стане 2 вычисляют в устройстве управления 6 из произведенного нейронной сетью 13 расчетного значения YNN(Xvor(n+i)) для изменения ширины металлической ленты n+i, произведенного на основе довычисленных для металлической ленты n величин воздействия Xnach(n) ответа сети YNN(Xnach)(n)) и фактического изменения ширины Yist(n) металлической ленты n следующим образом:
Ypre(n+i) = k1•Yist(n) + k2•YNN(Xvor(n+i)) + (1-k1-k2)YNN(Xnach(n))
где 0 ≤ k1, k2 ≤1.
При этом справедливы значения k1=1 и k2=0 для идеальной последующей ленты, то есть при следующих друг за другом лентах одного и того же сорта ленты, в то время как значение k1 = 0 и k2 = 1 действуют для идеальной переходной ленты, то есть при перемене с одного сорта на другой сорт ленты. Для промежуточных лент значение k1 предпочтительно является функцией разницы Yist(n) - YNN(n), например, k1=p1•|Yist(n)-YNN(n)| и значение k2 является предпочтительно функцией разницы YNN(n+i) - YNN(n), например, k2=p2•| YNN(n+1)-YNN(n)|.
Фиг. 2 показывает адаптивный линейный нейрон (адалин) в качестве примера для нейронной сети 13. Объединенные во входном векторе x 24 величины воздействия TV, DV,..., ZUG6 подводят через соответствующее количество входных элементов 19 к точке суммирования 20, в которой они суммируются соответственно с индивидуальными весовыми коэффициентами a1, a2,...,a24 и постоянным значением b в ответ сети YNN = ax+b c a = (a1, a2,..., a24). Ответ сети YNN в точке сравнения 21 сравнивают с измеренным фактическим изменением ширины Yist, причем в последующем алгоритме адаптации 22 параметры сети a1, a2,..., a24, b адаптируют согласно
Δa = μ(Yist-YNN)•xnach и Δb = μ(Yist-YNN),
причем μ определяет ширину шага адаптации.
Фиг. 3 показывает в качестве примера для нейронной сети 13 сеть прямой связи, которая содержит входной слой с соответственно одним входным элементом 23 для каждой из величин воздействия TV, DV,...,ZUG6. Через дополнительный входной элемент 24 к нейронной сети подводят значение смещения K1. Входной слой является скрытым слоем, состоящим из множества, здесь 10 элементов 25, из которых каждый элемент имеет ответную реакцию с сигмоидным ходом между -1 и +1. Подведенные к элементам 25 со стороны входа величины воздействия xj, j= 1,..., 24 и x25=K1 в каждом элементе 25 скрытого слоя, соответственно снабженные индивидуальными весовыми коэффициентами wij, i=1,... , 10, j = 1,..., 25 суммируют и из образованной таким образом суммы получают на стороне выхода ответ
Скрытый слой имеет дополнительный элемент 26, который служит в качестве элемента ввода для другого значения смещения K2 и производит соответствующий выходной сигнал z11. Скрытому слою придан выходной элемент 27, который суммирует ответы z1 элементов 25 скрытого слоя соответственно с индивидуальным весовым коэффициентом ci в ответ сети
Прямая (он-лайн) адаптация параметров сети wij и ci происходит после каждого прохода металлической ленты 5 через чистовой прокатный стан 2 на основе алгоритма обратного распространения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕТРОЛОГИЧЕСКОГО ОПРЕДЕЛЕНИЯ НАТЯЖЕНИЯ ЛЕНТЫ В ЛЕНТОПРОКАТНЫХ СТАНАХ | 1994 |
|
RU2127162C1 |
| СПОСОБ ОПТИМИЗАЦИИ РАСПРЕДЕЛЕНИЯ ШИРИНЫ ПОЛОСЫ НА КОНЦАХ ПОЛОСЫ ПРОКАТА, ПРОХОДЯЩЕЙ ЧЕРЕЗ ПРОКАТНЫЙ СТАН | 1997 |
|
RU2157284C1 |
| УСТАНОВКА ДЛЯ БЕССЛИТКОВОЙ ПРОКАТКИ СТАЛЬНЫХ ЛЕНТ | 1993 |
|
RU2121408C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 1992 |
|
RU2078626C1 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ УПРАВЛЕНИЯ И/ИЛИ РЕГУЛИРОВАНИЯ ПРОМЫШЛЕННОГО ПРОЦЕССА | 2007 |
|
RU2444042C2 |
| РЕГУЛИРОВКА ШИРИНЫ В ЧИСТОВОЙ ГРУППЕ КЛЕТЕЙ | 2015 |
|
RU2706254C2 |
| СПОСОБ ФУНКЦИОНИРОВАНИЯ ЧИСТОВОГО ПРОКАТНОГО СТАНА С ПРОГНОЗИРОВАНИЕМ СКОРОСТИ УПРАВЛЕНИЯ | 2011 |
|
RU2545872C2 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДАЮЩИМ УСТРОЙСТВОМ В ЛИНИИ ПРОКАТНОГО СТАНА | 2020 |
|
RU2783688C1 |
Изобретение используется при прокатке металлической ленты в черновом прокатном стане и чистовом прокатном стане. Технический результат: металлическая лента при выходе из чистового прокатного стана имеет предварительно заданную ширину готовой ленты. Способ включает регулирование параметров процесса прокатки в черновом прокатном стане в зависимости от значения предсказания для изменения ширины металлической ленты в чистовом прокатном стане. Зависимость изменения ширины ленты от воздействующих на процесс величин воздействия моделируют в нейронной сети. Сетевые параметры после каждого прохода металлической ленты через чистовой прокатный стан адаптивно изменяют в зависимости от измеренных или вычисленных во время прохода величин воздействия и измеренного фактического изменения ширины. В качестве нейронной сети возможно использование сети прямой связи со скрытым слоем из элементов с сигмоидной ответной реакцией. В нейронной сети также используют адаптивный линейный нейрон. Способ позволяет улучшить качество предсказания за счет использования нейронной сети. 7 з.п. ф-лы, 3 ил.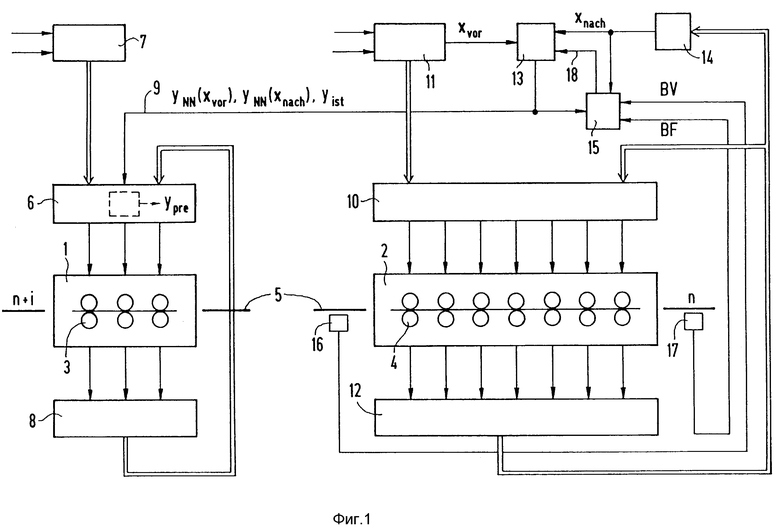
Ypre (n+i) = K1•Yist(n)+K2•YNN(Xvor(n+i))+(1-K1-K2)•YNN(Xnach (n)),
где 0≤K1, K2≤1.
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| Способ прокатки полосы | 1990 |
|
SU1771839A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| DE 4301130 A, 22.07.93 | |||
| Магнитный сепаратор | 1970 |
|
SU460892A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

