Изобретение относится к области машиностроения, в частности к способам абразивной обработки.
Известен способ абразивной обработки [1], согласно которому на круг воздействуют лучом лазера и подают смазочно-охлаждающую жидкость, при этом рабочую поверхность круга разогревают до температуры разрушения связки при термоударе, а воздействие лучом лазера осуществляют за зоной обработки на этапе выхаживания.
Недостатком указанного способа является излишний нагрев шлифовального круга из-за воздействия лазера на его периферию за зоной обработки.
В качестве прототипа выбран способ абразивной обработки [2], при котором на круг воздействуют непрерывной струей смазочно-охлаждающей жидкости из стального сопла диаметром 0,9 - 1 мм при давлении 30 - 100 кгс/см2, которому сообщается возвратно-поступательное перемещение параллельно оси вращения круга со скоростью 2 м/с и на периферию шлифовального круга воздействуют струей смазочно-охлаждающей жидкости в зоне обработки.
Недостатком указанного способа является низкая способность очистки шлифовального круга от шлама из-за низкой скорости движения струи смазочно-охлаждающей жидкости по направлению к шлифовальному кругу.
Заявляемое изобретение решает задачу повышения эффективности очистки и охлаждения шлифовального круга при его работе. Это достигается тем, что на периферию круга подают струю смазочно-охлаждающей жидкости и дополнительно воздействуют локальной непрерывной высоконапорной струей жидкости, перемещаемой возвратно-поступательно параллельно оси круга, причем дополнительное воздействие осуществляют струей жидкости диаметром 0,3 мм и давлением 300 МПа.
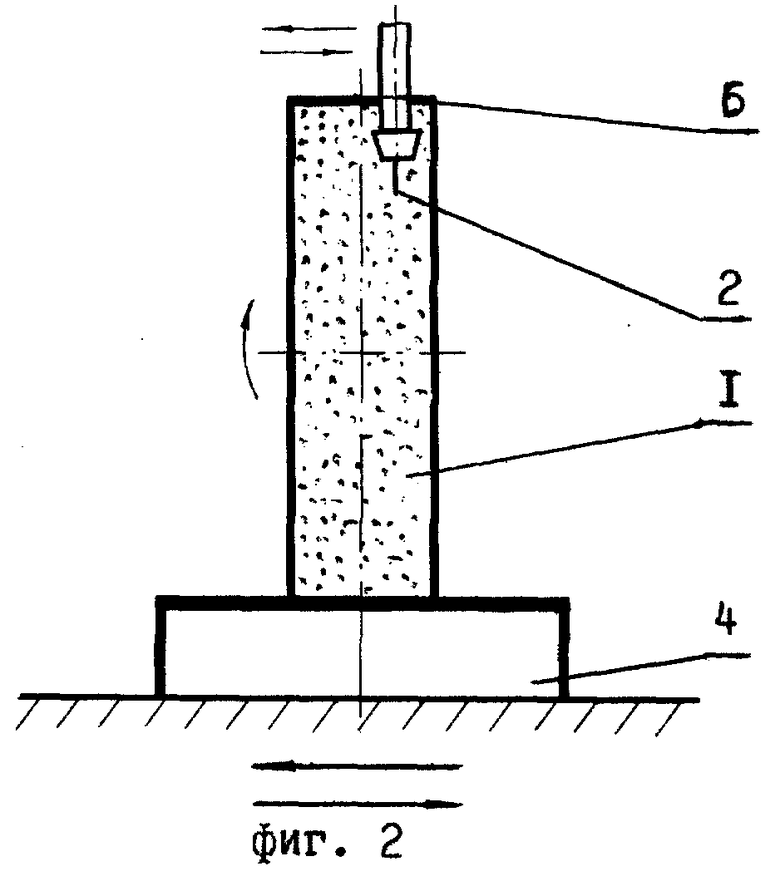
Сущность изобретения поясняется чертежами. На фиг. 1 дана схема абразивной обработки при воздействии на круг струи жидкости для его очистки. На фиг. 2 показано движение сопла водоструйной головки с продольной подачей.
В процессе абразивной обработки шлифовальный круг засаливается. Для удаления абразивного шлама из пор круга применяют очистку шлифовального круга, для чего процесс шлифования приостанавливают. В предлагаемом способе абразивной обработки для очистки и правки круга прерывать процесс шлифования не требуется.
В процессе обработки на периферию круга 1 (фиг. 1) непрерывно подается высоконапорная струя жидкости 2 для его очистки. Воздействие высоконапорной струи жидкости 2 на круг 1 происходит локально. Для протекания процесса шлифования, например для случая плоского шлифования, из сопла 3 в зону обработки заготовки 4 подается струя смазочно-охлаждающей жидкости 5. Дополнительному высоконапорному соплу 6 (фиг. 2) сообщается продольная возвратно-поступательная подача параллельно оси шлифовального круга 1 (механизм перемещения не показан).
Пример. Производили плоское шлифование образцов из стали ШХ15 HRCэ 59 - 62 при Vкр = 35 м/с; Vзаг = 0,2 м/с; t = 5•10-6 м. Охлаждение 3,5% раствор НГЛ-205 в воде. При шлифовании кругом марки 25А25СМ1К6 (D = 400 мм; d = 127 мм; H = 80 мм) производили его очистку высоконапорной струей жидкости диаметром 0,3 мм, давлением 300 МПа и с углом наклона струи 5o относительно плоскости стола плоскошлифовального станка мод. 3Е710А. Режим очистки: Sпр. = 0,4 м/мин, величина продольного хода сопла l = 80 мм.
Изобретение позволяет производить очистку рабочей поверхности шлифовального круга одновременно с обработкой заготовок; исключить применение экологически вредных способов правки, приводящих к возникновению абразивной пыли и термическим воздействиям; повысить эффективность очистки шлифовального круга.
Источники информации
1. Патент РФ N 2005588, кл. B 24 B 1/00, 1994.
2. Л. В.Худобин и др. Техника применения смазочно-охлаждающих средств в маталлообработке. -М.: Машиностроение, 1977, с. 135 - 136 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2111108C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ЗАСАЛЕННОСТИ ПЕРИФЕРИЙНОЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2149093C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1996 |
|
RU2110392C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| СПОСОБ ГИДРОАЭРОДИНАМИЧЕСКОГО КОНТРОЛЯ СТЕПЕНИ ЗАСАЛЕННОСТИ ПЕРИФЕРИЙНОЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2151685C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2105656C1 |
Изобретение относится к абразивной обработке и позволяет совместить процесс очистки и правки круга, с процессом шлифования для повышения эффективности шлифования и улучшения качества обрабатываемой поверхности. На периферию круга через сопло в зону обработки заготовки подают струю смазочно-охлаждающей жидкости и дополнительно взаимодействуют локальной непрерывной высоконапорной струей жидкости, перемещаемой поступательно, параллельно оси вращения круга. Дополнительное воздействие осуществляют струей жидкости диаметром 0,3 мм и давлением 300 МПа. 2 ил.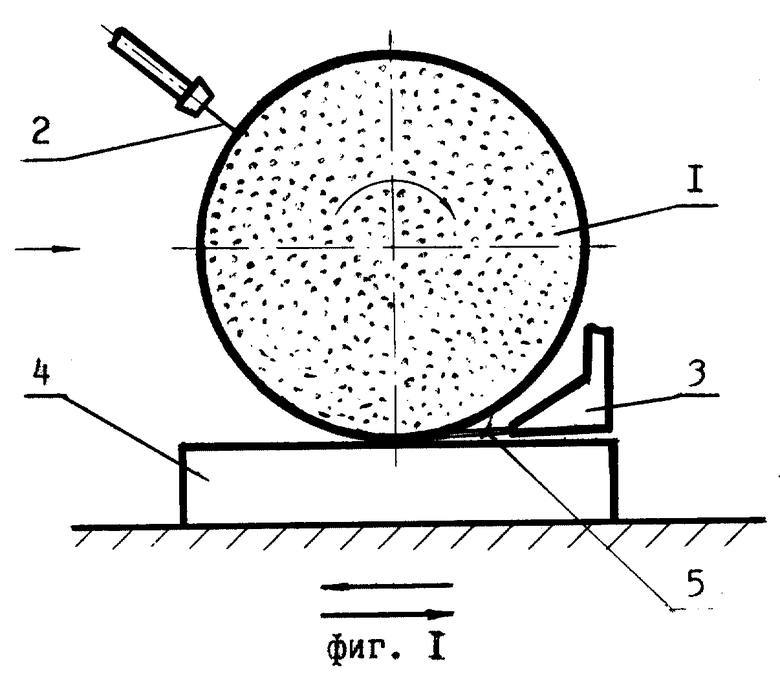
Способ абразивной обработки, при котором на периферию круга подают струю смазочно-охлаждающей жидкости и дополнительно воздействуют локальной непрерывной высоконапорной струей жидкости, перемещаемой возвратно-поступательного параллельно оси круга, отличающийся тем, что дополнительное воздействие осуществляют струей жидкости диаметром 0,3 мм и давлением 300 МПа.
| Худобин Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| - М.: Машиностроение, 1977, с.135 - 136 | |||
| УСТРОЙСТВО для очистки ШЛИФОВАЛЬНОГО КРУГА ПЕРЕМЕЩАЮЩЕЙСЯ СТРУЕЙ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 0 |
|
SU243433A1 |
| Устройство для пропитки и очистки шлифовального круга смазочно-охлаждающей жидкостью | 1981 |
|
SU990485A1 |
| Способ охлаждения при шлифовании | 1981 |
|
SU1006194A1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ И ПЕРЕКАЧИВАНИЯ СУСПЕНЗИИ | 1991 |
|
RU2047487C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| US 3334451 A1, 19.06.89. | |||
