Изобретение относится к обработке твердых хрупких неметаллических материалов, в частности к способам охлаждения при шлифовании путем подачи в зону резания смазочно-охлаждающей жидкости (СОЖ). Известен способ подачи СОЖ при шлифовании, при котором в зону резания подают СОЖ и воздуха, т. е. гидроаэродинамический способ подачи I. Для направления потока СОЖ подаваемому по соплу непосредственно в зону контакта шлифовального круга с деталью используется размещенная на выходе сопла эластичная пористая заслонка. Недостатком известного технического решения является то, что воздушный поток, используемый для ускорения движения жидкости, в работе участвует лишь частично. Основная часть воздуха движется по периферии круга и препятствуем СОЖ очишать поверхность круга, так как несмотря на полученное ускорение (до 6 м/с) скорость СОЖ недостаточна для того, чтобы пробить мош,ный (до 10 м/с) поток воздуха. Поэтому в контакт с рабочей поверхностью круга вступает лишь СОЖ, имеюшая скорость, практически равная свободному поливу. Эластичная заслонка, применяюш.аяся для поджима потока СОЖ к кругу, быстро изнашивается. Практика показывает, что срок службы заслонок не более 6-8 смен. Потоки воздуха с торцов круга в гидроаэродинамическом способе для увеличения скорости СОЖ. не используются. Целью изобретения является улучшение очистки и смачивания рабочей поверхности круга. Указанная цель достигается тем, что согласно способу охлаждения, при котором в зфну резания подают СОЖ и воздух, в качестве направляющего элемента для воздуха и СОЖ берут двухканальное сопло и по верхнему каналу, ближнему к кругу, подают СОЖ, а по нижнему - воздух, который отбирают с торцовых и периферийных поверхностей круга. На чертеже приведена схема осуществления способа. На кожухе 1, внутри которого при вращении шлифовального круга 2 образуется воздушный поток, который движется в том же направлении, что и круг, с помощью оси 3 закреплен отсекатель 4, собирающий воздух с периферии и торцов круга. Для улучшения условий сбора и устранения потери скорости воздушного потока вследствие завихрений воздуха, отсекатель имеет коническую форму, а нижняя направляющая пластина его имеет плавную изогнутую форму. Чтобы избежать чрезмерного стравливания воздуха, что вызывает уменьшение давления воздушного потока, величина зазора между шлифовальным кругом и направляющей пластиной должна быть не более 0,5 мм. Зазор регулируется с помощью оси 3. Из отсекателя 4 через воздухопровод 5 воздушный поток попадает в нижний канал двухканального сопла б, одновременно в верхний канал сопла подается СОЖ. При выходе из сопла поток воздуха оказывает воздействие на струю СОЖ. На границе соприкосновения воздуха и СОЖ частично перемещаются, так как они соединяются под некоторым углом, вследствие чего нижняя часть потока СОЖ приобретает дополнительную скорость, улучшающую моющие свойства струи СОЖ. Верхняя часть потока СОЖ с воздухом не смешивается, а поджимается потоком воздуха к шлифовальному кругу, осуществляя эффективное смачивание круга и детали 7 Результаты сравнительных испытаний предлагае.мого и известного способов алмазным кругом АПП зерн. АСР 50/40 Б1- 100% ГОСТ5, 1380-75 ферритов ситалла, кварца и керамики 22 X С показывают, что использование предлагаемого способа наиболее целесообразно на материалах, например ферритах, вызывающих интенсивное засаливание рабочей поверхности круга. Результаты сравнительных испытаний приведены в таблице.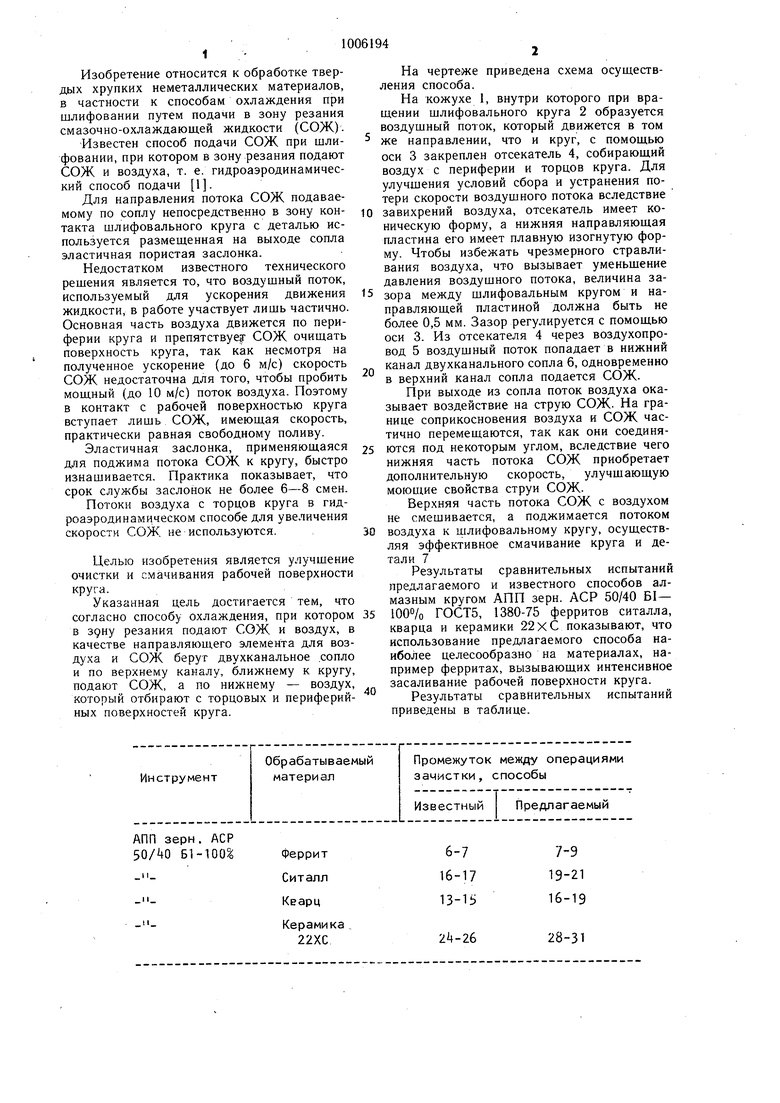
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи смазочно-охлаждающей жидкости | 1979 |
|
SU856776A1 |
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2013 |
|
RU2553760C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| Способ охлаждения при шлифовании | 1965 |
|
SU1042977A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1978 |
|
SU889407A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2372180C1 |
| Способ абразивной обработки | 1979 |
|
SU1041277A1 |
СПОСОБ ОХЛАЖДЕНИЯ ПРИ ШЛИФОВАНИИ, при котором в зону резания подают смазочно-охлаждающую жидкость (СОЖ) и воздух, отличающийся тем, что, с целью улучшения очистки и смачивания рабочей поверхности шлифовального круга, в качестве направляющего элемента для воздуха и СОЖ берут -двухканальное сопло и по верхнему каналу, ближнему к. кругу, подают СОЖ, а по нижнему - воздух, который отбирают с торцовых и периферийной поверхностей круга. (Л Oi СО 4
Феррит Ситалл Кварц
Керамика 22ХС
7-9 19-21 16-19
28-31
Таким образом, использование изобре-ности инструмента от налипших к ней частиц
тения позволяет за счет улучшения условийматериала, уменьшить подготовительноочистки и смачивания рабочей поверхнастизаключительное время, а также достигнуть
шлифовального круга увеличить промежутокзначительного (до ) роста производимежду операциями зачистки рабочей поверх-тельностй труда.
1006194
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| БИБЛИОТЕКА \ | 0 |
|
SU360212A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
