Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности.
Известен способ изготовления тройников из трубной заготовки, включающий вырезку круглого отверстия в трубной заготовке, нагрев ее и получение тройника путем отбортовки горловины (патент Японии N 308916, кл. 12 C 333 от 1955). К недостаткам этого способа следует отнести следующее. Во-первых, происходит нагрев всей заготовки, что приводит к значительным затратам энергии. Во-вторых, при деформировании высокопрочных сплавов с большими коэффициентами трения, например коррозионно-стойких сталей, возникает явление налипания металла заготовки на поверхность штампа, что вызывает образование продольных царапин и задиров на внутренней детали и снижает качество получаемых изделий.
Известен также способ изготовления тройников из трубной заготовки, включающий вырезку овального отверстия в трубной заготовке, местный нагрев кромок отверстия и отбортовку фланца тройника коническим пуансоном (Интенсификация формообразования деталей из трубчатых заготовок. Б.Н. Марьин, Ю. Л. Иванов, В.М. Сапожников и др./ Под общ. ред. Б.Н. Марьина, Ю.Л. Иванова, В. М. Сапожникова. - М.: Машиностроение, 1996, с. 56, рис. 3.4). Несмотря на значительное сокращение затрат энергии, заготовка, как и в приведенном выше способе, непосредственно контактирует с пуансоном, что также отрицательно сказывается на качестве готовой детали.
Целью изобретения является повышение качества деталей при изготовлении тройников из трубных заготовок. Указанная цель достигается тем, что в способе изготовления тройников из трубной заготовки, включающем вырезку овального отверстия по заготовке, местный нагрев кромок отверстия и отбортовку фланца проталкиванием конического пуансона, в отличие от прототипа на внутреннюю поверхность трубной заготовки в зоне отбортовки фланца устанавливают технологическую шайбу с диаметром внутреннего отверстия, меньшим диаметра фланца на толщину стенки трубной заготовки, из металла, обеспечивающего малый коэффициент трения с поверхностью пуансона. Например, при отбортовке труб из коррозионно-стойких сталей в качестве материала шайбы целесообразно использовать алюминиевые сплавы, имеющие меньший коэффициент трения. Трубная заготовка в зоне отбортовки непосредственно с инструментом не контактирует, что исключает налипание металла на поверхность пуансона и образование других дефектов на внутренней поверхности детали.
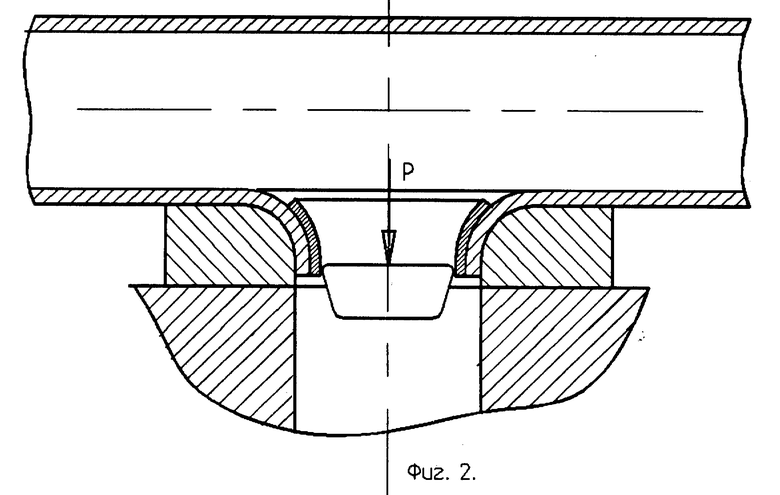
Сущность изобретения поясняется графическими материалами, где на фиг. 1 представлен общий вид устройства для изготовления тройников из трубной заготовки до отбортовки; на фиг. 2 - то же после отбортовки.
Реализация способа осуществляется следующим образом. В трубной заготовке 1 предварительно вырезают овальное отверстие 2, затем заготовку устанавливают на ложемент 3 и внутрь заводят конический пуансон 4. На внутреннюю поверхность трубной заготовки в зоне отверстия 2 помещают технологическую шайбу 5 с диаметром внутреннего отверстия, меньшим диаметра отверстия 2 на толщину стенки трубной заготовки, из металла, обеспечивающего малый коэффициент трения с поверхностью пуансона. Затем включают местный нагрев кромок отверстия с помощью индуктора 6, и происходит отбортовка фланца посредством проталкивания пуансона 4 через отверстие 2. После отбортовки фланца технологическую шайбу удаляют. Качество внутренней поверхности детали при этом значительно улучшается, так как отсутствует ее контакт с поверхностью пуансона.
Предложенный способ был опробован при получении фланцев диаметром 12 мм, высотой 4 мм из трубных заготовок с внутренним диаметром 32 мм и толщиной стенки 1 мм из коррозионно-стойкой стали 12Х18Н10Т. В качестве технологической шайбы использовалась шайба из АМг-2М с внутренним диаметром 10 мм и толщиной 1 мм. В результате реализации данного способа готовые детали имели гладкую внутреннюю поверхность, без царапин, рисок и задиров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122478C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ФЛАНЦЕВ В СТЕНКЕ ТРУБЫ | 1998 |
|
RU2139766C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122913C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122481C1 |
| ПУАНСОН ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2127165C1 |
| СПОСОБ ОТЖИМА КОНЦОВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2122914C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1999 |
|
RU2176170C2 |
| СПОСОБ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122912C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 1998 |
|
RU2152284C1 |
Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности. Способ изготовления тройников из трубной заготовки включает вырезку овального отверстия в заготовке, местный нагрев кромок отверстия и отбортовку фланца проталкиванием конического пуансона. На внутреннюю поверхность трубной заготовки в зоне отбортовки фланца устанавливают технологическую шайбу с диаметром внутреннего отверстия, меньшим диаметра фланца на толщину стенки трубной заготовки, из металла, обеспечивающего малый коэффициент трения с поверхностью пуансона. Технической задачей изобретения является повышение качества деталей при изготовлении тройников из трубных заготовок. 2 ил.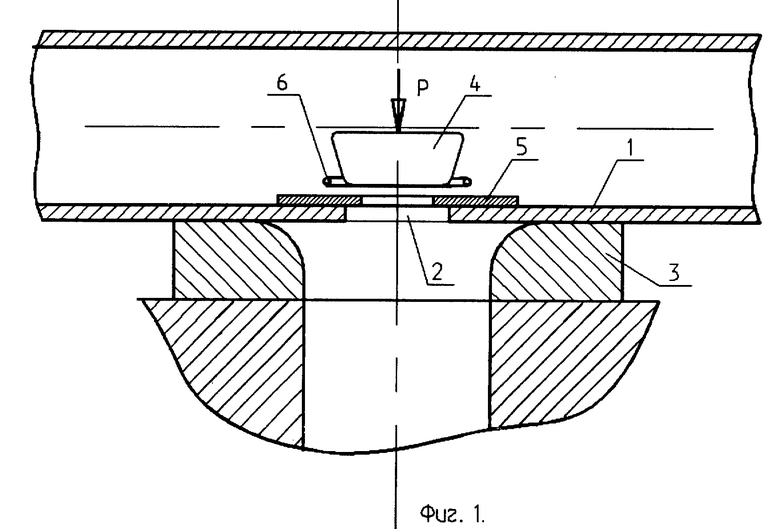
Способ изготовления тройников из трубной заготовки, включающий вырезку овального отверстия и отбортовку фланца проталкиванием конического пуансона, отличающийся тем, что на внутреннюю поверхность трубной заготовки в зоне отбортовки фланца устанавливают технологическую шайбу с диаметром внутреннего отверстия, меньшим фланца на толщину стенки трубной заготовки, из металла, обеспечивающего малый коэффициент трения с поверхностью пуансона.
| Марьин Б.Н | |||
| и др | |||
| Интенсификация формообразования деталей из трубчатых заготовок | |||
| - М.: Машиностроение, 1996, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| JP 56001220 A, 08.01.81 | |||
| JP 5701913 A, 01.02.82 | |||
| JP 57199527, 07.12.82 | |||
| JP 58090323 A, 30.05.83 | |||
| JP 58212818 A, 10.12.83 | |||
| ОБРАБОТКА СООБЩЕНИЯ | 2005 |
|
RU2369029C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖИДКОГО СЦИНТИЛЛЯТОРА | 0 |
|
SU166796A1 |

