Изобретение относится к обработке металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности.
Известно устройство для раздачи концов труб, содержащее пуансон, направляющую штангу, подвижную траверсу и трубную заготовку (Б.Н. Марьин, Ю.Л. Иванов, В. М. Сапожников и др., "Интенсификация формообразования деталей из трубчатых заготовок", М., Машиностроение, 1996, с.71, рис. 3.12).
Недостатком известного устройства является ограниченность технологических возможностей вследствие потери устойчивости в виде кольцевых гофров в зоне передачи усилий.
Прототипом предлагаемого изобретения является известное устройство для раздачи концов труб (патент РФ N 2122913, B 21 D 41/02). Устройство содержит траверсу, выполненную с возможностью перемещения вдоль жестко закрепленной штанги, предназначенной для размещения на ней трубной заготовки и несущей на свободном конце пуансон. На штанге соосно установлено не менее двух трубных заготовок, и свободное пространство между ними заполнено вязкой смесью. На траверсе установлено кольцо с возможностью размещения его между парой трубных заготовок. При формообразовании концов труб с помощью этого устройства уменьшается вероятность потери устойчивости материала труб в зоне передачи усилия, благодаря чему повышается качество готовых изделий при раздаче тонкостенных труб.
Недостатком устройства является ограниченность технологических возможностей, так как эффективно его использовать можно при условии, что в производстве находится достаточная номенклатура трубных деталей с достаточно близкими геометрическими параметрами и разными внутренними диаметрами заготовок.
Изобретение направлено на расширение технологических возможностей формообразования при раздаче тонкостенных трубных заготовок.
Это достигается тем, что в устройстве для раздачи концов труб, содержащем жестко закрепленную штангу, траверсу, выполненную с возможностью перемещения вдоль штанги, пуансон, установленный на свободном конце штанги, в отличие от прототипа, на штанге соосно и последовательно друг за другом, без зазора между наружной поверхностью трубной заготовки и внутренней поверхностью втулок расположены две втулки. Ближайшая к пуансону втулка выполнена из более пластичного материала, чем материал заготовки. При движении подвижной траверсы вдоль штанги трубная заготовка вместе с закрепленными на ней втулками начинает наталкиваться на пуансон. По мере перемещения траверсы трубная заготовка и ближайшая к пуансону втулка деформируются, и растет давление втулки на заготовку по нормали к ее внешней поверхности. Это препятствует потере устойчивости стенки трубы при ее раздаче, что приводит к уменьшению вероятности гофрообразования трубной заготовки. Следовательно, увеличивается и предельная степень формоизменения процесса. Выполнение ближайшей к пуансону втулки из материала более пластичного, чем материал заготовки, обеспечивает равномерное обжатие заготовки.
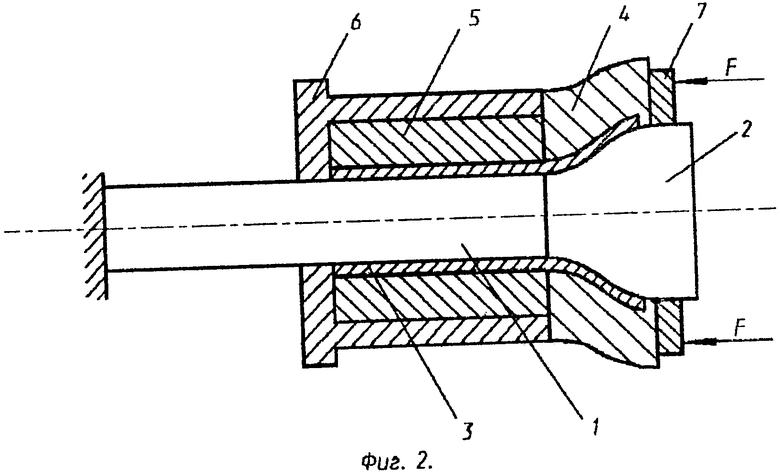
Сущность изобретения поясняется графическими материалами. На фиг. 1 изображена схема предлагаемого устройства до штамповки; на фиг. 2 - схема предлагаемого устройства после раздачи концов труб.
Устройство содержит штангу 1, на свободном конце которой установлен пуансон 2, и трубную заготовку 3. На заготовке 3 соосно и последовательно друг за другом установлены две втулки 4 и 5, без зазора между наружной поверхностью трубной заготовки и внутренней поверхностью втулок. Ближайшая к пуансону втулка 4 выполнена из более пластичного материала, чем материал заготовки. Торцовые части обеих втулок контактируют с подвижной траверсой 6. На пуансон 2 установлено кольцо 7 для съема готовой детали с втулками.
Устройство работает следующим образом. На направляющую штангу 1 устанавливают последовательно траверсу 6, трубную заготовку 3, втулки 5 и 4, пуансон 2. При подаче усилия Р на траверсу 6 начинается ее перемещение вдоль штанги 1 вместе с трубной заготовкой 3 и втулками 4 и 5. По мере перемещения трубная заготовка 3 и втулка 4 деформируются и соответственно растет давление втулки на заготовку по нормали к ее внешней поверхности. Это препятствует потере устойчивости стенки трубы при ее раздаче. После окончания формообразования усилие Р на траверсу снимают и прикладывают усилие F на кольцо, вследствие чего заготовка и втулки снимаются с пуансона.
Предложенное устройство было опробовано при раздаче трубы из материала Амг-2М, с внутренним диаметром трубы 25 мм и толщиной стенки трубы 1 мм. Для обжимной втулки был выбран материал - свинец, толщина стенки втулки 5 мм.
В результате применения предлагаемого устройства для раздачи концов труб на 20% возросла величина предельного формоизменения труб, без гофров, образующихся в результате потери устойчивости материала труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122481C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122913C1 |
| СПОСОБ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122912C1 |
| СПОСОБ РАЗДАЧИ КОНЦОВ ТРУБ | 1998 |
|
RU2158646C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2152285C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2104815C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| СПОСОБ РАЗДАЧИ ТРУБ | 1998 |
|
RU2158645C2 |
| ПУАНСОН ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2127165C1 |
Изобретение относится к штамповке деталей из трубных заготовок и может быть использовано для раздачи концов труб. Устройство содержит неподвижно закрепленную штангу, на которую последовательно установлены траверса, трубная заготовка и пуансон. На трубную заготовку соосно и последовательно друг за другом установлены две втулки без зазора между их внутренними поверхностями и наружной поверхностью заготовки. При подаче усилия на траверсу начинается ее перемещение вдоль штанги вместе с трубной заготовкой со втулками. По мере перемещения трубная заготовка и ближайшая к пуансону втулка деформируются. При этом растет давление втулки на заготовку по нормали к ее внешней поверхности, что препятствует потере устойчивости стенки трубы при ее раздаче. 2 ил.
Устройство для раздачи концов труб, содержащее неподвижно закрепленную штангу, предназначенную для размещения на ней трубной заготовки и несущую на свободном конце пуансон, траверсу, выполненную с возможностью перемещения вдоль штанги, отличающееся тем, что оно снабжено двумя втулками, установленными на заготовку соосно и последовательно друг за другом без зазора между наружной поверхностью трубной заготовки и их внутренними поверхностями, причем ближайшая к пуансону втулка выполнена из материала более пластичного, чем материал трубной заготовки.
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122913C1 |
| Устройство для раздачи труб спОдпОРОМ | 1979 |
|
SU810343A1 |
| Штамп для раздачи тонкостенных труб | 1983 |
|
SU1131577A1 |
| Устройство для раздачи тонкостенных конических заготовок | 1982 |
|
SU1044387A1 |

