(54) УСТАНОВКА ДЛЯ ЛЮЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Переставитель стеклянных изделий | 1979 |
|
SU789445A1 |
| Установка для изготовления стеклоизделий молированием | 1990 |
|
SU1735211A1 |
| Устройство для прессования стеклоизделий | 1986 |
|
SU1636353A1 |
| Устройство для получения изделий из листового винипласта | 1960 |
|
SU139075A1 |
| ЛЕНТОЧНЫЙ ТРАНСПОРТЕР-ПЕРЕГРУЗЧИК ФОРМОДЕРЖАТЕЛ Ей | 1969 |
|
SU238776A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В СЪЕМНОЙ ТАРЕ | 1973 |
|
SU389767A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| ЗАГРУЗЧИК СТЕКЛОИЗДЕЛИЙ | 1971 |
|
SU301314A1 |
| Линия для отделения колпачков и обработки края стеклянной сортовой посуды | 1982 |
|
SU1097569A1 |
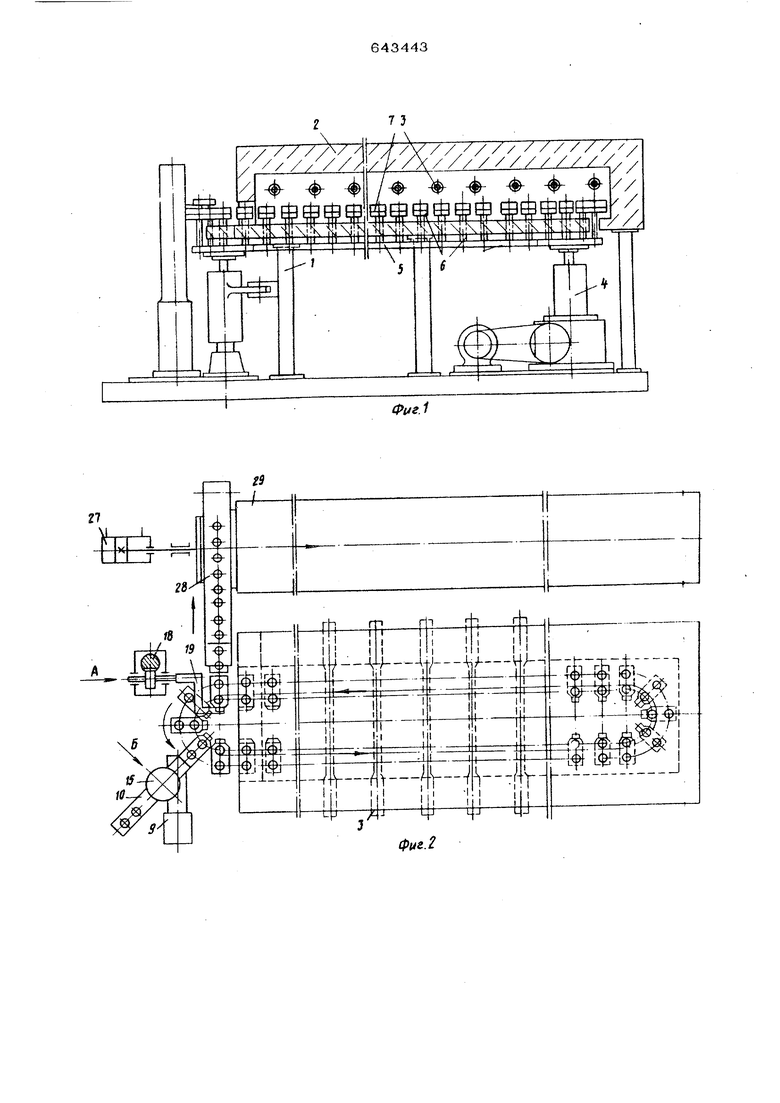
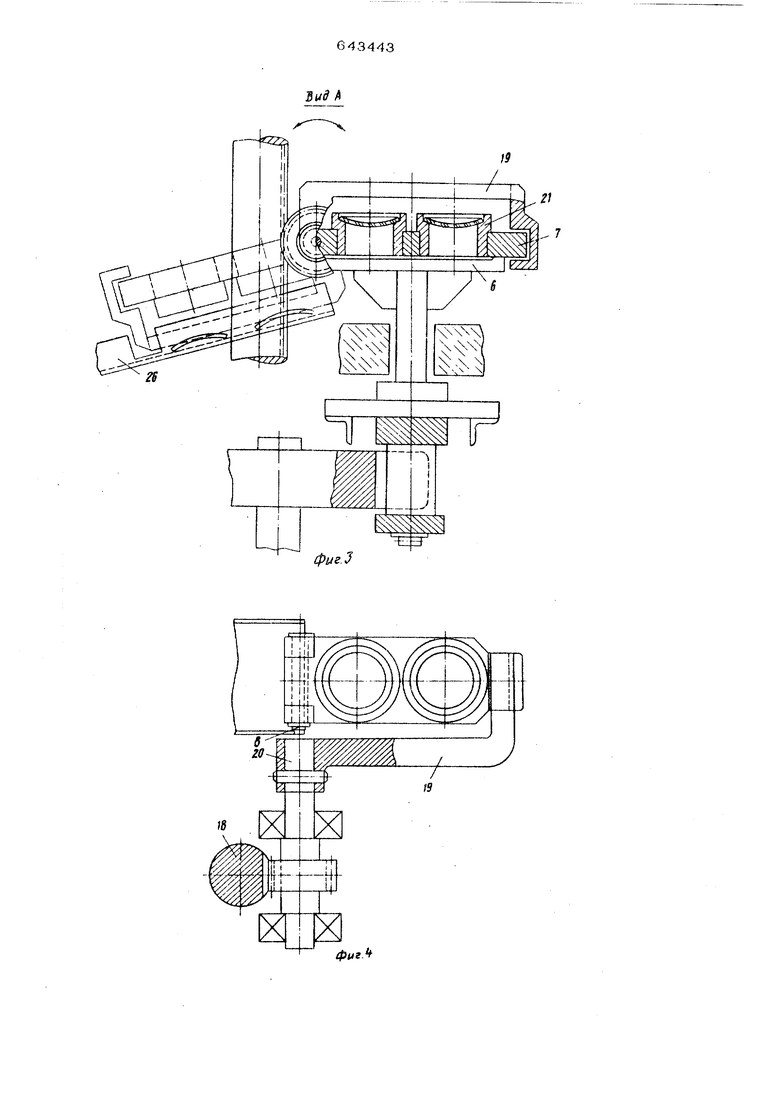
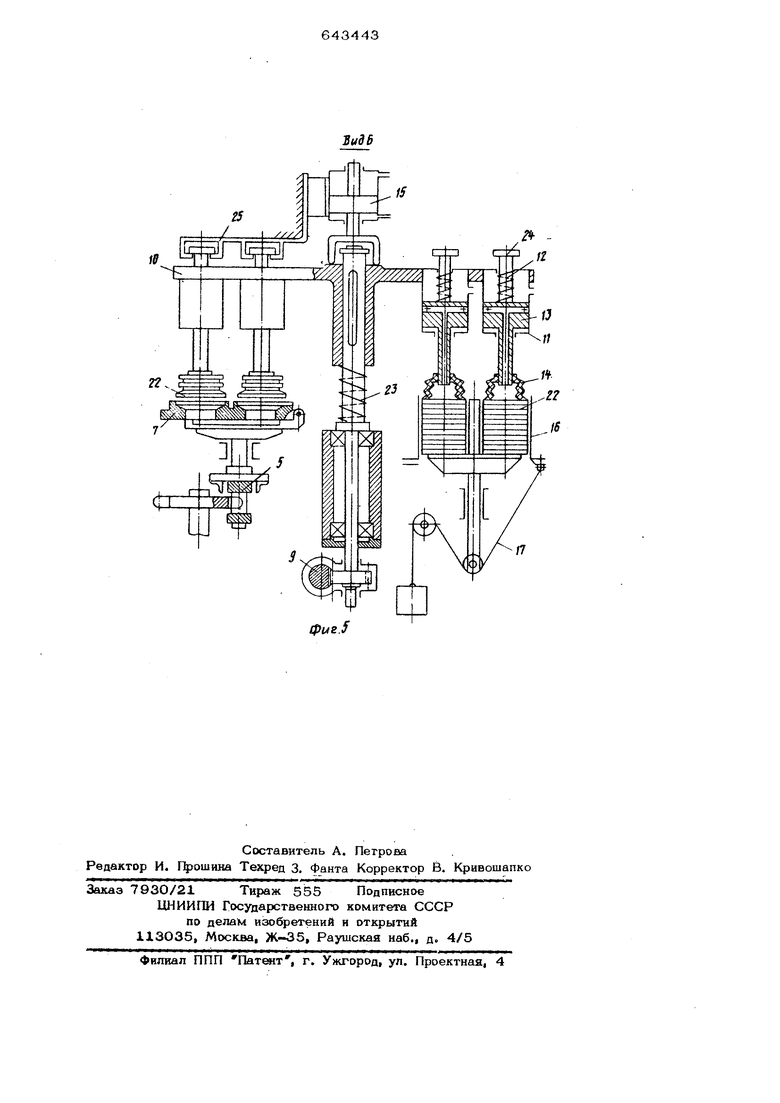
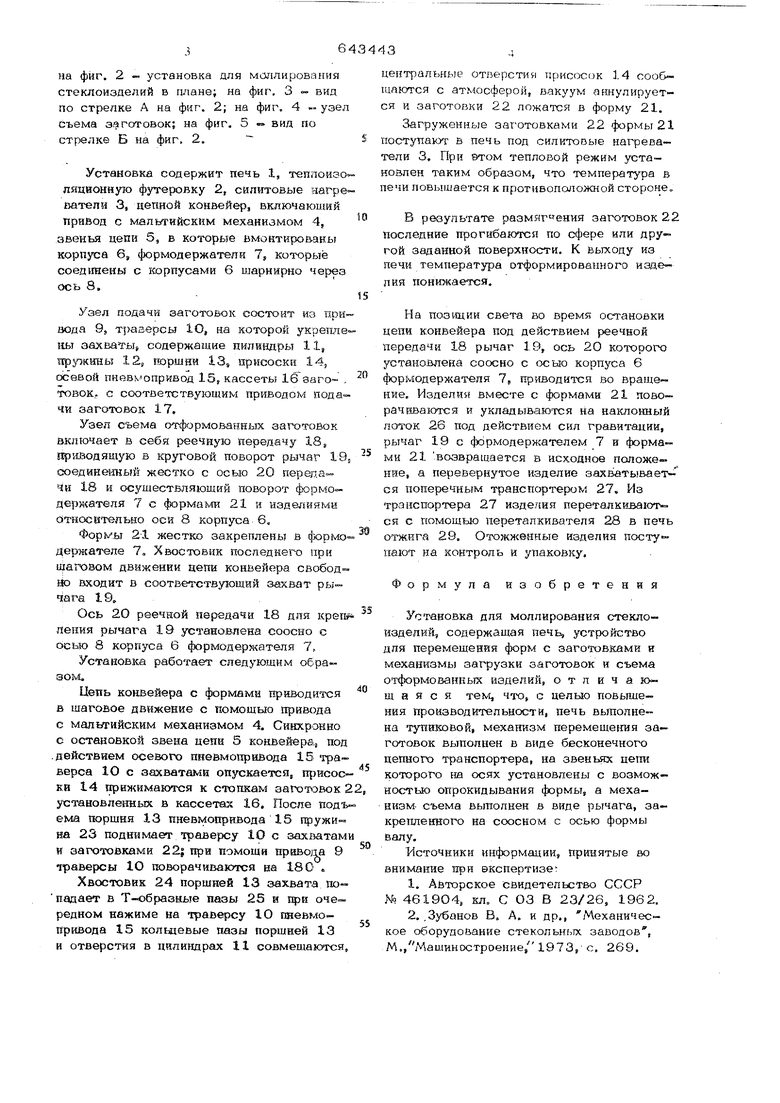
Изобретение относится к области про- нэводства стеклоизделий моллированняВ настоящее время такве изделаяе вак рефлекторы, защитные стекла приборов, светозашятвые очковые линзы и другие, производят сгюсобом моллироваквя. Известно устройство для моллировання стеклонзделий круглой формы, у которой печное пространство представляет собой замкнутый по кругу канал, внутри которо го перемещаются формы моллнрования с вакуумным отсосом, укрепленные на вращающемся стекле l. Недостатком известного устройства являете его малая производительность, необходимость для установки его боль- июй производственной плошади, нествбвль ность в работе, что приводят к снижению качества изготовляемых изделий. Наиболее близким по технической сущности и достигаемому результату к предложенному изобретению является установка для моллирования стеклоизделий, со- держащая печь, устройство дяя перемещения форм с заготовками и механизмы за - грузки заготовок и съема отформованных изделий 2. Недостатком известной установки является ее малая производительность изза большого количества брака по посечке, коробленшо и трещинам, причиной которых является прием стеклоизделий в холодную форму, Цель изобретения - повыщение производительности установки. Поставленная цель достигается тем, что в предложенной установке для моллировання стеклоизделий печь выполнена тупкховой, механизм перемещения заготовок выполнен в виде бесконечного цепного транспортера на звеньях иепи которого ва осях установлены с вoзмoжнocтIJfJ опрокидывания формы, а механизм съема выполнен в виде рычага, закрепленноЕХ) на соосном с осью формы валу. На фиг. 1 изображен продольный разрез установки для моллирования изделий; на фиг. 2 - установка для моплирования стеклоизделий в плане; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг, 4 .« узел съема заготовок; на фиг. 5 вид по стрелке Б иа фиг. 2. Установка содержит печь 1, теплоизоляционную футеровку 2, силитовые нагреватели 3, цепной конвейер, включающий привод с мальтийским механизмом 4, звенья цепи 5, в которые вмонтиров-аны корпуса 6, формодержатели 7, которые соед1гаены с 1а рпусами 6 шарнирно через ось 8. Узел подачи заготовок состоит из при вода 9j траверсы Ю, на которой укрепле ны захваты содержащие цилиндры 11, npjoKHHbs 12, гторшни 13, нрисоски 14, ссевой пневкопрявод 15, кассеть5 Хб ааго- , товок. с соответствующим приводом подачи заготовок 17. Узел съема отфгэрмованньзх заготовок включает в себя реечную передачу 18, Пр 1Водящую в круговой поворот рычаг 19 соединенный жестко с осью 20 передачи 18 и осуществляющий поворот формо- держателя 7 с формами 21 и изде/ йями атносвтельно оси 8 корпуса 6. Форьы 21 жестко закреплены в (|юрмодержателе 7„ Хвостовик последнего при шаговом движении цепи конвейера свобод йо входит в соотвеп ствующий захват рычага 19, Ось 20 реечной передачи 18 для креш пения рычага 19 установлена соосно с осью 8 корпуса 6 формодержателя 7, Установка работает следующим обраЦепь конвейера с формами приводится в шаговое движение с помощью привода с мальтийским механизмом 4. Синхронно с остановкой звена цепк 5 коцвейера. под .действием сюевого пневмопривода 15 траверса 10 с захватами опускается, щ)исос- к;в 14 прижимаются к стопкам заготовок 2 установленных в кассетах 16, После подъ ема поршня 13 пневмопривода 15 пружи«« на 23 поднимает траверсу 10 с и заготовками 22| при помощи нравояа 9 траверсы 10 поворачиваются ва 180 . Хвсхзтовик 24 поршней 13 захвата по падйет в Т-образные пазы 25 и при оче редном нажиме на траверсу 10 пневмопривода 15 колвдевые пазы поршней 13 и отверстия в цилиндрах 11 совмещаются. ентральные отверстия 14 сообаются с атмосферой, вакуум аннулируетя и заготовки 22 ложатся в форму 21. Загруженные заготовками 22 формы 21 оступают В печь под силитовые нагреваели 3, При 8ТОМ тепловой режим устаовлен таким образом, что температура в ечи повышается к противоположной стороне, В результате размягчения заготовок 22 последние прогибаются по сфере или другой заданной поверхности, К выходу из печи температура отформированного изделия понижается На ПО31ЩИИ света во время остановки цепи конвейера под действием реечной передачи 18 рычаг 19, ось 20 которого установлена соосно с х;ью корпуса 6 форк-юдержателя 7, приводится во вращение. Изделия вместе с формами 21 поворачиваются и укладываются на наклонный лоток 26 под действием сил гравитации, рычаг 19 с формодержателем 7 и формами 21 возвращается в исходное положеНив, а перевернутое изделие захватывает- ся поперечным транспортером 27. Из транспортера 27 изделия переталкавают« ся с помощью перетаякивателя 28 в печь о-тжига 29, Отожженные изделия поступают на контроль и упаковку. Формула изобретения Установка для моллирования стеклоизделий, содержащая печь, устройство для перемещения форм с заготовками и механизмы загрузки заготовок и съема отформованных изделий, о т л и ч а ю- щ а я с я тем, ччхэ, с целью повыще- НИН производительности, печь выполнена тупиковой, механизм перемещения заготовок выполнен в виде бесконечного цепного транспортера, на звеньях непи которого на осях установлены с возможностью опрокидывания формы, а механизм- съема выполнен в виде рычага, закрепленного на соосном с осью формы валу. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 4619О4, кл„ С ОЗ В 23/26, 1962. 2..Зубанов В. А. и др., Механическое оборудование стекольных заводов, М.,Машиностроение, 1973,- с, 269.
4Ve/
19
К
фиг.У
fj
