Изобретение относится к способу моллирования или изгибания стеклянных панелей, причем указанный способ включает опирание стеклянной панели на шаблон гибки, перемещение стеклянной панели, а также ее шаблона на каретке из одной секции предварительного нагрева в другую, и повышение температуры стекла в следующих секциях предварительного нагрева до температуры, почти равной температуре моллирования, перемещение стеклянной панели, а также ее шаблона в секцию моллирования для гибки в ней стеклянной панели, с последующим охлаждением гнутой стеклянной панели.
Изобретение относится также к печи для моллирования, содержащей ряд шаблонов и кареток для транспортировки шаблонов, торцевые стенки которых разделяют печь на последовательные секции предварительного нагрева, секцию моллирования и секции охлаждения предпочтительно за секциями предварительного нагрева.
Такие способы и печи известны из патентных публикаций US 4986842, US 5437704 и US 5472469. В первой из них описывается способ извлечения интенсифицированным способом тепла, образовавшегося при охлаждении стеклянных панелей в отделениях печи, расположенных вблизи загрузочного и разгрузочного конца печи. Во всех трех публикациях описывается, как в реальных секциях предварительного нагрева, в которых стеклянная панель нагревается до температуры, почти равной температуре моллирования, осуществляется нагрев верхним радиационным нагревом и дополнительным использованием тепла, высвободившимся при охлаждении стеклянных деталей, которое передается естественной или вынужденной конвекцией через дно кареток, транспортирующих шаблоны, из секции охлаждения в секцию предварительного нагрева. Эта схема весьма функциональна, когда печь работает непрерывно на полную мощность. Если, напротив, печь работает при неполной мощности или находится в начале работы (с первыми стеклянными деталями), то между верхним и нижним стеклами развивается препятствующая сгибанию разница температур, так как на нижней дорожке, выделяющего тепло стекла, нет. Разница температур, препятствующая сгибанию, может также создаться, когда температура стеклянной детали, находящейся на нижней дорожке, недостаточно высока.
В технике моллирования, основанной на кольцевом шаблоне и сгибанием под действием силы тяжести, важно, чтобы верхнее и нижнее стекла были нагреты равным образом как в вертикальном, так и в горизонтальном направлениях, перед началом настоящей гибки, и, возможно, в этом процессе требуется контролируемое приложение тепла.
Задачей изобретения является создание способа и печи вышеуказанного типа, где стекло или пара стеклянных панелей, которые должны быть нагреты, могут быть быстро разогреты почти до температуры моллирования в равной степени как в вертикальном, так и в горизонтальном направлениях.
Эта задача достигается способом, какой изложен в пункте 1 формулы изобретения, и печью для моллирования, какая изложена в пункте 5. Зависимые пункты раскрывают предпочтительные варианты выполнения изобретения.
Далее будет более подробно описан один типичный вариант осуществления изобретения со ссылками на прилагаемые чертежи, на которых:
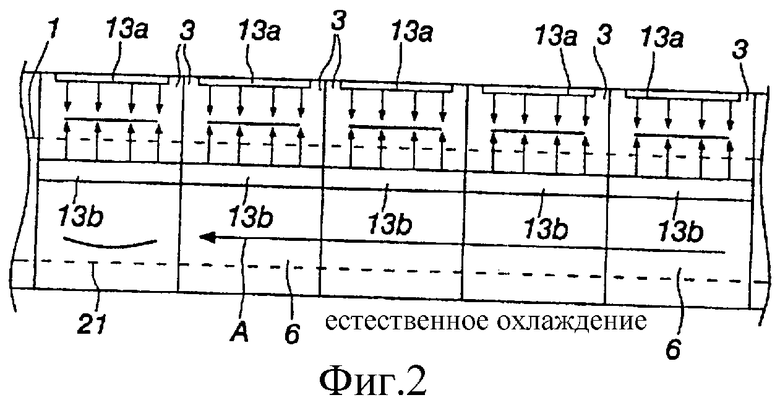
На фиг.1 показан входной край верхней дорожки и выходной край нижней дорожки в устройстве согласно изобретению;
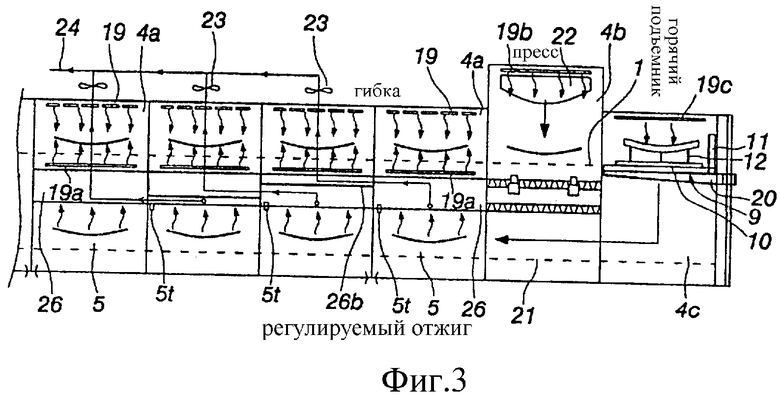
На фиг.2 показана средняя секция верхней дорожки и средняя секция нижней дорожки в печном агрегате согласно изобретению, т.е. зона, к которой относится изобретение и которая более детально представлена на фиг.4;
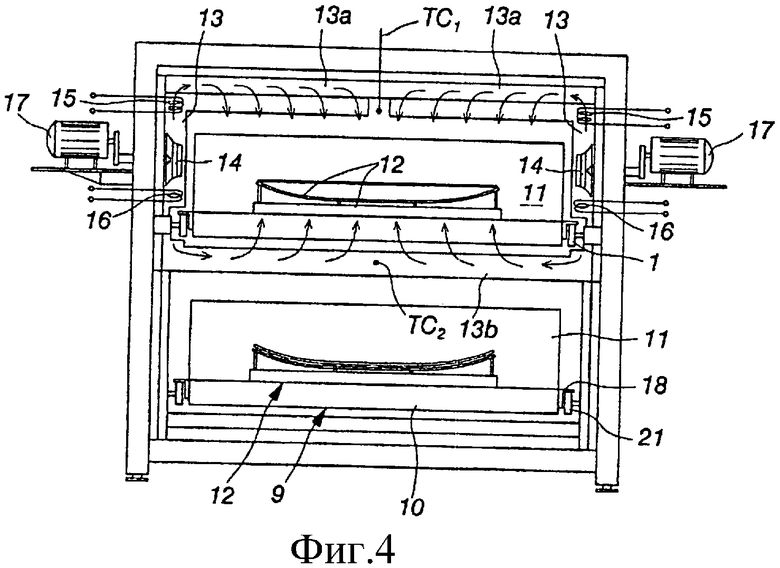
На фиг.3 показан выходной край верхней дорожки и входной край нижней дорожки в печном агрегате согласно изобретению, причем сечения, показанные на фиг.1, 2 и 3, поставленные последовательно, составляют полный печной блок;
На фиг.4 показан поперечный разрез с фиг.2 в большем масштабе, изображающий контролируемую циркуляцию и нагрев конвекцией нагревающего воздуха.
Печной агрегат содержит верхнюю дорожку 1 каретки шаблонов, которая несет последовательные каретки 9 шаблонов, головная или концевая стенка 11 которых отделяет друг от друга последовательные секции 2, 3 предварительного нагрева и ряд последовательных секций гибки 4a, 4b. Каретки 9 шаблонов выполнены так, чтобы перемещаться с остановками на конечную секцию 4b гибки, потолок которой снабжен поднимаемым и опускаемым пуансоном 22. Нижняя дорожка 21 каретки шаблонов проводит последовательные каретки 9 шаблонов под каретками шаблонов верхней дорожки 1. Каретки 9 шаблонов нижней дорожки 21 имеют головные и концевые стенки 11, отделяющие последовательные секции охлаждения 5, 6, 7 друг от друга. Каретки шаблонов 9 нижней дорожки 21 выполнены так, чтобы они могли перемещаться с остановками в противоположном направлении относительно направления транспортировки кареток шаблонов, находящихся в верхней дорожке для каретки шаблонов.
Каждая каретка 9 шаблонов содержит шаблон 12 моллирования, поддерживаемый кареткой 9 шаблонов. Две стеклянные панели помещают на шаблон 12 моллирования, когда каретка 9 шаблонов находится снаружи печи в секции 8 загрузки. Каретка 9, шаблон 12 и пара стеклянных панелей, которые должны быть изогнуты, поднимают посредством подъемника, имеющегося в секции 8a, расположенной за секцией 8 загрузки на верхнюю дорожку 1, причем каретки шаблонов перемещаются с остановками на расстояние, по существу равное длине каретки, за один проход к секции 4b гибки. Первыми в этом переходе являются секции 2 предварительного нагрева, в которых нагрев основан на вынужденной конвекции, причем тепловая энергия поступает от стеклянных панелей, охлаждаемых в это время вынужденной конвекцией в расположенных ниже секциях 7 охлаждения. Таким образом, в секции 7 охлаждения можно ускорить охлаждение стеклянных панелей, которые должны быть охлаждены, а в секциях 2 нагрева можно ускорить нагрев стеклянных панелей, которые должны быть нагреты, притом, что тепловая энергия охлаждаемых стеклянных панелей может быть использована в большей мере, чем ранее. Конструкция и работа секций 2 и 7 более подробно описаны в патентной публикации US-4986842. Различие состоит в том, что в первую 2а секцию предварительного нагрева горячий воздух подается посредством воздуховода 24 из секций 5 охлаждения у переднего конца нижней дорожки, каждая из которых индивидуально снабжена регулируемой циркуляцией охлаждающего воздуха посредством вытяжных вентиляторов 23. Поскольку секции 5 снабжены циркуляцией охлаждающего воздуха, регулируемой индивидуально, стеклянная панель может быть охлаждена требуемым образом и обеспечена достаточно высоким краевым напряжением.
Число секций 2 нагрева, в зависимости от степени регенерации тепла, может составлять 3-6, и стеклянная панель достигает в них температуры 230°C-300°C перед переходом в следующую секцию 2 предварительного нагрева. Однако для снижения полного числа секций, все секции 2 могут быть заменены описываемыми ниже секциями 3 предварительного нагрева.
Из секций 2 каретки 9 верхнего яруса поступают в секции 3 предварительного нагрева, в которых основной нагрев стеклянных панелей осуществляется путем вдувания горячего воздуха в результате вынужденной конвекции.
В секциях предварительного нагрева 3 (фиг.2 и 4) нагрев осуществляется главным образом путем вдувания горячего воздуха, прикладываемого путем вынужденной конвекции к обеим сторонам стеклянной панели.
Горячий воздух, используемый при вдувании путем вынужденной конвекции, циркулирует через термические сопротивления 15 и 16, установленные в каналах 13 течения, имеющихся в стенках печи. Секции 3 предварительного нагрева включают верхние 13a каналы циркуляции воздуха и нижние 13b каналы циркуляции воздуха, которые снабжены отверстиями или насадками на противоположных сторонах стеклянной панели для распределения струй горячего воздуха по существу равномерно по всей площади стеклянной панели и для направления воздушных струй к верхней и нижней сторонам стеклянной панели. Вентиляторы 14, соответствующие каналам 13a и 13b, выводят воздух из секций 3 предварительного нагрева и продвигают его через термические сопротивления 15, 16, после чего нагретый воздух будет вдуваться к противоположным сторонам стеклянной панели давлением, образуемым вентиляторами 14.
Мощности термических сопротивлений 15 и 16 приспособлены для индивидуальной установки, в результате чего температура воздуха, вдуваемого на верхнюю и нижнюю стороны стеклянной панели, может регулироваться раздельно. Принимая во внимание контролируемую регулировку, температуры воздуха, обдуваемого верхнюю и нижнюю сторону стеклянной панели, измеряются по отдельности посредством термопар TС1 и TС2. Кроме установки температуры, регулироваться может также соотношение между верхней и нижней конвекцией путем регулирования мощности вдувания. Этот способ позволяет нагреть верхнюю и нижнюю стеклянную панели пары стеклянных панелей до, по существу, равной температуры.
Предварительный нагрев, осуществляемый в секциях 3, отличается от регенерации тепла, проводимой в секциях 2, в том смысле, что горячий воздух, вдуваемый путем вынужденной конвекции в секции 2, берет начало из нижних секций 7, в то время как горячий воздух, вдуваемый в секции 3, выходит из тех же самых секций 3 и нагревается сопротивлениями 15, 16 при циркулировании через них.
Число секций 3 предварительного нагрева составляет обычно 3-6. Из секций 3 предварительного нагрева стеклянная панель проходит на секцию 4a предварительной гибки, когда температура стекла составляет, например, около 530-550°C.
Показанная печь является гравитационной для простых форм гибки и печью типа пресс-моллирования для сложных форм. За последней секцией 3 предварительного нагрева расположен ряд секций 4a предварительной гибки, в которых температура пары стеклянных панелей поднимается до такой степени, что эта пара стеклянных панелей начинает гнуться в сторону кольцевого шаблона 12, на который она опирается. При температуре моллирования стекло очень чувствительно к изменениям температуры, так что изменение всего на несколько градусов имеет мощный эффект на его способность гнуться. Это может использоваться в секциях 4 гибки путем установки панелей 19 с резистивными элементами для приложения к стеклу регулируемого температурного профиля, при котором нагрев желаемых зон усилен по сравнению с другими зонами. Таким образом, в изобретении стеклянная панель сначала поддерживается при соответствующей температуре с помощью вынужденной конвекции до момента, когда в секции гибки производится быстрое приложение или концентрирование тепла. На промежуточном перекрытии 26 имеются нагревательные элементы 19a излучательного типа, расположенные под плоскостью, образованной перекрытиями 10 кареток 9. Нагревательные элементы 19a излучательного типа нагревают низ одной из двух стеклянных панелей, находящихся в секциях 3, через решетчатую структуру 10 каретки 9. Перекрытие 10 не обязательно должно иметь полностью решетчатую структуру, так как оно может быть частично закрытым, например, тонкими перфорированными плитами, сеткой или тому подобным, которые пропускают как конвективный воздух в предшествующие секции 2 и 3, так и радиационное тепло от нагревательных элементов 16. Число секций 4a предварительной гибки достаточно, в том смысле, что сгибание под действием силы тяжести в последней секции 4a предварительной гибки обеспечивает конечную форму изгиба в случае простых форм моллирования и почти конечную форму изгиба в случае сложных форм моллирования. В последнем случае моллирование заканчивают с применением поднимающегося и опускающегося пуансона 22, расположенного в секции 4b гибки для прессования законченной формы. Сопротивления 19b используются для поддержания пуансона 22 при достаточно высокой температуре. Температура гибки стекла находится в интервале 590-635°C.
Между секциями 4a и секциями 5 охлаждения ниже них находится промежуточное перекрытие 26, которое посредством деления на отсеки снабжено системой каналов для циркулирования охлаждающего воздуха. При трех последовательных секциях 5 охлаждения промежуточное перекрытие 26 имеет на одной стороне впускной канал для охлаждающего воздуха, который может иметь стандартный размер или быть механически регулируемым по размеру. Промежуточные полки 26b, снабженные промежуточными перекрытиями 26, используются для обеспечения промежуточных перекрытий 26 несколькими последовательными и разделенными проточными секциями для охлаждающего воздуха, посредством которых поток охлаждающего воздуха можно регулировать отдельно. Каждый вентилятор 23 имеет собственные характеристики вдувания, регулируемые с помощью обратного преобразователя. Следовательно, характеристики охлаждения последовательных зон охлаждения и/или секций 5 могут регулироваться индивидуально.
Нижние поверхности промежуточных ярусов 26, оборудованные отсеками течения охлаждающего воздуха, или навесы в соответствующих секциях 5 охлаждения снабжены термопарами 5t для измерения температуры стекол и раздельного регулирования работы вытяжных вентиляторов 23 охлаждающего воздуха. В секциях 5 охлаждения стекло обычно охлаждается до температуры в интервале 450-500°C.
За секциями охлаждения 5 каретки 9 шаблонов выполнены так, что способны перемещаться без остановок за один проход под рядом секций 3 предварительного нагрева мимо секций 6, как указано стрелкой A на фиг.2. Во время этого прохода будет происходить небольшое естественное охлаждение, пока не будут достигнуты секции 7, в которых охлаждение усиливается вынужденной конвекцией.
Охлажденные стеклянные панели выгружают из секции 8b сбоку. Для этого секция 8b снабжена подъемником 25, цилиндры 25b которого, опирающиеся на шарнирный домкрат 25a, поднимают стеклянную панель с шаблона на подставки 25c. Таким образом, стеклянная панель может быть подхвачена с верха подставок 25c движущимся поперек люлечным конвейером (не показан).
Если пару стеклянных панелей гнут в желаемую форму (простые формы моллирования) еще на конечной 4a секции гибки под действием силы тяжести, она будет перемещаться непосредственно через секцию 4b пресс-моллирования в подъемный отсек 4c. Если необходимо (более сложные формы моллирования), проводится процесс пресс-моллирования в секции 4b с помощью пресс-формы 22, после чего следует перемещение каретки 9 в подъемную секцию 4c, в которой каретка 9 опускается посредством лифтового механизма 20 с верхней дорожки 1 на нижнюю дорожку 21. В этой точке охлаждения пары стеклянных панелей все еще не происходит из-за наличия нагревательных сопротивлений 19c излучательного типа, чтобы начать контролируемое охлаждение в первой секции 5 охлаждения.
Способ согласно изобретению может применяться также в печи предварительного нагрева для заднего стекла, а также в туннельной печи высокой мощности. В печах этого типа невозможно использовать тепло, выделенное в нижней дорожке.
Предпочтительным размещением термопар TС1 и TС2 являются воздушные каналы 13a и 13b.
Решение согласно изобретению обладает следующими преимуществами:
- предварительный нагрев на основе конвекции обеспечивает согласованный предварительный нагрев верхнего и нижнего стекла (при эксплуатации - внутреннего и внешнего стекла). Шаблон нагревают одновременно со стеклом;
- стекло, отсутствующее на нижней дорожке 21, или более холодное стекло, присутствующее на нижней дорожке, не влияет на стекло, нагретое на верхней дорожке 1;
- тепло, выделившееся на нижней дорожке 21, может использоваться при желании в циркуляции воздуха, имеющегося на верхней дорожке 14;
- температура воздуха, направленного на верхнее и нижнее стекло, может регулироваться индивидуально с помощью сопротивлений 15, 16, находящихся в системе каналов, а также с помощью термопар TС1 и TС2;
- предварительный нагрев на основе конвекции обеспечивает улучшенный теплоперенос в цветных или имеющих покрытие ветровых стеклах;
- предварительный нагрев на основе конвекции уменьшает мощность, необходимую для нагрева стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГИБАНИЯ ЛИСТОВОГО СТЕКЛА | 2014 |
|
RU2550611C1 |
| СПОСОБ МОЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2009107C1 |
| СПОСОБ НАГРЕВА СТЕКЛЯННЫХ ПАНЕЛЕЙ В ПЕЧИ ДЛЯ ЗАКАЛКИ, ОСНАЩЕННОЙ РОЛИКАМИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2281922C2 |
| УСТРОЙСТВО ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 1996 |
|
RU2096352C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2009 |
|
RU2521995C2 |
| Устройство для моллирования стеклянных листов | 1987 |
|
SU1577692A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕНТРАТОРА МЯГКОГО РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2010 |
|
RU2431614C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558839C1 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1087476A1 |
| СПОСОБ ИЗГИБАНИЯ И ЗАКАЛКИ СТЕКЛЯННЫХ ЛИСТОВ (ВАРИАНТЫ) И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2122528C1 |
Изобретение относится к способу и печи для моллирования стеклянных панелей. Технический результат изобретения заключается в создании способа нагрева стекла до температуры моллирования в равной степени как в горизонтальном, так и в вертикальном направлениях. Стеклянную панель размещают на шаблоне гибки и перемещают ее через секции предварительного нагрева. В секциях предварительного нагрева стеклянную панель нагревают вдуванием горячего воздуха, направленного к нижней и верхней сторонам стеклянной панели. Воздух циркулирует через нагревательные элементы, снабженные электрическими сопротивлениями. Горячий воздух нагревает стеклянные панели в секциях предварительного нагрева до температуры между 530 и 590°С. Затем стеклянные панели перемещают в секцию гибки с последующим охлаждением гнутой панели. 2 н. и 5 з.п. ф-лы, 4 ил.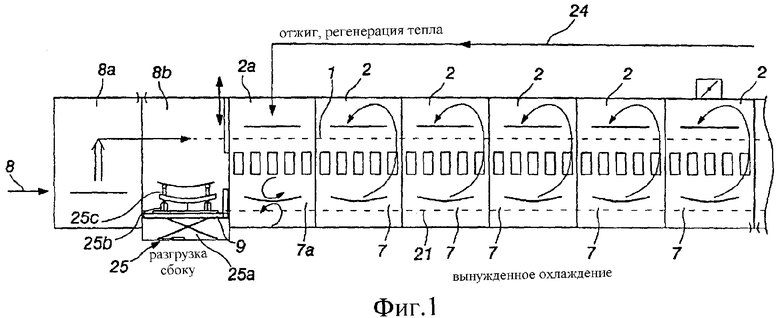
| US 4986842 A, 22.01.1991 | |||
| Релейное устройство | 1973 |
|
SU721922A1 |
| Автоматический электромагнитный переключатель для переключения полюсов динамо машины при изменении направления вращения последней | 1929 |
|
SU30340A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ СТЕКЛА | 1989 |
|
SU1630229A1 |
| US 4505671 A, 19.03.1985. | |||

