Изобретение относится к области изготовления правящего инструмента, преимущественно к изготовлению инструмента для правки абразивных кругов.
Наиболее качественная правка абразивных кругов при шлифовании деталей с высокими требованиями к их геометрическим параметрам достигается известным инструментом для правки шлифовальных кругов - алмазно-металлическими карандашами с монокристаллом алмаза или с несколькими кристаллами, расположенными цепочкой (Основы проектирования и технология изготовления абразивного и алмазного инструмента/Под ред. В.Н.Бакуля. М.: Машиностроение, 1975, с. 255, рис. 96 и с. 256, табл.41 тип Ц).
Минимальная масса режущих элементов в этом инструменте составляет 0,03-0,05 карата, что соответствует их размерам в продольном направлении, равном 1,4 - 1,8 мм.
При центральном расположении режущих элементов в инструменте долговечность такого инструмента очень мала, т.к. в инструменте, выполненном в виде цилиндра с конусом в его рабочей части, вершиной которого является режущий элемент, этот режущий элемент закрепляется недостаточно надежно, а это приводит к тому, что режущий элемент выпадает из корпуса, использовав полезно только одну треть своей величины. Поэтому практически алмазный инструмент такого типа обеспечивает удовлетворительные результаты тогда, когда масса режущего элемента составляет не менее 0,08-0,10 карата, что соответствует его размерам в продольном направлении, равном 2,0 - 2,3 мм, которые являются более дорогими.
Более надежно удерживаются режущие элементы в алмазно-металлических карандашах типа C и H (Основы проектирования и технология изготовления абразивного и алмазного инструмента /Под ред. В.Н.Бакуля. М.: Машиностроение, 1975, с. 256, Исполнение 1).
Этот инструмент для правки шлифовальных кругов содержит корпус и закрепленные в нем режущие элементы, расположенные соосно друг другу в продольном направлении и смещенные по высоте на величину, превышающую размер режущего элемента в продольном направлении, при этом режущие элементы расположены неперекрывающимися слоями.
Этот инструмент для правки шлифовальных кругов принят нами за прототип. Такой инструмент применяется при тяжелых условиях правки, при больших съемах абразива, т.к. в процессе правки принимают участие все режущие элементы одного слоя, чем обеспечивается более высокая производительность правки и лучшее удержание режущих элементов в корпусе инструмента.
Однако такой инструмент не может быть использован для правки шлифовального круга при шлифовании отверстия детали или при шлифовании наружных или внутренних профильных поверхностей, например, при шлифовании дорожек качения колец шариковых подшипников. Объясняется это тем, что при использовании на операции шлифования отверстия (или профильной поверхности) карандашей типа C или H в правке могут участвовать как один режущий элемент; так и несколько элементов одновременно. Это приводит к дестабилизации процесса правки и, следовательно, процесса шлифования, что приводит соответственно к дефектам обработки (нестабильность геометрических параметров, прижоги на обработанной поверхности и т.п.).
В основу изобретения поставлена задача такого совершенствования инструмента для правки шлифовальных кругов, при котором за счет выбора определенного расположения режущих элементов и заявляемого соотношения размеров элементов конструкции обеспечивается возможность правки строго поочередно одним режущим элементом, что обеспечивает расширение технологических возможностей правящего инструмента, т.е. возможность использования его на операциях шлифования отверстия и профильного шлифования.
Для решения этой задачи в известном инструменте для правки шлифовальных кругов, в корпусе которого вдоль оси слоями установлены режущие элементы, причем шаг между слоями равен величине, превышающей наибольший размер режущего элемента в продольном направлении, согласно изобретению в слоях режущие элементы размещены на окружностях, центры которых находятся на оси инструмента, при этом наибольший размер в продольном направлении каждого режущего элемента выбран по формуле:
где
h - наибольший размер режущего элемента в продольном направлении;
d - диаметр окружности, на которой расположены режущие элементы в одном слое;
n - количество режущих элементов в одном слое.
Предложенная конструкция инструмента для правки шлифовального круга имеет преимущество перед известными, заключающееся в том, что после использования у правящего инструмента в процессе его эксплуатации одного режущего элемента и при повороте инструмента вокруг его оси на 360/n градусов, вступает в работу новый режущий элемент, т.е. режущие элементы участвуют в правке строго поочередно, чем обеспечивается возможность использования заявляемого инструмента для правки шлифовальных кругов на операциях внутреннего и профильного шлифования, а это расширяет технологические возможности правящего инструмента.
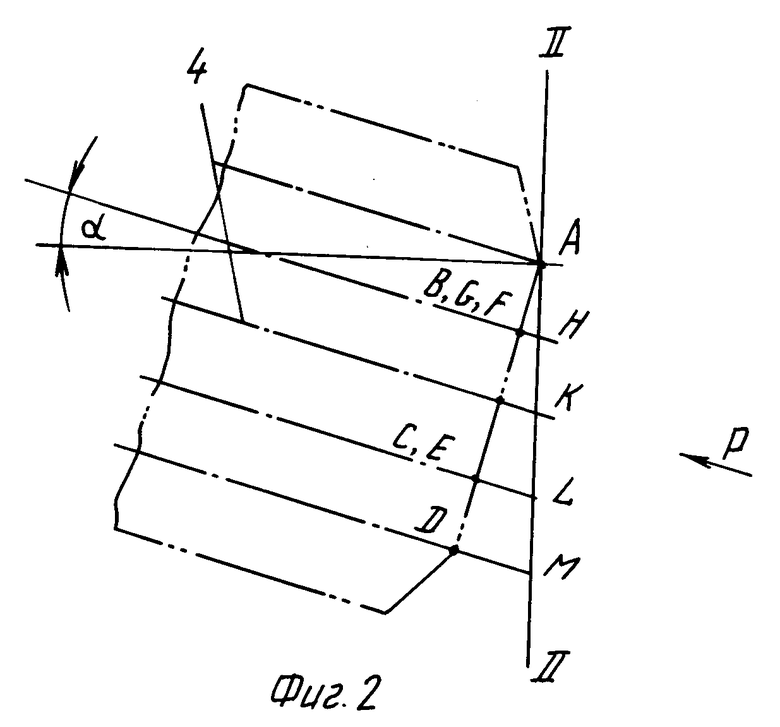
На фиг.1 показан общий вид прелагаемого инструмента для правки шлифовальных кругов в момент правки им шлифовального круга и их взаимное расположение; на фиг.2 - схема продольного разреза инструмента для правки шлифовального круга; на фиг.3 - вид. P на фиг.2.
Инструмент для правки шлифовального круга (фиг.1) состоит из металлического корпуса 1 со вставкой 2 с режущими элементами 3, расположенными соосно друг другу в продольном направлении на окружностях с диаметром d (фиг.3) и центром, расположенным на оси 4 инструмента. В каждом слое режущих элементов 3 может быть два и более в зависимости от их величины и условий правки. В частности при профильной (радиусной) правке, когда величина выхода правящего инструмента из зоны правки весьма ограничена, может быть использован инструмент с двумя режущими элементами, расположенными через 180o. Кроме того, режущие элементы 3 нескольких слоев смещены по высоте на величину, превышающую размер режущего элемента в продольном направлении. Расчет количества n режущих элементов 3 в зависимости от их размеров и диаметра d окружности их расположения производится следующим образом (см. фиг.2, 3). Важным условием надежной работы инструмента является правка шлифовального круга 5 только одним режущим элементом 3, т.к. вступание в работу одновременно нескольких режущих элементов 3 меняет условия правки, что ведет к изменению ее качества и, следовательно, качества шлифования, при этом условно принято, что рабочий диаметр шлифовального круга стремится к бесконечности. Его поверхность условно обозначена плоскостью П-П. Такое упрощение вполне допустимо для практических расчетов и погрешность их направлена в сторону повышения надежности инструмента. Следует также учесть, что показанная на фиг.1 плоскость 1-1, является плоскостью расположения осей шлифовального круга и обрабатываемого изделия (на фиг. 1 не показано), а центральный угол между смежными режущими элементами 
Для обеспечения условия одновременной работы только одного режущего элемента в инструменте расстояние l = GH (фиг.1) до смежных с вступившим в работу режущих элементов 3 (см.фиг.3) определяется из формулы:
GH = AG•tgα;
Откуда 
Так как в качестве правящих элементов инструмента для правки шлифовального круга обычно используют кристаллы природного алмаза, которые не вступают в адгезию ни с одним металлом и сплавом и удержание их в корпусе производится фактически механическим путем, то мелкие кристаллы алмаза, используемые в алмазно-металлических карандашах, например типа Ц, выпадают из корпуса, как уже было указано выше, сточившись на 1/3 своего размера. Режущие элементы в предложенном инструменте стачиваются не выпадая до половины своего размера. Поэтому с достаточной степенью надежности можно принять  или h ≤2l
или h ≤2l
откуда  .
.
Угол α наклона инструмента для правки шлифовального круга к плоскости 1-1 расположения осей шлифовального круга и обрабатываемого изделия обычно составляет 10 - 15o и tgα может быть принят с достаточной степенью точности 0.2. Тогда приведенная выше формула значительно упрощается 
Практически в настоящее время в производстве используются алмазно-металлические карандаши диаметром D = 8 - 18 мм (см. там же, с. 256) и d1= 6 - 14 мм (в книге он обозначен d). Отсюда диаметр расположения режущих элементов в предложенном инструменте может быть в пределах d=4 - 12 мм, хотя предложенная конструкция инструмента для правки шлифовального круга значительно расширяет возможности его изготовления и большего диаметра, например d= 4 - 20 мм, что позволяет увеличить количество режущих элементов в одном слое и увеличить долговечность инструмента.
Пример 1. d = 4 мм; n = 2  h ≤ 0,2•4(1-cosπ); h≤0,8(1+1); h≤1,6 мм.
h ≤ 0,2•4(1-cosπ); h≤0,8(1+1); h≤1,6 мм.
Пример 2. d = 4 мм; n = 3. 
 h≤0,8(1+0,5); h≤1,2 мм.
h≤0,8(1+0,5); h≤1,2 мм.
Пример 3. d = 4 мм; n = 4.  h≤0,8 мм.
h≤0,8 мм.
Пример 3 показывает, что при данных соотношениях d и n дальнейшее увеличение количества режущих элементов в одном слое нецелесообразно.
Пример 4. d = 6 мм; n = 4. h ≤ 0,2•6•1; h≤ 1,2 мм.
Пример 5. d = 6 мм; n = 5. h ≤ 0,2 •6•0,69; h ≤ 0,83 мм.
Пример 5 показывает, что при данных соотношениях d и n дальнейшее увеличение количества режущих элементов в одном слое нежелательно, но оно может быть увеличено за счет увеличения d, например, до d=12 мм. Тогда даже при n= 6, будет h≤ 1,2 мм, что вполне приемлемо для правящего инструмента предложенной конструкции.
Работа заявленного инструмента для правки шлифовальных кругов заключается в следующем.
Инструмент 1 (фиг. 1) устанавливают в правильном приспособлении шлифовального станка (на фиг. не показан) таким образом, чтобы режущий элемент 3 находился в плоскости 1-1 расположения осей шлифовального круга 5 и обрабатываемого изделия. При этом смежные с ним режущие элементы 3, обозначенные на фиг. 3 точками B и F, находятся от поверхности шлифовального круга 5 на расстоянии 
Затем инструменту для правки шлифовального круга сообщают поперечную подачу до касания со шлифовальным кругом 5 перемещают в поперечном направлении на глубину подачи и сообщают ему продольную подачу вдоль оси шлифовального круга 5. После затупления режущего элемента 3 или его износа, инструмент для правки шлифовального круга поворачивают вокруг оси 4 (фиг.1) на угол  и описанные выше приемы повторяют.
и описанные выше приемы повторяют.
Работа заявляемого инструмента отличается от известного тем, что закрепленные в нем режущие элементы 3, вступают в контакт со шлифовальным кругом 5 при его правке строго поочередно.
Это обеспечивает возможность использования заявляемого инструмента для правки шлифовальных кругов на операциях внутреннего и профильного шлифования, что расширяет технологические возможности правящего инструмента.
Кроме того, увеличение диаметра окружности расположения режущих элементов обеспечит возможность увеличения количества режущих элементов в одном слоем и, тем самым, повысит долговечность инструмента для правки шлифовальных кругов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВЯЩИЙ КАРАНДАШ | 2007 |
|
RU2341365C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2003 |
|
RU2264906C2 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| Устройство для правки шлифовального круга | 1978 |
|
SU854698A1 |
| ПРАВЯЩИЙ КАРАНДАШ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2069145C1 |

Инструмент предназначен для правки шлифовальных кругов. В корпусе вдоль оси слоями установлены режущие элементы. Шаг между слоями равен величине, превышающей наибольший размер режущего элемента в продольном направлении. При этом в каждом слое режущие элементы размещены на окружности, центр которой совпадает с осью инструмента. Наибольший размер h в продольном направлении каждого режущего элемента выбран по формуле
h ≤ 0,2d(1-cos2π/n),
где d - диаметр указанных окружностей, n - количество режущих элементов. 3 ил.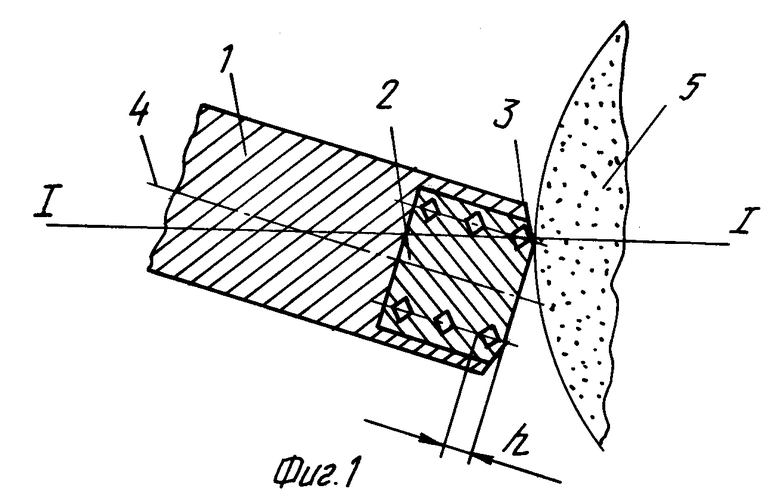
Инструмент для правки шлифовальных кругов, в корпусе которого вдоль оси слоями установлены режущие элементы, причем шаг между слоями равен величине, превышающий наибольший размер режущего элемента в продольном направлении, отличающийся тем, что в слоях режущие элементы размещены на окружностях, центры которых находятся на оси инструмента, при этом наибольший размер h в продольном направлении каждого режущего элемента выбран по формуле
h ≤ 0,2d(1-cos2π/n),
где d - диаметр указанных окружностей;
n - количество режущих элементов.

